
定径带长度对花键冷挤压成形质量影响分析
2021-03-19 05:56王培安郭欢欢
西华大学学报(自然科学版) 2021年2期
王培安,郭欢欢
(1.商丘工学院,机械工程学院,河南 商丘 476000;2.兰考三农职业学院数控技术系,河南 兰考 475300)
目前,国内对复杂类的小齿轮件的研究相对较少。吕琳等[1]对小齿轮件加工过程的冷挤压模具进行了设计,理论上表明国内冷挤压技术能够加工复杂的小齿轮件;然而国外哈特贝尔企业采用冷挤压技术已经大批量制造此类零件,表明复杂的小齿轮件能够利用冷挤压技术加工。
冯文杰等[2]以花键轴为对象,研究不同定径带长度对挤压件弯曲变形的影响,认为定径带长度越大,弯曲变形量却越小,并对定径带长度进行了优化;林桂霞[3]以渐开线花键为对象,分析了不同定径带长度对花键成形过程充填不满缺陷的影响,确定了最优定径带长度;钟江涛等[4]以花键过渡套为对象,对其冷挤压成形工艺参数进行了优化分析。李会肖等[5]数值模拟分析了花键成形缺陷,揭示了成形过程中金属的流动规律,发现了缺陷产生的原因。苗景涛等[6]数值模拟分析了花键轴的成形过程,经过优化工艺,消除了一次挤压导致的折叠缺陷。本文对小齿轮件花键成形过程进行数值模拟,研究不同定径带长度下花键成形过程中产生的缺陷,判断缺陷位置,并利用速度场来判断花键是否有径向偏移趋势,利用模拟结果的可视化图和最小间距共同判断花键齿形是否填充饱满,给出了避免产生缺陷的定径带长度。本研究提高了花键的成形质量,减少了模具的试模成本。
1 花键冷挤压成形工艺研究
1.1 研究对象分析
图1 是小齿轮件的二维零件图。本文重点研究花键部分,基本参数为键数N=6,大径D=10 mm,小径d=8 mm,键宽B=2 mm,花键齿面的Ra=0.8µm。
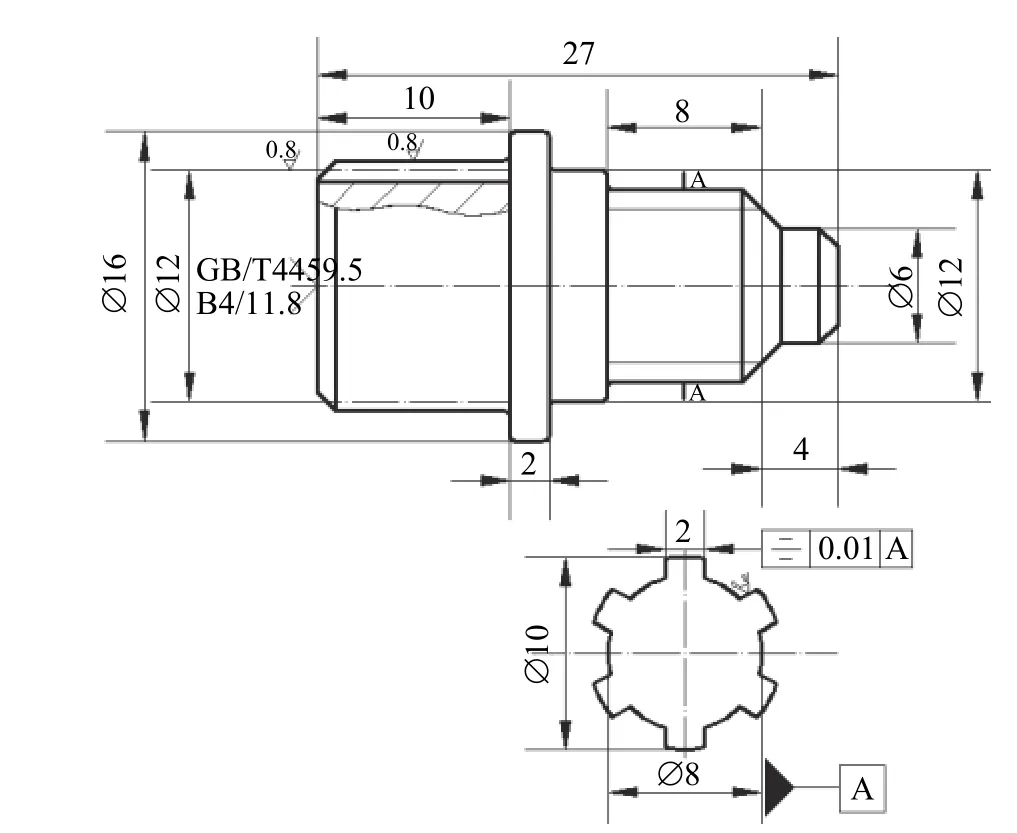
图1 小齿轮件的二维零件图
1.2 小齿轮件冷挤压成形工艺方案的制定
本文采用闭式挤压花键成形工序。花键冷挤压成形工艺过程如图2 所示。
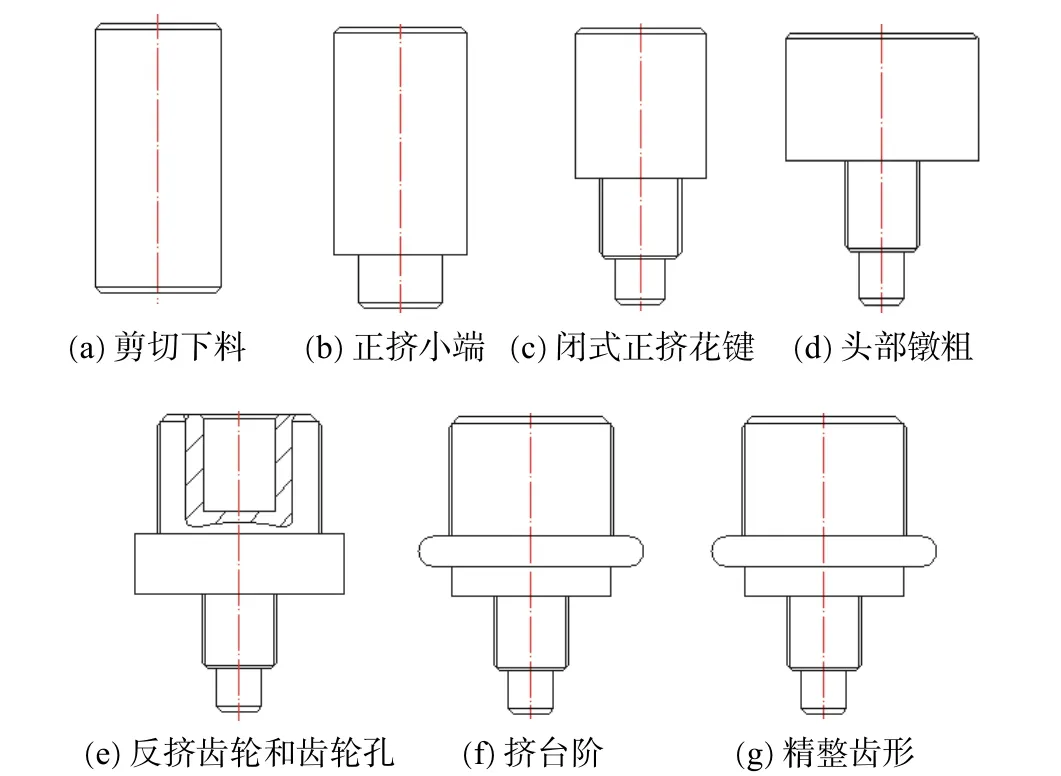
图2 花键冷挤压成形工艺过程示意图
1.3 毛坯形状和尺寸的确定
本章所有公式均来自文献[7 − 10]。毛坯的外径尺寸计算为

式中:d坯为坯料直径,mm;d凹为凹模型腔内径,mm。初步选用毛坯的直径为12 mm。
毛坯体积通过计算可知V0=3056 mm3,毛坯高度H0计算为

式中:V0为坯料体积,mm3;A0为横截面面积,mm2。通过计算,选择毛坯尺寸为Φ12×27 mm。
1.4 球化退火和润滑处理
毛坯的软化热处理属于冷挤压技术中一个重要步骤。为了提高毛坯的冷锻性能,延长模具使用寿命,大部分材料通过对冷挤压前的毛坯进行软化处理,使材料的硬度降低,提高和恢复材料的塑性,以获得良好的冷锻性能,从而满足冷挤压成形工艺的需要。40Cr 材料采用的球化退火工艺曲线如图3所示。
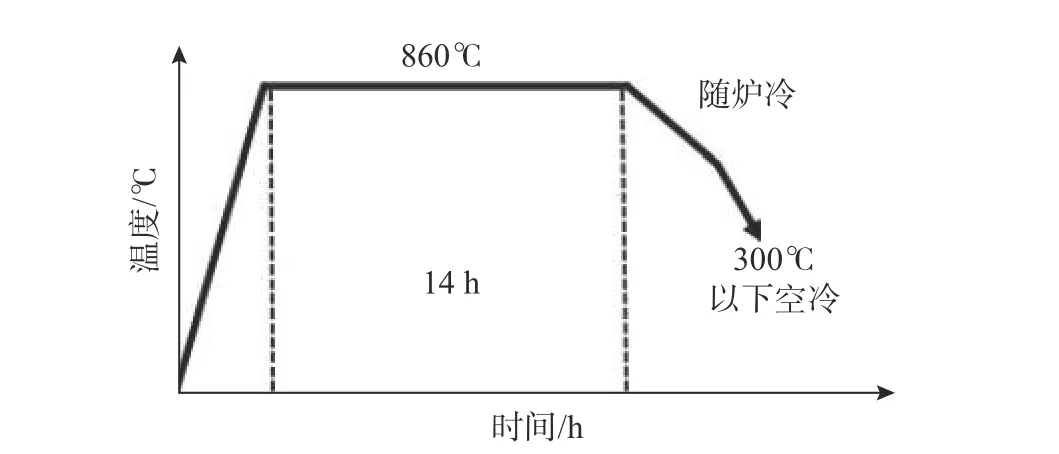
图3 40Cr 软化热处理过程示意图
在冷挤压生产加工过程中,为了保证磷酸盐溶液与毛坯金属直接接触,首先采用机械或化学等表面处理方法对金属材料进行专门的表面处理,消除被挤压毛坯的表面缺陷、油污和氧化层等不利于磷酸盐处理层形成的影响。
毛坯材料选择为40Cr 钢,在冷挤压过程中材料变形抗力大,金属出现缺陷的概率较大,对润滑有非常高的要求;因此,毛坯在挤压前或挤压工序间均使用磷化+皂化润滑处理。
2 花键成形过程中模型的建立及参数设置
2.1 建立花键成形过程中CAE 模型
按照加工小齿轮件花键部分的工艺方案进行数值模拟,通过DEFORM-3D 对花键的坯料(上一工步挤小端半成品)、凸模以及凹模等工作部分进行显示,其余位置在进行模拟的时候均不显示。因为花键部分是轴对称结构,为了减少模拟时间,提高模拟效率[11],在模拟过程中只取坯料的1/6 进行仿真(一个完整的键齿部分)。建立的FEM 模型如图4 所示。
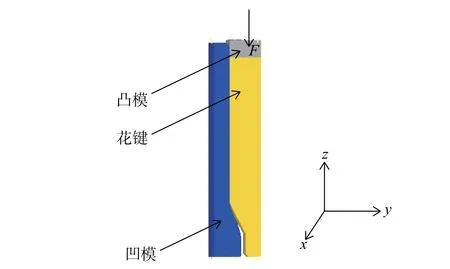
图4 FEM 模型
2.2 设置花键成形过程中工艺参数
在进行花键成形数值模拟分析前,先要确定花键在模拟过程中的部分工艺参数,其他模具结构参数暂不确定,在后续模具结构优化过程中再加以确定。根据大量的理论分析及实践经验暂时确定部分模拟参数值如表1 所示。
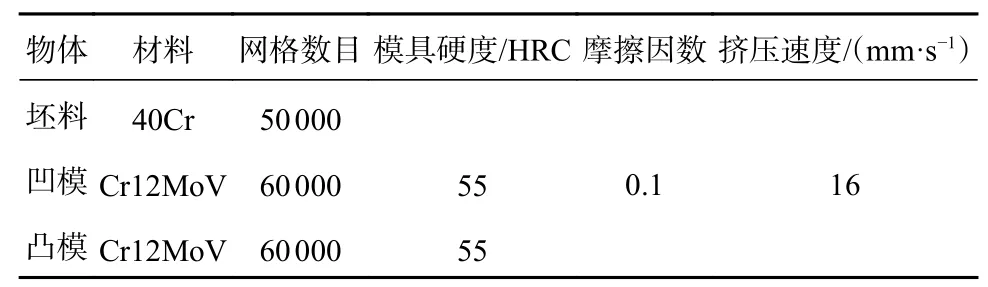
表1 花键模拟的工艺参数
2.3 建立在DEFORM-3D 中材料流动模型
把40Cr 材料参数输入DEFORM 软件中,选择默认流动应力模型。材料流动模型[12]为

3 花键成形过程中凹模定径带长度的优化
本节重点针对花键成形过程中出现的齿形充填不饱满、有径向偏移趋势以及成形载荷较大等问题进行分析。为避免花键成形过程中出现上述问题,对花键结构参数凹模定径带长度进行优化,以保证花键具有较高成形质量,延长模具的使用寿命。
经验分析和实际生产表明,在确保花键能够完全填满型腔,且以成形力最小作为判断依据,定径带的长度按照式(4)[13]进行参考确定。

式中:H为定径带长度,mm;d为花键轴小径直径,mm。
本文选择2、3、4 以及5 mm 作为凹模定径带长度进行数值模拟。表2 为花键成形过程选取的模拟参数值。
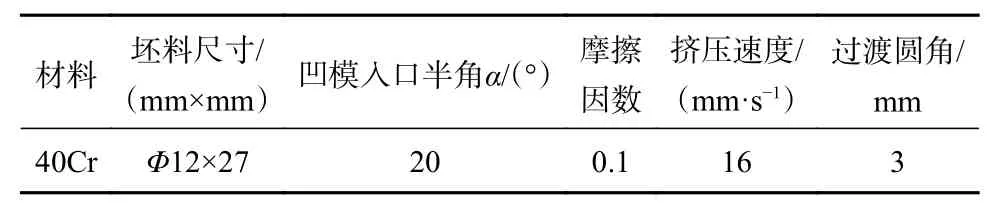
表2 成形过程的模拟参数
3.1 定径带长度对花键成形过程中径向偏移的影响
影响花键成形过程中径向偏移的因素很多,如凹模定径带长度、凹模入口半角,以及凸、凹模具的同轴度等。本节重点研究定径带长度对径向偏移的影响,为定径带长度的优化提供理论依据。
定径带长度是决定花键径向偏移的关键因素之一。一般情况下,定径带长度较长,在塑性变形区,金属材料与定径带接触距离较长,定径带对成形花键的约束距离较长,定径带限制了金属的径向流动,花键成形超出定径带长度后只做向下的刚性平移,从而避免花键发生较大的径向偏移。定径带过长时,摩擦面积变大,使金属材料在流动过程中受到的摩擦阻力也会增加,造成成形力变大等;若定径带长度过小,在塑性变形区,金属材料与定径带接触距离较短,定径带对成形花键的约束距离较短,会造成金属材料流动不均匀,花键成形超出定径带长度后会发生材料径向流动,造成花键出现径向偏移现象:所以,需要综合考虑。定径带长度设计不合理,则会使花键超出定径带长度的位置发生径向偏移,如果金属径向偏移到一定程度时就会出现工艺缺陷。
对锻件在不同定径带长度情况下挤压过程中的速度场进行了模拟,截取了挤压结束时的径向(Y)速度场等值线云图,如图5 所示。是否有偏移趋势的判断依据为:在超出定径带位置没有径向速度场等值线数值,说明无偏移趋势;在超出定径带位置有径向速度场等值线数值,说明存在偏移趋势。由图5(a)可知,定径带长度为2 mm 时,超出定径带长度位置的花键出现径向流动速度,速度值在0.107 mm/s 左右,存在径向偏移的趋势,说明定径带长度短,造成约束距离短,金属流动不均匀,出现偏移趋势。由图5(b)—(d)可知,定径带长度为3、4、5 mm 时,超出定径带长度位置的花键无径向流动速度,不存在径向偏移趋势,且花键保持较好的直线度,说明定径带长度越长,对花键约束距离就会越大,防止花键超出定径带后出现径向偏移趋势。凹模定径带长度存在一定的误差时,定径带长度比较长的位置的金属流动速度比短位置流动慢,坯料受内部附加应力牵制,会出现偏移趋势,如图6 所示。
综上所述:定径带长度为2 mm 时,花键存在径向偏移趋势,实际生产上不建议使用;定径带长度为3、4、5 mm 时,金属材料未发生径向偏移。为预防径向偏移缺陷的产生,建议选用长度为3、4、5 mm 的定径带进行实际生产加工,但也需要重点注意定径带出口处的径向流动速度。
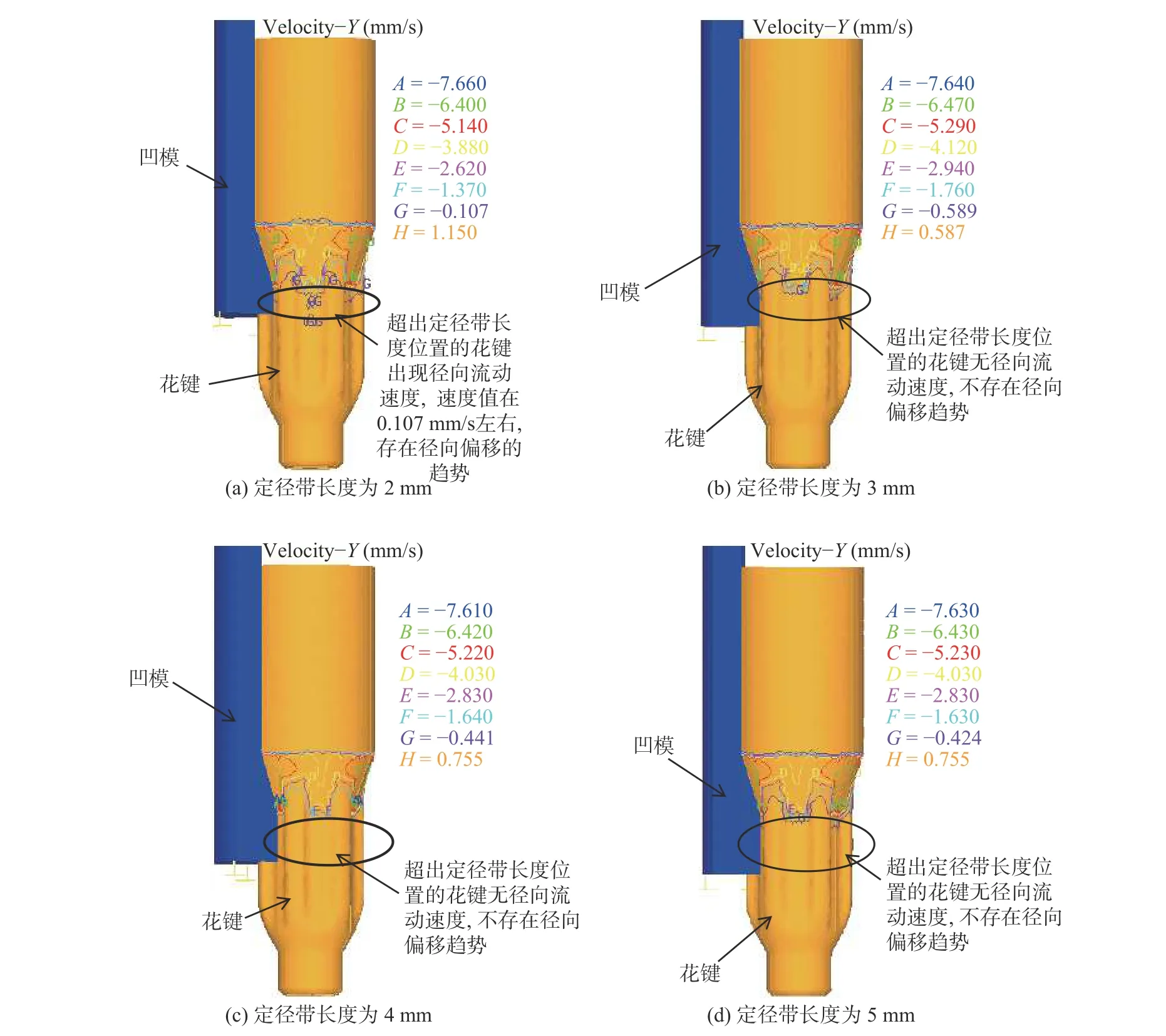
图5 挤压结束时径向(Y)速度场等值线云图
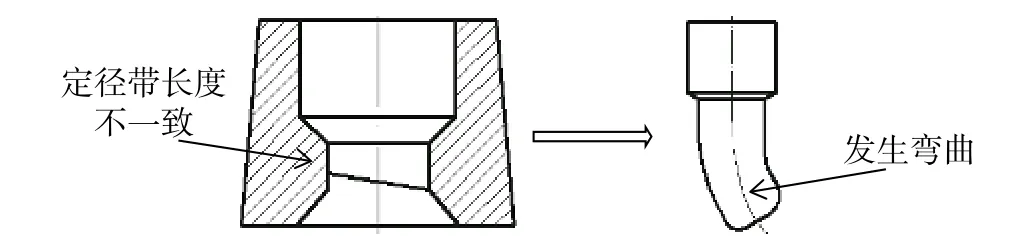
图6 花键头部偏移示意图
3.2 定径带长度对花键齿形成形效果的影响
定径带是成形花键和校正花键齿形的关键位置,对花键齿形的成形质量有着至关重要的作用。花键成形效果示意图如图7所示。图7(a)为花键理想的成形效果图;图7(b)为花键在实际加工过程中的成形效果,花键充形不饱满,成形效果较差。如果定径带选择不合理,则会出现图7(b)的情况。本文采用数值模拟的办法利用不同定径带长度对挤压后花键成形效果进行对比分析,来获得最佳的定径带长度及花键较好的成形效果。
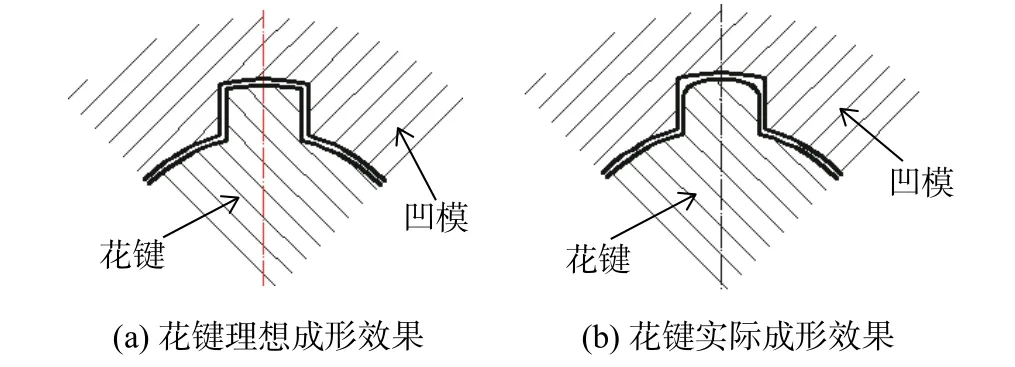
图7 花键的成形效果示意图
判断成形效果的依据为坯料与凹模之间空隙越小,成形效果越好。利用DEFORM 软件将表2中的参数及不同定径带长度分别在前处理中设置并进行数值模拟,在后处理中查看挤压结束时花键模拟结果可视化图,如图8 所示。由图8(a)可以看出,以定径带长度为2 mm 进行模拟的齿顶圆角位置充形不饱满,花键大径与凹模小径存在间隙,说明与齿槽的贴合度不够,这是由于坯料与定径带接触距离过短,导致花键还未完全成形,就超出定径带位置,定径带的长度不符合花键成形长度。由图8(b)—(d)可知,定径带长度为3、4、5 mm 时,金属材料的充填过程比较顺利,成形后的整个齿形位置都比较饱满平滑,齿顶和齿根圆角位置充填饱满,齿形无凹陷,齿根圆角和齿侧过渡位置光滑,这说明定径带的长度符合使金属材料成形为花键的长度,在一定范围内,定径带长度越长,齿形越饱满。
综上所述:定径带长度为2 mm 时成形效果差,充填不饱满,生产上不建议使用;为了保证花键较好的成形效果,建议选用长度为3、4、5 mm 的定径带进行实际生产加工,但齿顶和齿顶圆角位置容易填充不满,实际生产加工时需要重点注意。
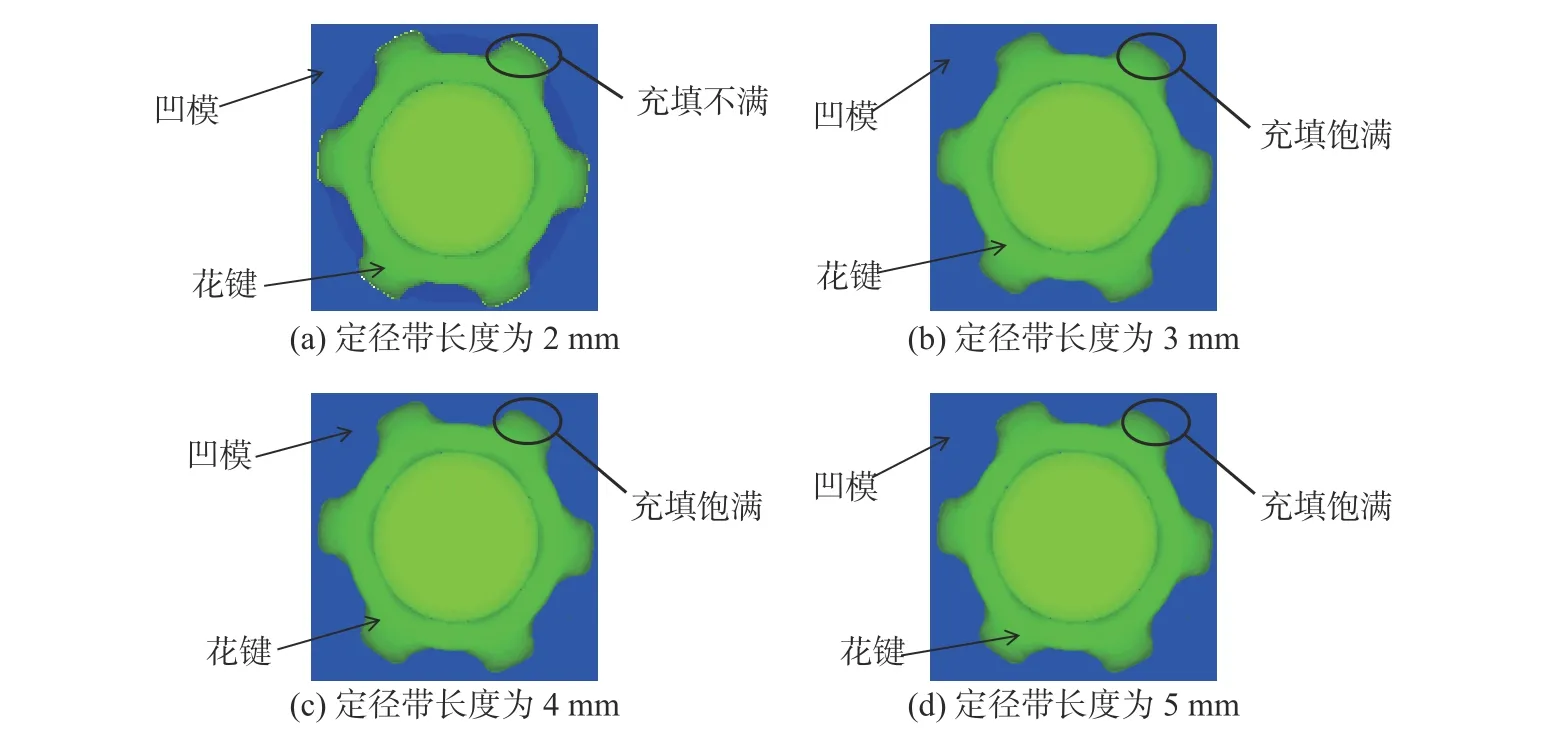
图8 挤压结束时花键模拟结果可视化图
3.3 花键齿形与凹模定径带接触位置的填充效果分析
最小间距是指挤压件表面与凹模表面的最小距离,其值越小表示毛坯填充效果越好;反之,成形效果越差。由3.2 节定径带长度对花键齿形成形效果的影响,只能判断俯视情况下花键齿形的成形效果,并不能判断出在挤压时凹模定径带位置塑性变形区的花键齿形的具体成形情况,有可能仅仅是成形效果图符合要求,无缺陷,但不一定符合花键尺寸高精度的要求;因此,需测出具体数值。最小间距只能测出定径带范围内的花键齿形与凹模的贴合度,仅仅依靠最小间距也不能确保花键齿形的成形效果。在挤压结束后,刚刚进入定径带的金属材料还未完全填充满,在测量最小间距时会出现较大距离,因此,为了确保花键的成形效果,须比较分析挤压结束时花键模拟结果可视化图和最小间距的共同结果。
利用DEFORM 软件将表2 中的参数在前处理中设置并进行数值模拟,在后处理中查看挤压结束时成形花键与凹模最小间距等值线云图,如图9 所示。在挤压结束时,当定径带长度为2 mm 时,凹模定径带与花键齿形最小间距接近于0.0571~0.114 mm,存在较大间隙,花键齿形与齿槽贴合度不好,填充效果不理想,即存在充不满的现象;当定径带长度为3 mm时,花键齿形与凹模定径带的最小间距均接近于0.000~0.0286 mm,表明坯料填充效果好,花键齿形与齿槽贴合度好,即可以认为挤压结束后,定径带位置不存在充不满缺陷;当定径带长度为4、5 mm 时,花键齿形与凹模定径带的最小间距均接近于0.0286~0.0571 mm,坯料填充效果不是特别理想,在公差范围内,基本不算缺陷产生,基本符合实际生产加工要求,但间距比3 mm 时的大一些:故选3 mm 较好。
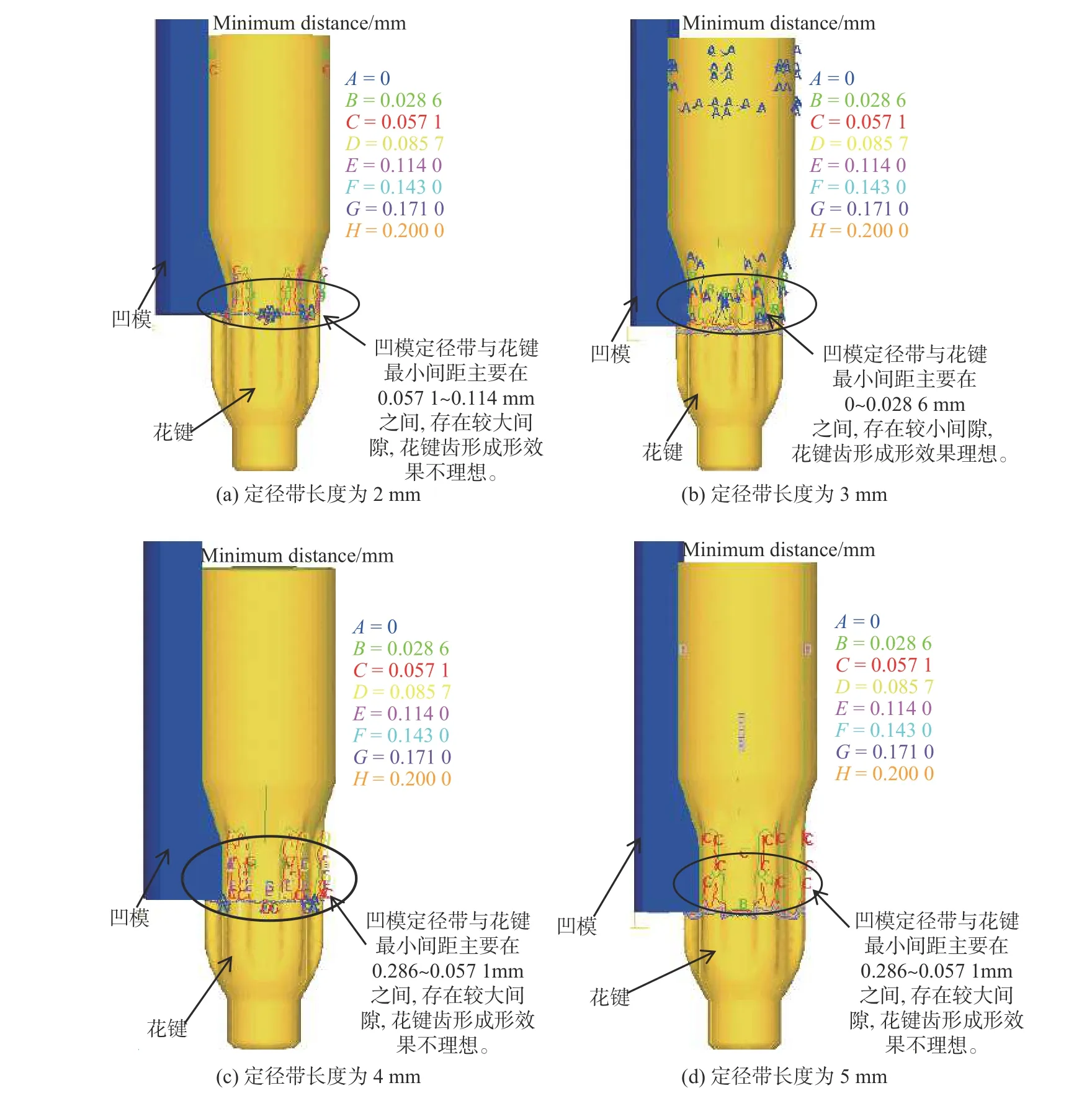
图9 挤压结束时成形花键与凹模最小间距等值线云图
综上所述:若采用单一指标最小间距来判断填充的效果,不建议选用长度为2 mm 的定径带进行实际生产加工;为了保证花键齿形与定径带位置有较好的填充效果,建议选用长度为3 mm 的定径带进行实际生产加工。
3.4 定径带长度对花键成形过程中成形载荷的影响
在花键的挤压过程中,虽然在一定范围内定径带长度越长,可保证花键的成形效果,但如果定径带长度过长,毛坯与凹模定径带长度的接触面积就会变得更大,摩擦阻力会随之增加,克服摩擦所需的下压力就更大,造成成形载荷过大,会降低模具的使用寿命,导致模具开裂或挤压设备的损坏。本节模拟分析不同定径带长度对冷挤压花键成形载荷的影响,从而优化定径带长度,降低成形载荷。本文选取21 t 压力机。
利用DEFORM 软件进行数值模拟,在后处理中查看载荷-行程图,如图10 所示。定径带长度为2、3、4、5 mm 的载荷-行程曲线的变化规律几乎相同;凸模与坯料开始接触之后,坯料开始发生塑性变形,成形载荷急剧增加;随着挤压的继续进行,凸模受的反抗力也急剧增大,成形载荷也随之不断增大;凸模继续向下运动,坯料开始进入到凹模定径带区域,当花键前端基本成形时,材料的最大变形程度基本上不再发生变化,只改变坯料的高度,凸模继续下压,花键就开始进入到稳定变形区,成形载荷也基本上没有较大波动,也随之稳定。不同的定径带对最大成形载荷影响不一样,定径带长度为2、3、4、5 mm 的成形载荷最大值分别为2.25×104、1.97×104、2.25×104和3.48×104N。由于花键在数值模拟成形过程中采用坯料的1/6,故凸模所受到的最大载荷力须乘以6,分别为13.5、11.82、13.5 和20.88 t,均小于压力机所选取的21 t。定径带长度为5 mm 时,最大载荷力接近压力机吨位,挤压设备损坏的可能性较大。
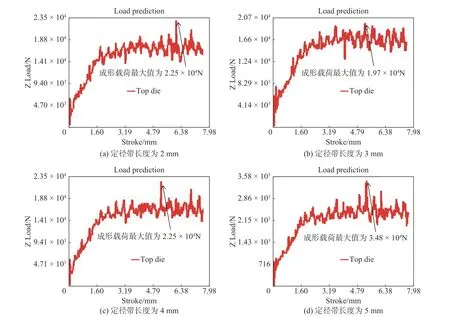
图10 载荷-行程图
为了更加直观地看不同定径带长度与最大成形载荷的关系,利用所得数据绘制成折线图,如图11 所示。定径带长度为2、4 和5 时最大成形载荷值分别比定径带长度为3 mm 时的最大成形载荷增大了14.2%、14.2%和75.1%,故定径带长度为3 mm 时成形载荷最小,增加定径带长度或减小定径带长度都会造成成形载荷变大。通过分析可知,在定径带长度为2 mm 时,可能造成金属流动不均匀,出现较大的附加拉应力,提高了材料变形抗力,故造成成形载荷增大。定径带长度为4、5 mm 时,定径带长度增加,增大了坯料与凹模的摩擦面积,从而增大材料流动的摩擦阻力,故所需成形力变大。由于成形载荷越大,模具的使用寿命会降低,故成形载荷值越小越好。
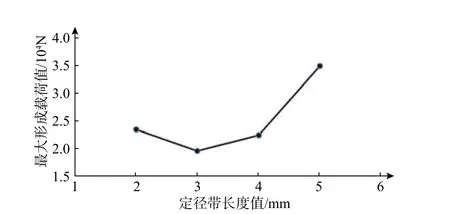
图11 不同定径带长度对最大成形载荷的影响
综上所述,若从单一指标降低成形载荷来看,当定径带长度为3 mm 时,成形载荷最小,模具的使用寿命最高,故建议选用长度为3 mm 定径带进行实际生产加工。
表3 示出不同定径带长度对花键成形质量的影响。以最终花键的成形质量作为选取最优定径带长度的依据,在保证成形质量的前提下选取较小定径带长度,可以减少制造成本。由表3 可知,长度为3 mm 的定径带时成形质量最优,故建议选用长度为3 mm的定径带进行实际生产加工,也可根据实际生产水平以及现有设备的状况等进行合理选择。

表3 不同定径带长度对花键成形质量影响
4 总结
1)基于DEFORM-3D 软件,利用不同定径带长度对花键成形过程有偏移与充不满缺陷的影响,获得最优定径带长度。
2)利用速度场来判断花键成形过程是否有径向偏移趋势。结果表明,定径带为2 mm 时,存在径向偏移趋势,定径带长度为3、4 和5 mm 时,未出现径向偏移趋势。
3)利用观察法和最小间距共同判断花键齿形是否填充饱满。结果表明,定径带为2 mm 时,齿形充填不饱满,定径带长度为3、4 和5 时,齿形充填饱满。
4)对花键成形过程中成形载荷进行分析。结果表明,定径带长度为5 mm 时,最大成形载荷接近压力机吨位,定径带长度为2、3 和4 时,最大成形载荷远远小于压力机吨位。
5)从数值模拟结果来看,3 mm 的定径带长度成形质量较好。在实际生产中一定存在一个最优的定径带长度,但以现在的数值模拟水平并不一定能找出来。本文数值模拟最大的优点就是为实际生产加工缩小可行性范围,使最优值在可行性范围内,从而缩小试验范围。对不同定径带长度下花键成形过程中产生的缺陷及出现缺陷位置进行判断,可提高花键的成形质量,减小模具的试模成本,对花键及其复杂类件的实际生产加工有指导意义。定径带长度的具体选取可进一步根据实际试验获得。
猜你喜欢
科学技术与工程(2022年25期)2022-10-12
防爆电机(2022年4期)2022-08-17
成都信息工程大学学报(2022年3期)2022-07-21
轴承(2022年5期)2022-06-08
模具制造(2022年1期)2022-02-23
航空发动机(2021年1期)2021-05-22
科学与财富(2021年34期)2021-05-10
兵工学报(2021年12期)2021-03-05
信息技术时代·下旬刊(2020年5期)2020-09-10
文化交流(2019年3期)2019-03-18
