
柔性化木门生产系统的设计及应用研究
2021-04-05 09:18刘风华肖浩南罗康黄邓多
现代信息科技 2021年17期
关键词:智能制造
刘风华 肖浩南 罗康 黄邓多
摘 要:国内的木门生产系统大多适用于大批量、固定工艺的生产模式,难以满足国内日渐增加的定制化、柔性化生产的需求。针对大规模定制的市场需求,文章围绕木门生产工艺的特点,重点讨论了木门定制化生产的核心技术难题,并设计了能满足定制化需求的柔性化木门生产系统,该系统通过条形码激光识别实现板件识别以获取加工文件,并通过四边锯自动纠正技术、快速定位和规避技术实现生产过程的柔性加工,旨在为木门的大规模定制提供设计思路。
关键词:木门生产;柔性制造;智能制造;大规模定制
中图分类号:TP271 文献标识码:A 文章编号:2096-4706(2021)17-0162-03
Abstract: Most of the domestic wooden door production systems are suitable for the production mode of large batch and fixed process, which is difficult to meet the increasing demand of customized and flexible production in China. According to the market demand of mass customization, focusing on the characteristics of wooden door production process, this paper focuses on the core technical problems of wooden door customization production, and designs a flexible wooden door production system that can meet the customization demand. The system realizes plate recognition through bar code laser recognition to obtain processing documents, the flexible processing of the production process is realized through the four side saw automatic correction technology, rapid positioning and avoidance technology, in order to provide design ideas for the mass customization of wooden doors.
Keywords: wooden door production; flexible manufacturing; intelligent manufacturing; mass customization
0 引 言
随着“工业4.0”和“中国制造2025”等基于信息技术的生产模式的概念兴起,家具行业逐步走向以消费者的需求为主导的个人定制化家具设计。而且由于施工工艺的不确定性,使得即使是同一楼盘,门洞尺寸都不尽相同。这些因素使得木门企业的生产方式从传统的单品种大批量生产模式、生产型制造向小批量多种类生产模式转变。这要求企业能高速高效地对市场需求做出快速反应,即对木门企业的柔性化生产提出了更高的要求[1,2]。
木门制造作为细分行业,近十多年来国内才开始得到重视,逐步研发木门制造专用机械,木门专用机械取代家具通用机械[3]。市面上根据木门材料的不同,可以分为实木木门和板式木门,其中实木木门由于木材资源有限,木材利用率低、价格昂贵且工艺相对复杂,对于大规模定制的需求较低。而板式木门以木质板件为原料,价格更亲民。同时先进木门设备的引进和发展,为木门的柔性制造提供了设备基础[4]。木门产业的大规模定制可以更好地满足用户多样化的需求,提高材料利用率,提升木门企业竞争力[5]。蒙阴银进机械制造有限公司[6]设计了一条可迅速实现实木门制造的柔性组合实木门自动化生产线。南通跃通数控设备有限公司[7]研制开发了一种数控木门生产线,包括毛坯的四边锯切,两端封边开槽,花型加工及孔槽加工的功能,可充分发挥其在大批量生产规模的优势,实现了机械化、自动化、规模化生产木门。这些都为国内木门的柔性制造提供了设计思路。
本文围绕复合门的生产工艺特点及柔性生产需求设计了一种柔性木门系统,并对目前木门的柔性生产中已经应用的技术及存在的关键问题进行探讨和分析,以期为柔性木门生产的研究和应用发展提供有益参考。此外,技术人员可通过物联网技术实现生产系统的远程监控。
1 柔性化木门生产线建设需求
木门是我们日常家具组成必不可少的一部分,但其制作工艺复杂、通常需要经过20~30道生產工序,一些油漆类的造型门甚至可达40~50道制作工序。传统的木门结构通常是实木榫卯组成框架,中间加芯板嵌合组成一扇门,其制作工序复杂,生产成本高,无法实现大批量,定制化生产。同时传统木门还有着样式单一,木材利用率低等缺点。
随着人们生活水平的不断提高,对生活品质追求的不断升级,个性化需求不断增加,实木资源匮乏,环境保护日益迫切,人工成本日益增长,传统的木门生产工艺改良刻不容缓。目前国内的木门生产系统依然只能满足大规模批量生产的需求,每次调整生产规格都需要人工对整个生产系统进行调整,对人工依赖相对严重,存在工作效率低、监管不足等问题。而客户对定制化、个性化的需求,对国内的木门生产系统提出了更高的需求。为了实现木门生产系统的柔性化,需要系统能根据生产需求智能化、自动化地调整系统结构。而传统的生产过程,需要人工调整,工作效率低、且无法准确快速确定。而且人工操作容易出现错误,对生产系统造成较大安全问题。而且随着社会发展,定制化、个性化的木门生产需求日益增加,大规模定制不仅增加了生产人员的工作强度,同时也对木门生产系统提出新的挑战。
2 柔性木门生产系统设计方案
在满足大规模定制、形成批产能力、缩短周期、提升质量和降低成本的要求下,通过数字化、智能化、网络化工厂的建设,稳步构建生产柔性制造系统的发展需求是木门生产企业要面对的问题。根据木门产品多规格、结构不一的特点,将先进制造技术、信息技术、智能制造技术和工业互联网等融合到木门生产制造业务全流程,以关键制造和生产过程的智能化管控为核心,以提髙产线绩效、精益生产为目标,进而实现生产全流程的透明可视、自主控制。
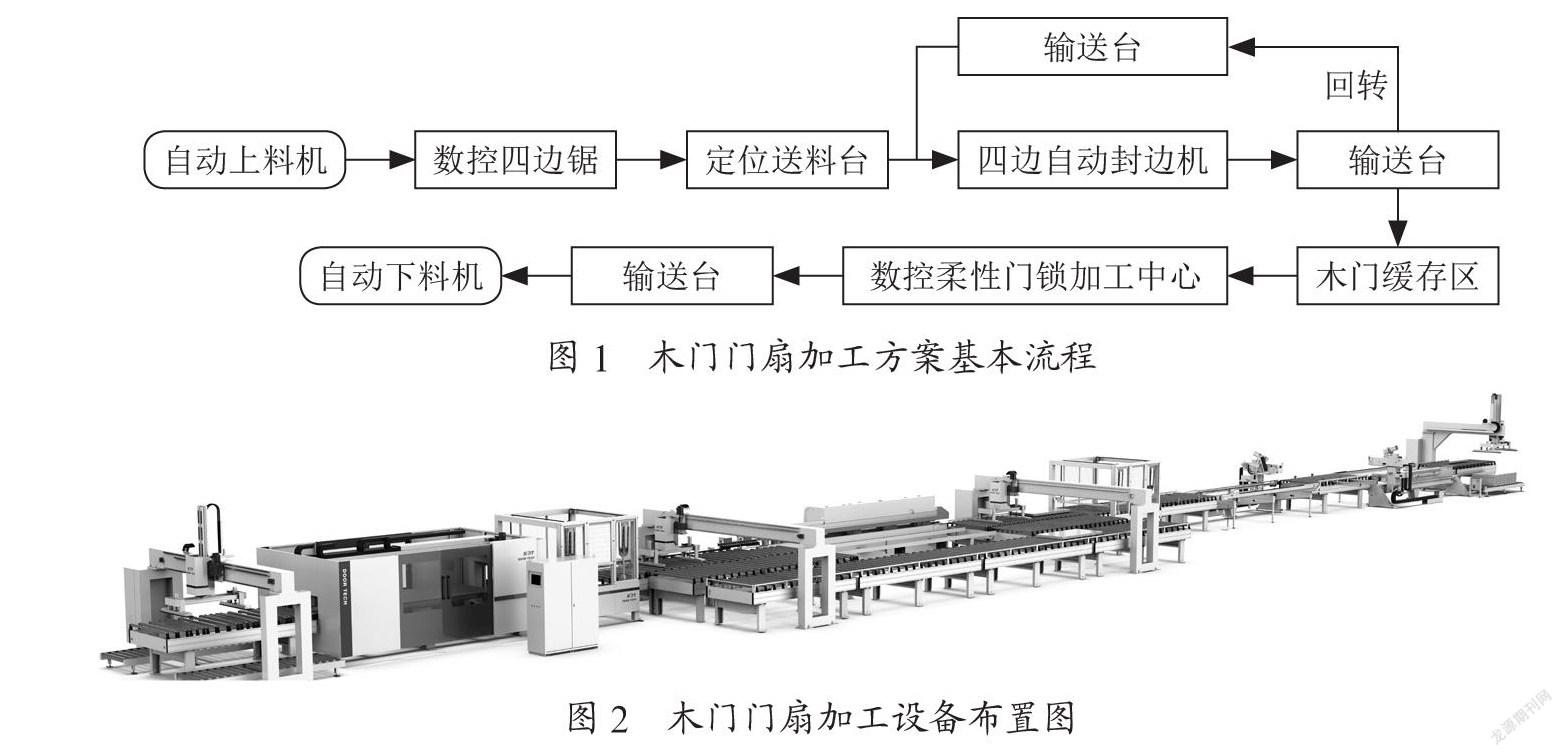
木门的基本工艺流程主要有基材准备、组框、单板加工、复合贴压、定尺、封边、开五金孔槽、铣削成形、涂饰。针对门扇复合贴压后到涂饰前的工艺,柔性化木门生产系统主要功能是完成木门门扇的定尺、封边及开五金孔槽,为了完成这几项加工,生产系统需要包含3类主机:
(1)数控门扇四边锯:用以完成定尺,即将毛坯加工成精确尺寸的木门板件。
(2)封边机:对门扇边部进行预铣、涂胶封边、粗修、精修、刮边和抛光等。
(3)数控柔性门锁加工中心:在木门的两个长边区域进行锁槽、锁阶、锁孔、合页加工。根据木门生产工艺和特点其加工方案的流程如图1所示,加工设备布置如图2所示。
相比与常规的木门生产工艺,本系统采用的柔性生产工艺是直接加工组装好的木门件,通过裁边、封边、门锁加工三步骤完成。传统的木门生产系统需要根据需要生产的木门规格,人工调整各工艺中定位构件的位置,难以满足柔性生产。为了满足柔性生产的需求,柔性木门生产系统需要采用的关键技术:
(1)条形码激光扫描技术:能实现识别进入加工区域的板件,各加工设备根据识别出的板件自动化地调整设备状态以满足自动化生产。可自动读取每块门扇的外形尺寸、加工要求等信息,自动调整机器动作,调用和启动加工程序,按要求完成加工。
(2)四边锯自动纠正技术:包括两方面的位置纠正——纠正加工门扇的位置和纠正四边锯锯切位置,使其进行规方锯切以保证面板的花纹在中心线上对称和门芯框架与面板平整,并且满足加工尺寸符合对应生产需求。
(3)快速定位和规避技术:在数控柔性门锁加工中心上,门板是通过夹具固定在加工区域中,为了避让碰撞不同的加工文件需求的夹具位置会不一样。这需要设备能根据加工文件快速调整夹具位置以满足柔性生产需求。
(4)远程监控技术:并且为了满足智能工厂实时监控生产系统各功能块状态,该系统还需要能够通过APP或网站远程监控生产系统状态功能。
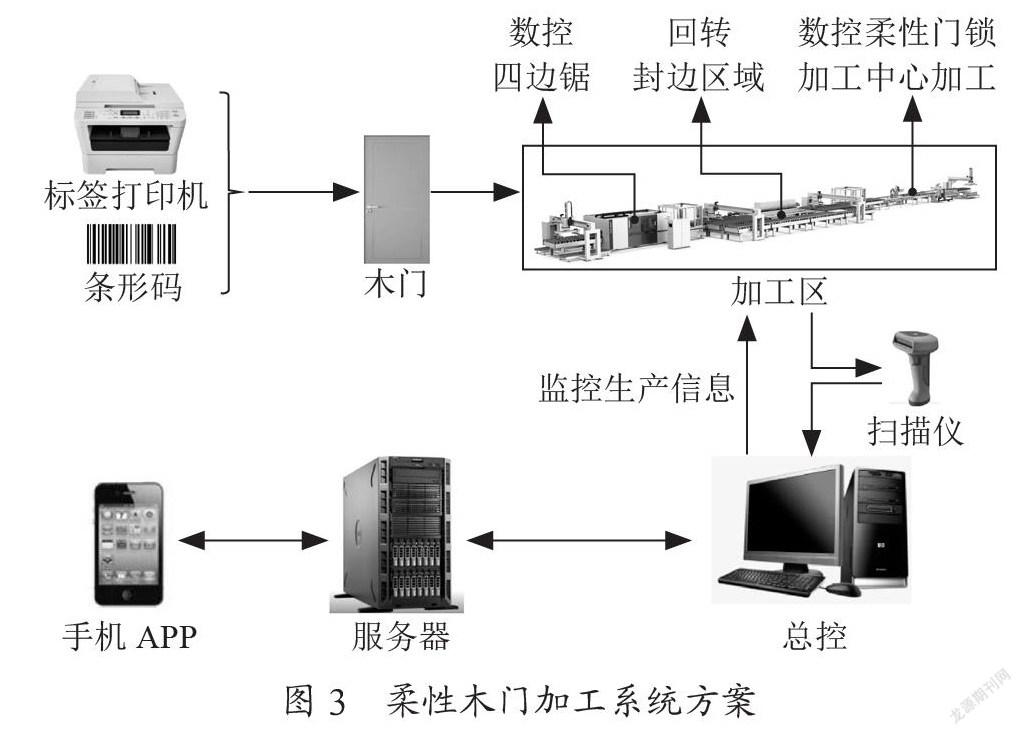
本文设计的柔性木门生产系统如图3所示。为此,柔性木门生产系统应包括以下智能生产单元和柔性控制系统,使生产过程柔性、高效、明确、透明、智能。本文将从系统用到的自动化技术和物联网技术两方面阐述柔性木门加工系统的核心技术。
2.1 基于自动化的自适应加工系统
传统木门制造过程中,加工、检测和控制各阶段都相互独立,无法实现全过程的实时控制优化。而自动化是指机器设备或系统在无人或较少人的直接参与下,可以按照既定的制造要求完成自动检测、信息处理、分析判断、监控调控等功能以实现目标的能力。基于自动化技术,柔性木门生产系统将木门识别系统、可编程逻辑控制器、工控机和设备进行连接,在连续的生产过程中实现板件自动加工与输送工作,从而保证木门加工过程中的自动化、智能化。该生产过程详细功能应包括板件的识别与定位、柔性加工、和报错处理等功能。生产系统需要能通过识别的板件向总控获取加工文件,并根据加工文件自动地对生产线进行调整。
在自动化实现的过程中,板件的识别是基础。本系统设计方案通过条形码作为板件识别的方式,在数控四边锯、封边机和数控柔性门锁加工中心的进板区域,通过条形码扫描仪获取进入的木门信息。通过扫描到的条形码信息向总控申请加工的板件信息、获取加工文件,再根据获取的板件信息自动调整设备加工状态以实现木门的自动化加工。在裁边工段中,数控四边锯根据板件的长宽尺寸、自动调整各个锯片的距离,一次性完成门扇的规方加工,实现动态、柔性加工。对于数控柔性门锁加工中心,为了满足柔性生产的需求,需要实现夹具与侧靠的自定位。待加工木门是通过夹具固定在加工区域内的,而根据不同的加工文件,各夹具的位置需求都不一样。传统的木门加工是通过人工调整夹具的位置,再进行加工。在传统的生产模式中,每次更改加工木门的批次都需要重新人工进行调整,这是制约木门加工难以实现柔性制造的主要原因,使得国内的木门生产只能适应大批量生产。这要求柔性加工系统能根据加工文件,自动调整夹具的移动位置、侧靠距离,避免加工过程中的碰撞。此外,为了减少加工过程的时长,需要根据当前的夹具位置,得到最短移动位置。
此外,在完善柔性化加工过程的基础上、引入自动龙门上料机、龙门自动下料机和自动包装设备。传统的上下料过程都是采用人工搬抬、劳动强度大,龙门上、下料机则通过真空吸盘抓取堆垛。目前自动化连线装置在各行业的生产过程中有着广泛应用。该生产系统用到的输送装置,通过真空吸盘抓取板件、滚筒运输板件实现各工序间的板件輸送、存储,为柔性木门生产系统提供连线支撑。
2.2 基于工业互联网的物联网技术
物联网主要是指通过信息传感设备,将需要监控的物体与网络连接实时采集需要的信息,并通过信息传播媒介完成信息交换和通信,以实现对物品和过程的智能化感知、识别和管理。柔性木门加工系统通过物联网技术,重点实现生产加工过程各工序状态的反馈和智能控制功能,加工信息的标注和管理等。其中对于各工段加工状态、加工信息的管理是通过系统内的光电传感器和条形码扫描仪实现的,形成一套数字化、智能化的生产系统综合监控系统。可以同步的部署到生产现场的总控端上,同时也能部署到管理人员的移动手机端上,实现实时对生产环境进行监控、管理。当生产计划有变动或生产过程出现问题,技术人员能通过手机APP快速获取系统内各设备的状态,方便技术人员调整生产计划、远端解决问题。对于木门加工的信息管理,系统内是通过条形码进行信息的传递和管理,生产人员可以通过扫描仪实时获取木门生产信息、订单信息等。在总控端也能通过搜索对应条形码id获取查找待寻找木门板件的当前状态。
3 系统应用的效果及效益
本文利用自动化技术、物联网技术实现木门柔性制造系统,与传统的生产方式相比,可以较大程度上满足柔性定制、智能化生产的需求。本文技术相关项目投运后,相关加工效率及成本分析如以下所示:
(1)产能:在一班(8 h)时间内,可加工门扇数量最高达320樘。按每天3班值,每年工作天数300天计算,年生产数量可达28.8万樘。
(2)加工范围:木门的加工规格则为在宽度方向上为400~1 100 mm,长度方向为1 800~2 400 mm,厚度方向为30~60 mm。
(3)加工精度及合格率:门扇的加工精度在±0.5 mm以内,对角线误差在±2 mm以内,产品合格率在99.55%以上。
(4)成本:木门柔性加工生产线仅需要1~2人/班,而传统的以通用设备加工木门的生产方式则通常一班需要10人以上。
4 结 论
将数控四边锯、封边机、数控柔性门锁加工中心等主要加工设备,通过自动龙门上、下料、输送、定位、转向等装置完成自动化连线,并辅以采用了条形码激光扫描技术、四边锯自动纠正技术、快速定位和规避技术和物联网技术等构成柔性木门生产系统。针对传统木門生产系统存在工作效率低、管控模式单一、无法满足定制需求的问题,柔性木门生产系统通过利用物联网、自动化等技术手段,可以实现木门的柔性生产、以满足市场对大规模定制的需求等功能。
参考文献:
[1] 周济,李培根,周艳红,等.走向新一代智能制造 [J].Engineering,2018,4(1):28-47.
[2] 李伟光,王创,徐明辉,等.我国木门行业智能制造的思考与探索 [J].中国人造板,2019,26(12):1-5.
[3] 姚遥,许亚东,许厚荣,等.我国木门自动化制造特点及发展趋势 [J].木材工业,2015,29(2):26-29.
[4] 杨华龙,齐英杰,马岩,等.我国木门生产企业的现状与发展趋势 [J].木工机床,2015(3):14-18.
[5] 万千,张亚池,宋莎莎.大规模定制木门的应用技术及其发展 [J].中国人造板,2017,024(5):11-14.
[6] 李因国.柔性组合实木门自动化生产线 [EB/OL].[2021-08-28]. http://www.likuso.com/city17/761348.html.
[7] 姚永和.上海跃通木门柔性加工生产线通过科技成果鉴定 [J].中国人造板,2013,20(11):39.
作者简介:刘风华(1968—),男,汉族,北京人,高级工程师,硕士,研究方向:家具智能制造。
猜你喜欢
计算机教育(2016年10期)2016-12-19
科技创新导报(2016年21期)2016-12-17
职教论坛(2016年22期)2016-11-19
企业导报(2016年13期)2016-07-19
