立铣刀崩刀在线检测技术的研究与应用
2021-04-02 12:07唐恒金亮
时代汽车 2021年4期
关键词:在线检测
唐恒 金亮


摘 要:本文对立铣刀的基本信息及现状进行了论述,通过对立铣刀在线检测方法和机构的分析及研究,实现了立铣刀崩刀后的可探测性,减少了工件返修和报废浪费,可为其他发动机工厂提供参考。
关键词:立铣刀 崩刀 在线检测
Research and Application of Vertical Milling Cutter Collapsing on-line Detection Technology
Tang Heng Jin Liang
Abstract:This paper discusses the basic information and current situation of milling cutter, through analyzing and researching on-line detection methods and equipment to implement the detectability, and reduces the repairing and scraping of workpiece after vertical milling cutter collapsing, which can provide reference for other engine factory.
Key words:vertical milling cutter, collapse knife, on-line detection
1 立铣刀基本信息
立铣刀的主切削刃在圆柱面上,端面上的切削刃是副切削刃。立铣刀在加工过程中不能沿着铣刀的轴向作进给运动,只能在加工表面做径向切削。立铣刀可用于侧面加工、槽加工、曲面加工及凸台端面等特征的加工。一般根据已加工表面的形状及加工面的质量要求,采用的立铣刀的种类也会不同。特别是随着制造业的飞速发展,人们对刀具的涂层技术与材料技术的研究有了突破性的进展,涂层硬质合金整体立铣刀和可转位立铣刀逐渐普及,慢慢替代了传统的高速钢整体式立铣刀,并被广泛应用在模具加工、高硬度材料等加工领域。
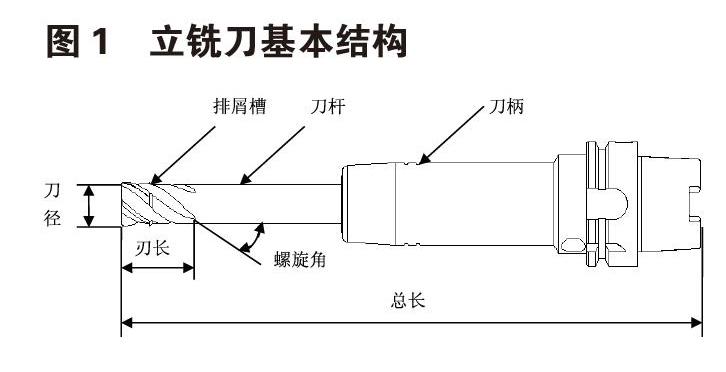
对于立铣刀的整体结构,可切削的部位主要由刀径、排屑槽、刃长、螺旋角等构成,(见图1)。刀径一般根据被加工面的形状和尺寸来选择。排屑槽的作用是便于切屑排出,使其断屑不会对已加工表面造成不良影响,排屑槽的形状和特点会影响到加工效率和加工质量。刃长的选择一般是根据被加工表面的余量来进行选择,特别是对于存在单边侧面铣削的被加工表面,刃长的选择尤其需要注意。单边侧面铣削会使立铣刀刃长受力过大,一般在立铣刀失效模式中,崩刀或崩刃的情况占大多数,而在轴向方向上的断刀的占比就比较少。因为目前在国内外所有发动机工厂中,立铣刀崩刀都没有在线检测技术和机构,所以立铣刀在线检测是各发动机工厂迫切需求的。
2 立铣刀现状
由于市场需求,柳州某汽车公司吸取了B15T增压发动机的项目经验,在此基础上研发了N15T增压发动机来降低排放和获得更强的动力,特别是对N15T增压缸体的喷油嘴安装面进行了相关优化。改进后的N15T增压缸体喷油嘴安装面结构更复杂,单边切削余量更大,所以对立铣刀的加工工艺及检测手段要求更高。2019年10月份该公司发动机工厂在N15T增压缸体项目制造过程中,因立铣刀悬伸长及安装面切削余量大,导致立铣刀频繁崩刀。立铣刀崩刀会导致安缸体喷油嘴安装面存在铣不完和加工断刀的情况(见图2-7),异常工件需要进行返修造成返修浪费;造成刀具寿命下降、制造成本上升。(见图8)喷油嘴安装面加工异常会导致增压喷油嘴安装不上、安装角度异常,从而出现发动机漏油、活塞冷却能力下降,发动机运转时温度过高、发动机拉缸、动力性下降等严重售后质量问题。
因立铣刀直径较大,一般潜在失效模式为崩刀。目前几乎所有的立铣刀都无法采用断刀检测的手段来识别是否崩刀,另外国内外所有发动机工厂都无在线检测崩刀的检测机构或设备,不能及时有效地判断出立铣刀是否失效,时常导致批量质量问题的发生。通过调查该发动机工厂缸体线所有刀具并进行分类分析,立铣刀占总刀具总数的4%左右。因为部分立铣刀加工工艺较为复杂,加工环境恶劣,特别是对于在缸体曲轴室内的加工特征,当刀刃崩刀发生后,失效特征员工很难发现,极易产生批量质量问题,所以需对重要立铣刀增加在线检测手段。(见图9-10)
3 立铣刀崩刀检测方案分析及研究
在CNC(加工中心)中,大多数设备制造商都会设计相关的刀具断刀检测功能,其目的是为了检测刀具的加工状态,避免因刀具断刀产生批量质量问题。断刀检测的原理是:用定位驱动装置将滑板移到带有扫描系统的钻头或丝锥刀尖处。如果刀具完整,则感应式的接近开关检测到弹簧薄钢板,并发送刀尖存在的信号;如果刀尖断裂,则弹簧薄钢板无法到达接近开关点,传感器无信号,设备发出断刀报警信号。见图(11-12)
查询CNC(加工中心设备)的使用手册说明,断刀检测内容明确标注了断刀检测所适用的条件,即只能对直径为n3~n12mm及长度为95mm~300mm(可选用500mm)内的钻头或丝锥类型的刀具进行检测,断刀检测机构只能检测刀具在长度方向上的断裂,无法对刀具直径方向上的崩刀进行检测。所以对于立铣刀的潜在失效模式,断刀检测不能适用,见图(13)。如果考虑在CNC(加工中心)内部再单独增加一套类似的检测机构,专门对刀具直径方向进行检测,则会增加设备的制造成本,产生额外的采购费用。另外设备结构会过于庞大和复杂,进而影响设备的稳定性,不利于设备后期的维修和保洁。
为解决立铣刀频繁崩刀的问题,该发动机工厂成立了问题攻关团队,通过设计立铣刀崩刀在线检测方法和检测机构,实现了立铣刀的在线检测功能,降低了立铣刀崩刀所造成的工件返修及报废成本。该检测方法参考了CNC(加工中心)断刀检测的原理,但在机构设计上进行了简化处理,通过利用CNC(加工中心)主轴高精度的精确准停及较小的移动误差,及优化相应的程序逻辑,将立铣刀崩刀检测机构集成在加工仓中,特别是不占用CNC(加工中心)的内部空间,对设备维修和保洁影响较小。最后制定了立铣刀崩刀檢测相关流程指导员工进行标准化作业,让员工明确知道立铣刀崩刀后触发的设备报警信息,并采取相应的行动措施,见图(14)。
该立铣刀检测机构基于立铣刀崩刀时在长度方向的距离改变不大,但在刀尖的直径方向距离改变较大的基本情况,通过对直径方向的距离判断刀具是否崩刀。对于立铣刀有多个刀刃,在程序逻辑设定中当立铣刀需检测时,让主轴夹持刀具进行定角度旋转准停对每一个刀刃的崩刀情况进行确认。而在线崩刀检测机构的执行动作由CNC(加工中心)的NC/PMC程序控制,当在线崩刀检测机构检测到刀具状态异常时,传感器信号状态跳转,传感器检测信号由CNC(加工中心)的PMC程序传输给加工中心的控制器,CNC(加工中心)发出报警,并在面板上显示相应的报警信息,提示员工检查工件的加工情况和刀具状态。立铣刀崩刀检测机构示意图见图(15)。
因为CNC(加工中心)主轴的精确准停及误差移动小的特点,该立铣刀的检测机构检测崩刀的高度精度可达到1mm,检测机构设计简单,大部分采用机械结构,所以该检测机构的稳定性较好,很少出现检测故障。为了确保该检测机构的可靠性,立铣刀崩刀检测机构需定期进行相关的防错验证,所以在工艺文件中明确要求防错验证的操作内容及方法,并让员工定期使用特定的验证刀具进行验证,记录其验证结果。如果验证时出现异常问题,需要及时反馈相关部门对检测机构进行修复。见图(16-17)。
通过对立铣刀崩刀在线检测技术的研究,设计了在线检测立铣刀的崩刀检测机构,并制定相关探测方法,提高了立铣刀崩刀潜在风险的探测度。在CNC(加工中心)的加工仓中增加在线崩刀检测机构,并优化相应的PMC/NC程序。经验证后该机构能够100%识别立铣刀的崩刀失效模式,可防止批量质量问题的发生。该机构已在柳州某发动机工厂应用成功。从2019年12月开始安装立铣刀在线崩刀检测机构后,缸体增压N15T喷油嘴安装面刀具崩刀频次明显降低,达到了预期的目的,见图18。
4 结束语
通过对立铣刀崩刀失效模式分析,自主设计在线崩刀检测机构相应的检测方法,提高了立铣刀崩刀潜在风险的探测度,避免了工件批量报废,对生产线的的质量控制具有重大意义。
猜你喜欢
科技与创新(2017年1期)2017-02-16
科技经济市场(2016年5期)2017-02-05
软件导刊(2016年11期)2016-12-22
科技视界(2016年11期)2016-05-23
科技视界(2016年4期)2016-02-22
纺织导报(2015年8期)2015-12-31
湖南大学学报·自然科学版(2015年8期)2015-09-06
科技资讯(2015年7期)2015-07-02
电子技术与软件工程(2015年6期)2015-04-20