双氧水装置VOCs治理项目总结
2021-03-26 03:30许亮明
氮肥与合成气 2021年2期
许亮明
(河北正元化工工程设计有限公司, 石家庄 050061)
石家庄柏坡正元化肥有限公司(简称柏坡正元)生产30万t/a尿素联产1套10万t/a双氧水(质量分数为27.5%)装置[1],双氧水装置生产过程包括:氢化工序、氧化工序、萃取净化工序、后处理工序和工作液配置回收工序[2]。其中,工作液重芳烃是挥发性有机物(VOCs)产生的重要原因。2018年以前,双氧水各放空管道及地槽无回收设施,全部为无组织排放,界区异味较大。柏坡正元应环保要求和自身发展需要,2018年8月对该项目进行了立项及设计工作,2018年年底竣工投运,达到了环保监测要求[3]。
1 治理方案设计
1.1 配置工作液回收池
双氧水装置配置工作液回收池隔断有4个水槽(A、B、C、D),散发异味。治理方案为:在工作液回收池顶部全部用不锈钢板全焊接密封,同时增加4个DN500人孔,A、B、C、D槽回收池人孔侧增加DN50不锈钢管抽负压用,在DN80总管上增加1台防爆防腐轴流风机将散发的异味气体送至空压机过滤器前。工作液回收池回收流程见图1。
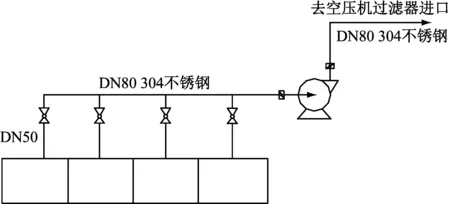
图1 工作液回收池回收流程
将A、B、C、D槽回收池内DN200管道溢流口中心同时降低200~500 mm,以减少挥发量。
1.2 污水池
双氧水事故池北侧小口制作密封门。南侧用DN100玻璃钢管与污水站引出的DN150玻璃钢引风总管连接。
拆除污水站应急池护栏,用水泥板全覆盖东西侧留观察口,(西爬梯口与东观察口)东侧引DN100玻璃钢引风管与DN150玻璃钢引风总管连接。污水站3个污水处理反应池、3个污水处理隔油池用玻璃钢瓦建棚引DN80玻璃钢引风管与DN150玻璃钢引风总管连接。
在污水站南侧新上1台引风机连接DN150玻璃钢引风总管把污水站各污水池和双氧水事故池异味引入双氧水空压站离心空气压缩机过滤器前。具体污水流程见图2。
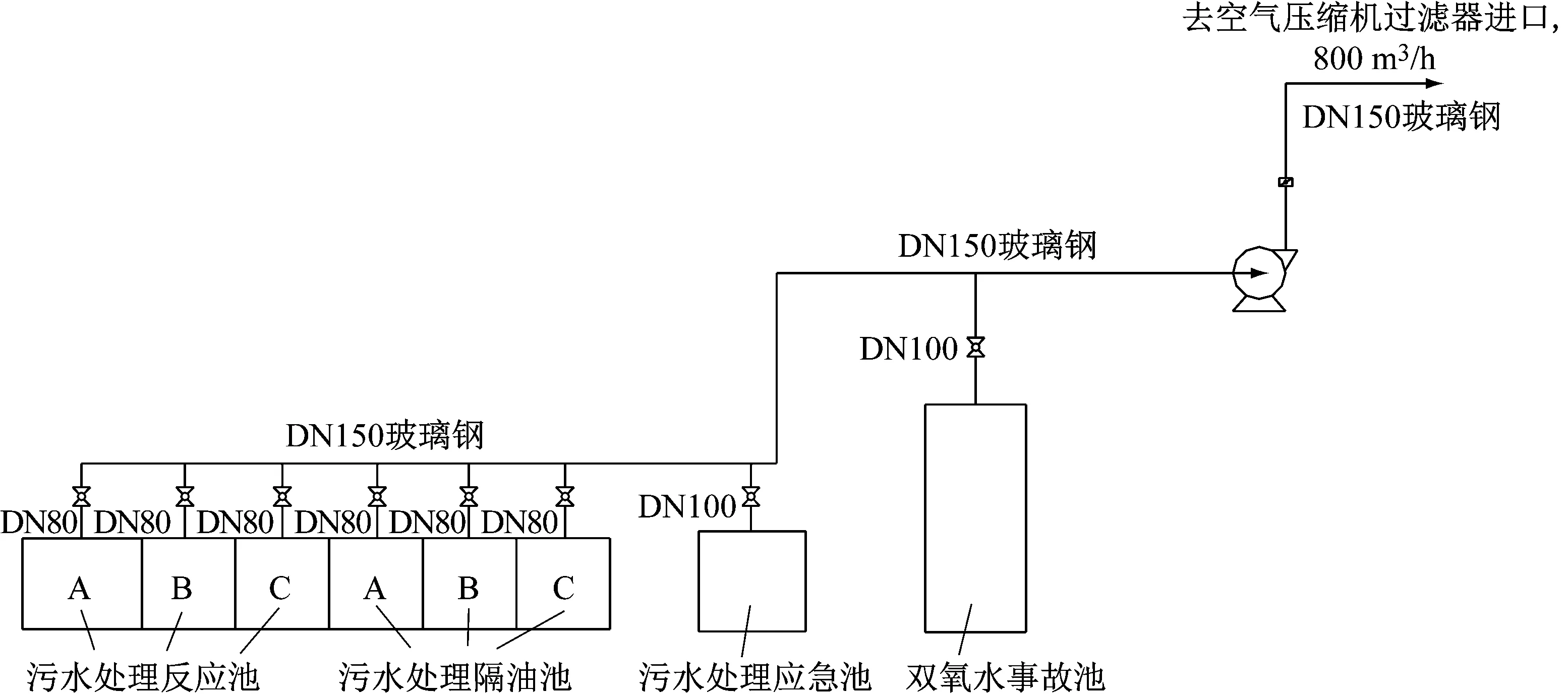
图2 污水流程
1.3 白土床
3个白土床放空管引DN150不锈钢管与碱分离器的放空分离器法兰连接。3个白土床放空正常生产时为微负压,投运初期、更换活性氧化铝球、检修时有工作液气体产生。由于碱分离器出口工作液经过白土床流入再生液槽时碱分离器放空槽形成负压,导致气体进入再生液槽。具体白土床流程见图3。
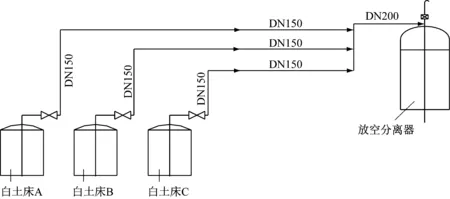
图3 白土床流程
1.4 装置工作液槽
再生液槽、氧化液槽、残液分离器放空气利用增压引风机通过DN150不锈钢管送到吸附机组进口(见图4)。
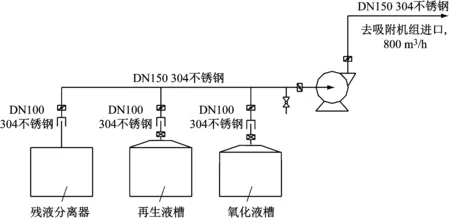
图4 装置工作液槽流程
氢化液槽放空气因含有氢气,治理方案需要有安全设计。
氢化液槽放空单独新上2台活性炭吸附罐(利用旧设备),配套再生蒸汽、冷凝液换热器(利用现有的再生蒸汽冷却器);根据活性炭吸附罐放空VOCs数据确定活性炭再生及更换。
1.5 其他释放点
芳烃槽放空:引DN100不锈钢管到新制作的水封槽进行液封,为防止芳烃槽打料时形成真空,放空管处安装消真空阀(DN50)。
考虑拆除碱性事故槽、酸性事故槽放空管,加盲法兰:柏坡正元萃取计量槽上部、萃取塔的顶部有连通管(DN400)到酸性事故槽的顶部,萃余计量槽与萃取塔顶部设计有放空管(DN300)到放空高位集料;碱性事故槽与再生液槽设计有连通管(DN400)。
吸附机组改造:将回收机组三箱八芯体改为四箱十二芯体,增大活性炭吸附面积。进气气流均匀分布,采用上进气工艺,通过气体分布器把尾气均匀分布至每个吸附芯,实现每个吸附芯的均匀气体分布,大大提高了活性炭纤维的吸附效率。干燥气气流分布均匀,采用上进气工艺,通过气体分布器把干燥气均匀分布至每个吸附芯,实现每个吸附芯的均匀气体分布,大大提高了活性炭纤维的干燥均匀性。所有阀门采用金属硬密封阀门、蝶阀。设备壁厚增加至4 mm的结构也大大增强使用强度,防止设备外形发生变化。主体设备全部采用304材料,滤芯采用316 L材料。气动部分气管使用不锈钢气管连接。活性炭纤维寿命长,尾气均匀分布后每个吸附芯的自然损耗相同。吸附层阻力衰减均匀。因为各个吸附芯都一样,所以不易产生短路现象,才能长时间保障回收率和尾气指标。干燥风分布均匀,干燥效果好,尾气风对每个吸附芯的干燥效果相同,活性炭纤维寿命自然衰减均匀。
2 工期及费用
该项目总投资198万元,具体投资情况见表1。2018年9月该项目开始施工,12月安装完毕,历时3个月。
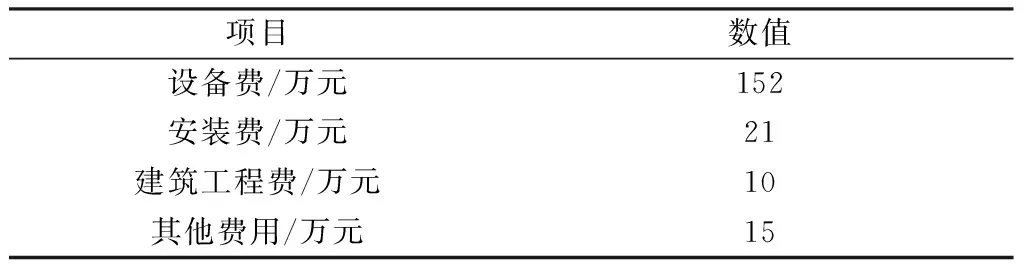
表1 项目投资费用
3 结语
自该装置2018年底运行以来,效果良好,在生产界区闻不到异味。通过环保单位监测数据,VOCs能够满足河北省地方标准DB13/ 2322—2016 《工业企业挥发性有机物排放控制标准》排放限值[4]。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
军民两用技术与产品(2021年2期)2021-04-13
模具制造(2019年10期)2020-01-06
山东化工(2019年8期)2019-02-16
长江丛刊(2018年16期)2018-11-14
制造技术与机床(2017年9期)2017-11-27
环境科技(2016年4期)2016-03-13
中国资源综合利用(2016年6期)2016-01-22
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
电加工与模具(2014年3期)2014-02-24