尿素粒子冷却项目总结
2021-03-26 03:30许亮明
氮肥与合成气 2021年2期
许亮明,刘 然
(河北正元化工工程设计有限公司, 石家庄 050061)
河北正元氢能科技有限公司(简称正元氢能)年产60万t合成氨、80万t尿素项目自2015年开车以来达产达标,达到了预期的产能,取得了良好的经济效益;但是也存在着一些问题,如进尿素散料库的粒子温度偏高,2016年—2018年的7月、8月最高温度超过70 ℃,而且由于厂区所处的地理位置夏季湿度大,散料库粉化、结块现象比较严重,对此,正元氢能委托河北正元化工工程设计有限公司对出造粒塔的尿素粒子进行冷却设计。该冷却项目自2019年夏季投运以来,达到了比较理想的运行效果。
1 工艺设计及流程
尿素产品市场主要用于工业用户,尿素蒸发系统中没有往尿素熔融液中增加甲醛,致使尿素粒子强度差,散料库中尿素粒子温度高达70 ℃以上,粉化吸湿现象严重,影响了产品质量[1-2]。尿素粒子冷却工艺流程见图1。
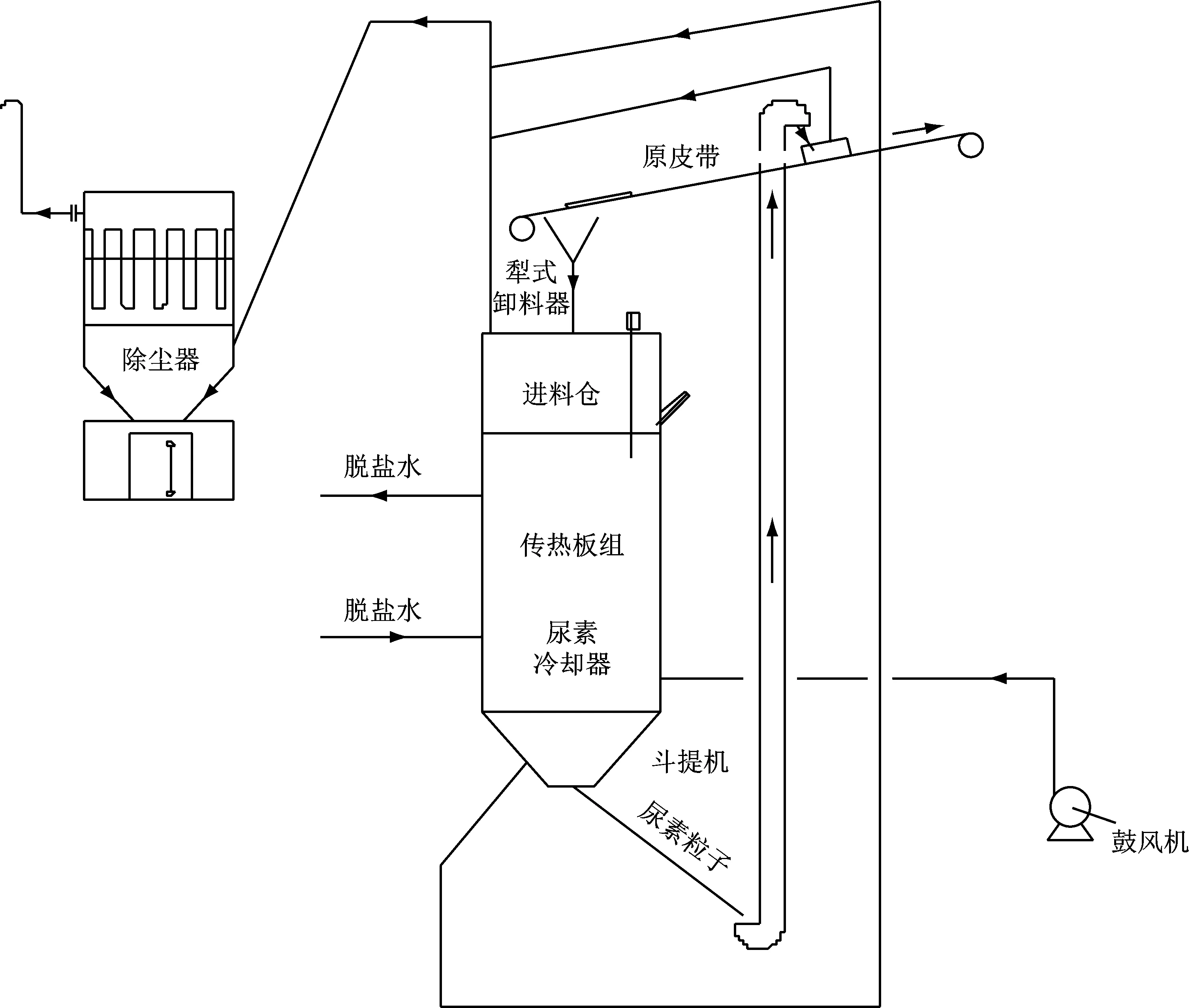
图1 尿素粒子冷却工艺流程
在该冷却项目中,从尿素造粒塔底部出来的尿素粒子进入皮带栈桥,在适当高度、位置设置电动卸料器,进入尿素粒子固体冷却器,经循环水间接冷却后,落入底部的斗提机,斗提机将降温后的尿素粒子再次提升到原设计皮带机上,再经过皮带输送至包装车间。为了防止粒子堵塞,底部装有气动振动器;为了防止粒子结块,冷却器底部通入空气;冷却器顶部、底部装有布袋除尘器[3-4]。
该冷却工艺不改变原皮带输送系统,在春、秋、冬季节仍按原皮带系统流程,在夏季增加犁式卸料器走冷却流程即可,改造流程短、费用低。
该冷却工艺主要设备及参数见表1。

表1 主要设备参数
2 自动控制系统
该尿素粒子冷却系统的控制系统主要分为料位控制、气动振动器控制、出水温度控制及周边逻辑控制。通过进料仓料位与下料器开度联锁实现尿素冷却器料位的自动控制;气动振动器则通过电磁阀控制;出水温度通过脱盐水上水调节阀控制。斗提机与犁式卸料器、尿素冷却器料位与犁式卸料器之间也应通过联锁使斗提机和冷却器的料位保持在一个合理的范围内。
3 改造效果
该尿素粒子冷却系统自2019年5月投运以来,运行良好,没有出现过问题。造粒塔底部尿素冷却器进口温度最高达到75 ℃,经过冷却后尿素温度可低至45 ℃;脱盐水上水温度为25 ℃,回水温度为45 ℃,达到了设计要求。产品质量满足了国标要求。
4 项目投资
该项目总投资约470万元,其中设备购置费350万元,土建费50万元,安装费50万元,其他费用20万元。
5 注意事项
(1) 由于尿素冷却器的材质特点,建议冷却水采用脱盐水,如确需使用循环水冷却时,循环水中氯离子质量分数应控制在300×10-6以内。
(2) 尿素粉尘本身湿度较大,当除尘管道角度较小时,易发生堵塞现象。
(3) 在该项目改造过程中,原尿素输送不需要停车,不改变原皮带输送系统,改造流程短,施工方便;尿素粒子冷却系统切换过程中也不需要停车,不影响正常生产。
6 结语
该项目实施后达到了预期效果,为正元氢能尿素装置夏季高温时的稳定运行和提高产品品质提供了保证。同时,该项目工艺流程短、设备设计合理、布局紧凑、充分利用栈桥下部空间,占地小、投资少,非常适合华北及以南地区的尿素冷却系统改造。
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
磷肥与复肥(2021年3期)2021-12-26
中国化肥信息(2021年5期)2021-07-28
魅力中国(2019年11期)2019-11-04
通信电源技术(2018年3期)2018-06-26
现代制造技术与装备(2018年5期)2018-06-22
石油化工建设(2018年6期)2018-04-22
中小企业管理与科技·中旬刊(2017年5期)2017-06-06
现代工业经济和信息化(2016年22期)2016-08-23
铜业工程(2015年4期)2015-12-29