
A2O+MBR 污水处理工艺运营问题分析与对策探究
2021-03-30 10:46郭靖
中国设备工程 2021年6期
郭靖
(甘肃省天水市污水处理厂,甘肃 天水 741000)
将生物处理、膜分离技术相结合,便能够得到本文研究的MBR 工艺。在污水排放需要达到的标准愈发严格的当下,在地下建设的污水处理厂,其数量不断增加,将MBR 与A2O工艺进行结合,既对可逆污染有良好的抑制效果,还能够使膜污染问题得到缓解,由此可见,围绕该工艺所面临运营问题展开讨论,对污水处理厂乃至整个行业的发展,均有十分积极的作用。
1 A20+MBR 工艺介绍
当代社会所面临主要问题,便是土地资源稀缺,这也是地下污水处理厂被提出并得到推广背景。地下处理厂对污水进行处理的技术,自然与传统处理厂不同,对工艺和技术进行创新是大势所趋。
作为活性污泥法的代表,A20 强调利用微生物对有机物进行降解,其除磷和脱氮效果较为突出。A20+MBR 则是指将MBR 池加设于A20 池所对应好氧区后,替代二沉池进行泥水分离。既能够有效节约用地,又能够对高浓度污水进行泥水分离,使得前端生化处理工艺段可以提高污泥浓度至8g/L以上,有效提高了生化反应池负荷,从而达到整体节地的目的。地埋式污水处理厂建设费用比传统方式更高,选择节省用地的工艺可以有效降低建设成本。所以,在城市土地资源紧缺的情况下,越来越多的城市污水处理厂选择MBR 膜工艺。
当然,该工艺的不足也十分明显,例如,排泥不均匀,使膜的安全性无法得到保证,以及生物除磷所取得效果始终和预期存在差距。某污水处理厂的处理对象为生活污水,现已由早期的活性污泥法,成功转变为A20+MBR,利用高压板框压滤机,对污泥进行深度脱水处理,经过处理的污泥,其含水率均维持在60%以下(如图1)。
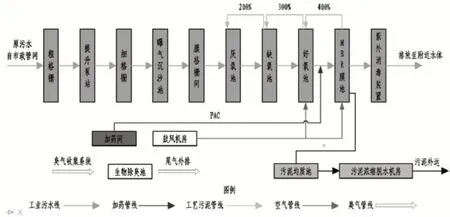
图1 污水处理流程
由图1 所提供信息可知,对污水进行处理的流程如下:在进泵水房前,安装粗格栅,能够有效拦截漂浮物、悬浮物,为水泵提供全面保护,避免阀门或管件被堵塞的情况出现,确保后续系统能够正常运行。随后,对能够拦截固体物质、较小漂浮物的细格栅进行设置,使外界因素给已经正式投入运行的污泥和生物处理系统所带来影响降到最低。曝气沉砂池和膜格栅均有各自的作用,曝气沉砂池去除油脂、无机砂粒与浮渣等,而膜格栅能够阻断纤维物质、毛发进入反应器的途径。此外,组合生化池由两个系列组成,二者均具备独立运行的条件,任意组合生化池均可分为MBR 池,好氧区,厌氧区、缺氧区。在池体中间对推流器、导流墙进行设置,在出水管道的内部,对消毒设备进行设置,真正做到利用次氯酸钠,将接触池病原微生物进行大范围灭杀。
2 运营问题与对策分析
本文所讨论污水处理厂的布置方式为半地下式,先利用混凝土覆盖构筑物,再通过覆土的方式,对混凝土盖做绿化处理。经过一段时间的运行后,该厂对所遇到问题进行了归纳,主要有:
2.1 膜污染
MBR 工艺面临的主要运营问题就是膜污染,该问题与运营成本、出水质量密切相关。如果膜丝密度过高,对其进行吹扫时,便会出现污染物抖落难度大的问题,既不利于清洗,又会导致成本增加。
现阶段,小范围试用的解决对策,主要有电助污染抑制,原位化学清洗,对纳米材料膜进行使用。受成本和技术成熟度的制约,短时间内,上述对策均无法实现大范围推广,基于此,工作人员提出了如下方案:首先,减小膜丝密度能够降低抖落污染物的难度,通过减少污染次数的方式,将耗电量维持在可控范围内;其次,如果膜丝数量和密度保持不变,则可以通过增加占地面积的方式,达到上述目的;最后,将沉淀池加设在MBR 池的内部,确保污水通过膜丝前,均已经过沉淀,同样可以避免大量污染物附着在膜丝上的情况出现,当然,膜池占地面积也会变得更大。这就需要该厂权衡利弊,确定符合自身需求的解决对策,对膜污染问题进行解决。
2.2 链条断裂
在缺氧池和厌氧池内部,均有推流器存在,而连接推流器的链条起吊机,其主要职能是吊起推流器,为后续维修工作提供便利。正常情况下,链条均处于充满水的环境中,腐蚀情况明显,当处于运动状态时,不同链条间必然存在摩擦,经过一段时间后,被腐蚀链条就会出现断裂的问题。对断裂链条进行维修,通常需要专业人员,先通过潜水的方式,对断头进行打捞,其成本及难度均不言而喻。
工作人员综合考虑多方因素,提出如下解决对策:利用专业链条替代原有链条,将抓钩加设在链条末端,并将吊圈设置在推流器上。日常工作无须对专业链条进行使用,此时,将其存储在维修车间即可,当有维修需求时,再利用抓钩将吊圈钩住,确保推流器能够被尽快吊出水面,缩短维修需要耗费的时间。事实证明,这样做可以通过减少链条断裂次数的方式,将运营成本与难度维持在理想范围。
2.3 曝气盘故障
该厂所建造生化池的主要材料为钢筋混凝土,在全部封闭的基础上,对顶板进行覆土绿化处理,检修口开设在顶板上,鼓风机房、膜格栅间均位于池顶,维修曝气盘的难度有目共睹。一般来说,对曝气盘进行维修的前提是彻底排空好氧池,而20000m³容积的好氧池,存在换气慢和排水慢的情况,当水位到达一定高度后,鼓风机会自动停止曝气系统的运行。正是上述原因的存在,才使得排水过程有大量有害、有毒气体产生,例如,甲烷及甲硫醇,要想保证自身安全,维修人员需要严格按照行业规定,对曝气盘进行维护及维修,不仅要投入大量成本,其难度也始终居高不下。
针对曝气盘故障,实证有效的解决对策有两个:第一,对自动控制程序进行修改,确保水位下降过程中,曝气始终存在,通过缓解厌氧、缺氧情况的方式,避免有害及有毒气体产生;第二,在条件允许的情况下,污水处理厂可选择对好氧池进行分隔,降低维修处理的难度。
2.4 出水不达标
(1)总氮超标。由于试运营存在出水总氮超出预期的问题,在综合考虑多方因素后,工作人员决定向缺氧池投加甲醇、乙酸钠、有机废水等碳源。而碳源的增加,使运营成本出现小幅提升,如何使脱氧效率达到理想水平,自然成为人们关注的重点。研究所得方案,主要强调两方面内容:第一,以精细化管理为导向,在增加缺氧池容积的基础上,对好氧池的DO 值进行控制;第二,多点进水利用原水碳源与缺氧环境,对系统表现出脱氮效能的提高,具有较为显著的效果。
(2)大肠杆菌超标。大肠杆菌超出一级A 标准的情况偶有发生,检查结果表明,该问题出现的原因,主要是膜丝泄漏,而单纯的膜丝断裂,通常不会使膜丝出现泄漏,这是因为产水的抽吸力,致使断裂膜丝的中部变瘪,大量污泥将膜丝堵住后,污水流入产水管道的途径被彻底阻断。泄漏点出现在膜箱接口附近,而该厂采用的是插拔式膜箱,其特点是便于拆装,但橡胶垫片变形和错位的情况较为常见,一旦运行压力超过限值,就会出现泄漏的问题。
要想使上述问题得到彻底解决,最有效的方法便是放弃插拔式接头,转而选择旋接式接头,该接头可通过旋转的方式,达到紧固的目的。此外,若有特殊需要,工作人员可酌情增加垫片厚度,虽然对其进行拆卸的难度较大,但可使泄漏问题得到解决。当然,试验结果也证明了上述猜想,如果处理厂选择旋接式接头,即便不利用次氯酸钠进行消毒,出水的大肠杆菌仍然达标。
3 结语
无论从技术还是经济角度考虑,A2O+MBR 技术均有理想的可行性,其发展潜力和空间不言而喻。对地埋式处理厂而言,要想降低运营管理难度,工作人员需要考虑的内容,主要有膜池布置、组件清洗等。除此之外,还有一点要引起重视,就是利用该技术处理污水的目的,不仅确保其符合排放标准,还有降低能耗,为持续发展及相关目标达成助力。
猜你喜欢
建材发展导向(2022年24期)2022-12-22
娃娃乐园·综合智能(2022年12期)2022-11-24
小资CHIC!ELEGANCE(2021年46期)2021-01-11
中国自行车(2020年2期)2020-04-26
科学(2020年6期)2020-02-06
当代陕西(2019年13期)2019-08-20
智能城市(2018年8期)2018-07-06
中国资源综合利用(2017年4期)2018-01-22
中国资源综合利用(2016年3期)2016-01-22
汽车维修与保养(2015年8期)2015-04-17
