安全活门地面小流量波动故障研究
2021-03-28 21:21王伟陈胜利
河南科技 2021年32期
王伟 陈胜利



摘 要:随着现代飞机技术的快速发展,对安全活门的要求也越来越高。基于此,本文首先介绍了某型飞机安全活门出现地面小流量波动问题的原因,继而分析问题、解决问题,最后进行研究总结。
关键词:座舱压力波动;座舱供气流量;座舱余压
中图分类号:V263.6 文献标识码:A 文章编号:1003-5168(2021)32-0029-03
Research on Fluctuation Failure of Small Flow in Ground for Safety Valve
WANG Wei CHEN Shengli
(Xinxiang Aviation Industry(Group)Co., Ltd., Xinxiang Henan 453000)
Abstract: With the rapid development of modern aircraft technology, the requirements for safety valves are becoming higher and higher. This paper first introduced the reasons for the fluctuation failure of small flow in ground for some types safety valve, then analyzed and solves the problems, and finally summarized the research.
Keywords: cabin pressure fluctuation;cockpit air supply flow;cabin pressure
CYT-60安全活门为某型号飞机座舱环控系统配套设备,其功能是防止气密座舱因座舱余压或座舱负压超过极限值而发生破坏[1]。单机配套1件。在研制初期,S型交付时数套产品均出现了地面状态下流量为150 kg/h时,座舱余压出现0.5~1.0 kPa的波动现象,标准值应为37.60~40.25 kPa,即地面条件下,通过活门的空气流量为150~1 000 kg/h,限定的座舱余压为37.6~40.25 kPa。经研究,将此现象定义为地面小流量波动故障[2-3]。波动数据如表1所示。
1 问题定位
CYT-60安全活门结构如图1所示,主要由壳体、活门、内膜片、外膜片(内膜片、外膜片为同一零件)、盖、弹簧、杆形活门、活门座、主弹簧及滤网等组成[2]。
当飞机地面停机、座舱未增压时,座舱内压力P与外界大气压力P相等。这时弹簧的预压紧力使活门关闭,产品处于关闭状态。
当座舱余压(P-P)超过某一规定值,B、D两腔压差作用于内膜片上的力足以克服主弹簧的预压紧力,使杆形活门与活门座相脱离。此时,B腔内的空气通过杆形活门与活门座的间隙流入D腔排入大气。由于B腔压力降低,作用在活门上向下的力随之显著降低。活门在压差作用下向上移动而打开,使舱内空气排入大气,降低座舱压力,随之降低座舱余压。当座舱余压降至规定值以下时,主弹簧又克服内膜片上由压差引起的向下力,使杆形活门重新紧贴活门座而关闭。这时B腔压力又增至同A腔相等,使活门向下移动,关闭安全活门。
当出现负压时,即外界大气压力P高于座舱压力P,D腔压力高于B腔压力,外膜片、内膜片等结构在此压差作用下打开活闸,使外界大气进入座舱,降低座舱与大气之间的负压。
通过对产品结构和工作原理进行分析,可以确定由膜片、弹簧、杆形活门、活门座组成的膜片组合件为感压原件,对座舱余压调节起决定作用。车间在对波动产品进行反复调试时,也对膜片组合件进行了反复校正。膜片组件是通过手工铆接的方式将铝合金结构件铆接在又薄又软膜片的安装孔上。安装孔定位效果非常差,因此在装配过程中容易发生铝合金结构件不同心、不平行、膜片褶皱的情况,使膜片组件两侧压力不均,造成活门在控制小流量时受力也不均匀,出现小流量时产品控制压力波动的现象。在故障产品分解时,也发现膜片组合件上的铝合金结构件不同程度地出现了不同心、不平行的现象。
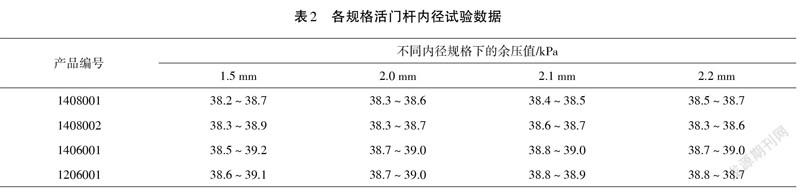
CYT-60安全活门与CYT-17安全活门结构形式类似,为了提高产品的流通能力,扩大了其活门口径,控制腔容积随之增大。控制腔容积增大后,为其补气的球形活门通气孔和控制其排气的球形活门结构没有随之更改,造成供气与排气不匹配,从而引起控制腔压力波动,进而产生产品控制压力波动的现象。更改活门杆内孔直径后进行试验,原活门杆内孔直径为1.5 mm,协调生产了内孔直径为2.0 mm、2.1 mm、2.2 mm的3个活门杆进行试验,具体试验数据见表2。从表2可知,将活门杆内孔直径調整为2.1 mm,对座舱压力波动幅值起到明显的抑制作用。
2 机理分析
通过上述结构、原理分析和问题定位,可以确定CYT-60安全活门地面小流量波动主要有两点原因。
第一,膜片组合件在铆接装配时发生铝合金结构件不同心、不平行、膜片褶皱的情况,造成活门在开启时偏斜偏大产生高频碰撞,造成座舱余压波动。此问题主要表现在膜片组合件装配工艺性差,组件在铆接时由工人操作,铆接力度无法完全保持一致。此现象通过工艺改进来解决比较困难,需要通过产品结构的改进来消除。
第二,供气、排气与控制腔容积不匹配,供气与排气无法协调统一对控制腔的压力进行控制,导致产品控制压力波动,出现座舱余压波动。此问题需要通过设计增加活门杆内孔流通面积,并通过试验来解决。
3 纠正措施及验证情况
3.1 纠正措施
为解决膜片装配过程中出现的问题,通过对膜片上非工作区域局部加厚来实现。膜片的安装孔均在膜片的非工作区域内,膜片局部加厚以后,上面的安装孔定位效果可以得到明显改善。铝合金结构件仅装配在膜片的非工作区域,装配过程中产生的变形可以被局部加厚区域吸收,减少膜片工作区域的变形褶皱。上述问题得到解决后,铝合金结构件可以在膜片上得到较好定位,使其结构同心和平行,消除工作区域上的褶皱,如图2所示。
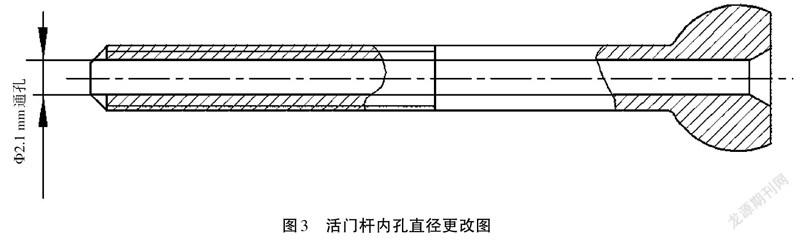
通过表2的试验数据可知,增加活門杆内孔直径,能够减小座舱余压波动幅值。当活门杆内孔直径为2.1 mm,座舱余压波动幅值为0.1~0.2 kPa,但当继续增加活门杆内孔直径至2.2 mm时,座舱余压波动幅值反而增加,所以活门杆内径为2.1 mm时,匹配性最好,最能抑制座舱余压波动。活门杆更改如图3所示。
3.2 试验验证情况
为了验证改进措施,下发相关技术文件,对编号为1206001、1406001的产品贯彻纠正措施,并进行鉴定试验。现1406001产品已完成全部鉴定试验项目,1206001产品除霉菌试验正在进行外,其他鉴定试验项目也全部完成。因为改进措施并未对产品材料进行更改,所以1206001产品能够顺利通过霉菌试验。两套产品均未出现地面小流量座舱余压波动。
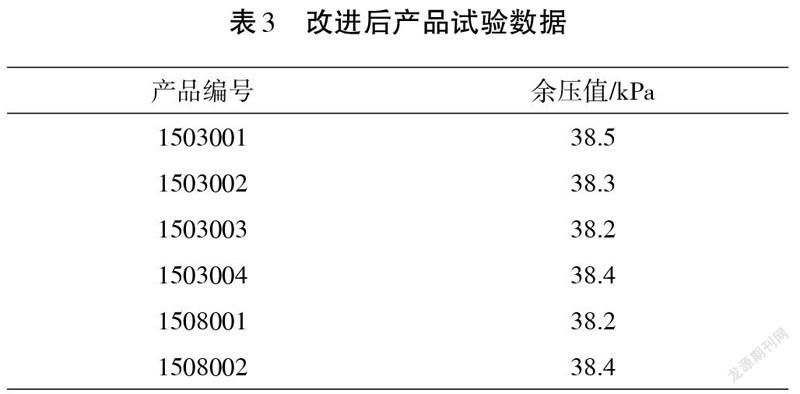
将措施落实后交付17套CYT-60安全活门产品,均未出现座舱余压波动现象,并且多数产品均调试一次合格。抽取数套产品,试验数据如表3所示[4]。以上试验验证可知,改进措施切实有效。
4 结语
目前,该重点型号的地面小流量波动故障已消除。在分析故障原因、排除故障以及对故障研究总结的过程中,研究者积累了诸多经验及方法,对解决其他同类问题具有重大指导意义。
参考文献:
[1]王浚,徐扬禾.飞机座舱空气参数控制[M].北京:国防工业出版社,1980:61-62.
[2]寿荣中,何慧珊.飞行器环境控制[M].北京:北京航空航天大学出版社,2004:110-112.
[3]航空工业部.飞行大气参数:HB 6127—1986[S].北京:中国标准出版社,1986.
[4]国防科学技术工业委员会.飞机环境控制系统通用规范:GJB 1193—1991[S].北京:中国标准出版社,1991.
[5]国防科学技术工业委员会.飞机环境控制系统通用规范:GJB 1193—91[S/OL].(1992-06-01)[2021-07-15]. http://www.doc88.com/p-0344859294648.html.