
汽车散热风扇注塑成形试验分析与优化
2021-03-19 05:56陈卜宁吴淑芳苗润忠
西华大学学报(自然科学版) 2021年2期
陈卜宁,吴淑芳*,苗润忠
(1.长春理工大学机电工程学院,吉林 长春 130022;2.长春理工大学生命科学技术学院,吉林 长春 130022)
塑料材质的散热风扇质量较轻,不易生锈,运行噪音低,越来越多地被应用在汽车上。由于风扇工作时高速旋转,如果注塑生产的风扇变形过大将会影响其正常工作,因此需要进一步提高注塑成形工艺,减少风扇的翘曲变形,使其具有较高的结构强度和较好的表面质量。
王建康等[1]通过数值模拟研究电风扇开关按钮热流道叠层模,对热流道普通模、叠层模的流动填充过程进行模拟,从充模时间、最大锁模力、剪切速率、冷却时间进行比较,最终采用热流道双层叠模方案,降低了注塑成本,提高了生产效率。李锐传[2]研究发动机散热风扇罩注塑成形工艺优化设计,以散热风扇罩为研究对象,分析注塑成形出现的翘曲变形、成形周期过长等问题,对注塑工艺参数和模具结构进行优化,改善模具浇注系统。胡邓平等[3]基于MoldFlow 分析薄壁风扇叶注射工艺及流道设计,针对薄壁风扇叶片在注射成形过程中容易产生熔接痕和气穴等问题,采用对称3 点测浇口熔体的流动方案,对流道结构进行优化,将熔接痕和气穴减到最小值,为风扇叶片的模具制造和生产工艺提供了参考。
本文结合散热风扇实际注塑成形的生产要求,通过ANSYS 对散热风扇进行载荷分析,得到应力分布图和形变分布图,然后利用Moldflow 软件对风扇进行模流分析,使用DOE 单变量试验法,分析注射时间对零件各质量标准的影响,生成2D 响应图,寻找最优注射时间,再使用正交试验分析风扇翘曲变形和体积收缩率的影响因素,寻找最优的参数组合,对注塑成形工艺进行优化。
1 散热风扇的结构特性及材料分析
汽车散热风扇尺寸参数:内径80 mm,外径250 mm,高度50 mm,扇叶厚度约3 mm。叶片表面由样条曲面构成,整个叶片呈光滑圆弧状,风扇中间有用于安装的卡槽结构。利用Catia 软件制作三维模型,在CAD doctor 中进行简化和修复,将修复好的模型导入Moldflow 软件中,然后采用3D 网格划分,如图1 所示。
图1 散热风扇网格图
散热风扇选用材料为聚对苯二甲酸丁二醇酯(PBT),具有机械强度高、热塑性好、易加工等特点。材料易吸收水分,使用前进行干燥处理,选择材料的加工参数如表1 所示。在风扇的几何中心位置选用直浇口浇注,选用一模两腔对称结构,选择分析序列为:填充+保压+翘曲分析,并分离出翘曲原因。冷却回路按系统默认参数,其他工艺条件选择系统默认工艺参数[4]。
表1 材料加工参数
2 利用ANSYS 分析风扇受力情况
根据散热风扇的结构设计,利用Ansys 软件对散热风扇进行应力分析,主要研究对象为扇叶,因此将受力点设在扇叶的上表面,分析具体的受力状况、载荷分布和变形情况。
先在ANSYS 的Import 中设置材料属性,重新输入材料Polyamide,设定密度1.25 g/cm3,弹性模量2 600 MPa,泊松比0.4,剪切模量929 MPa 等参数[5]。图2 为网格划分和载荷分布情况。风扇运转时受到风的阻力主要作用在扇叶上表面。模拟约束如下:如图2(b)所示,图中A表示中间轴受固定约束,B表示扇叶的上表面曲面处受压力F作用(模拟风的阻力),C表示扇叶背面受无摩擦约束(在扇叶背面,图中无显示)。通过扇叶的应力、形变的分布情况,模拟散热风扇在汽车上工作时的受力情况。
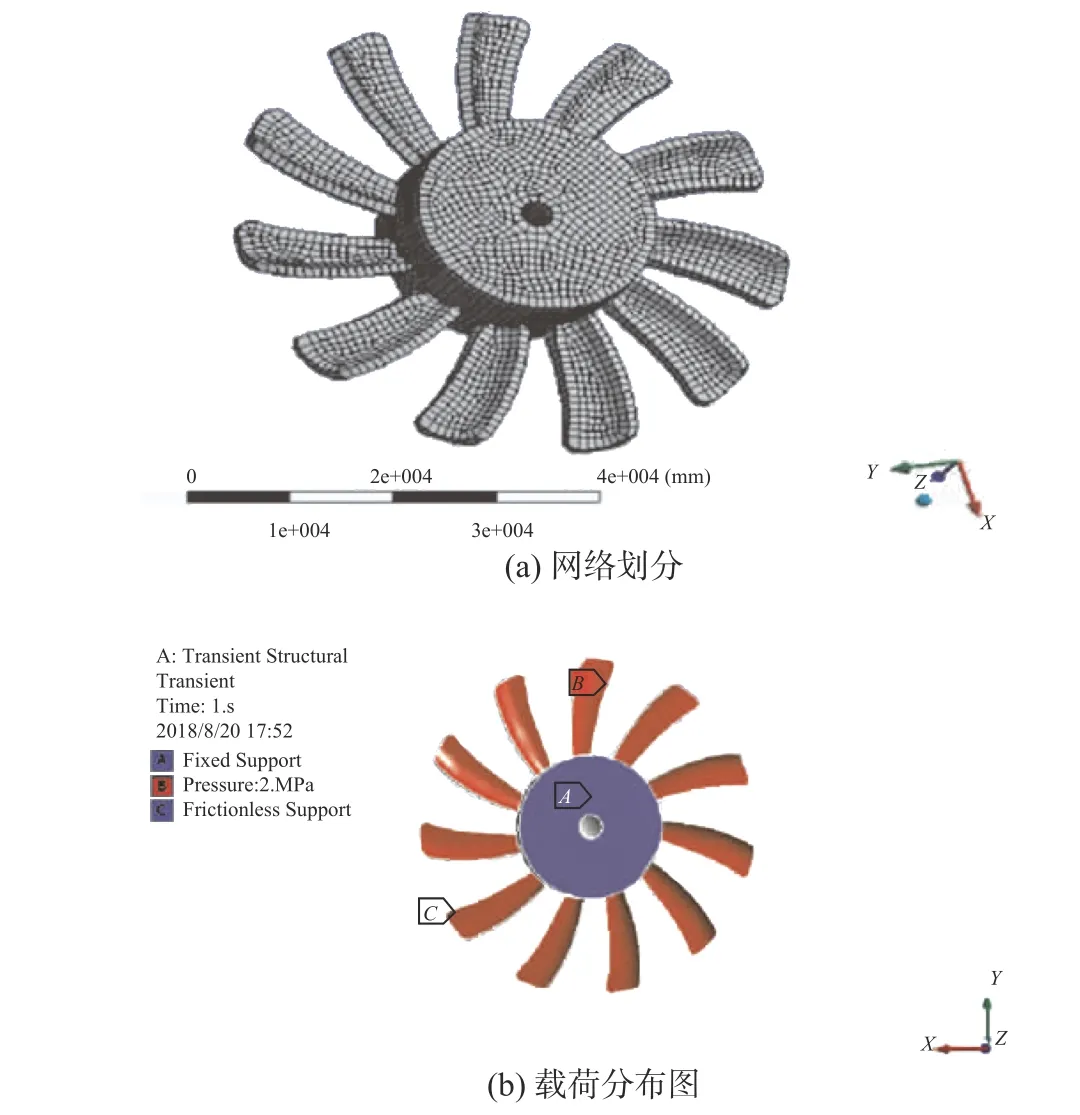
图2 散热风扇网格划分及载荷分布图
散热风扇的等效应力和总变形分布情况如图3所示。根据扇叶背面应力、应变的分布情况,可以得出风扇最大变形区域是扇叶的中间靠上位置处,即图中红色区域,而且此位置受到的等效应力也最大。经过实际调查,散热风扇此位置在工作时受到空气阻力的冲击较大,属于应力较集中的位置,因此在注塑生产中,应减少此位置的熔接痕、气穴等问题,提高该位置的注塑质量。
3 风扇模流分析
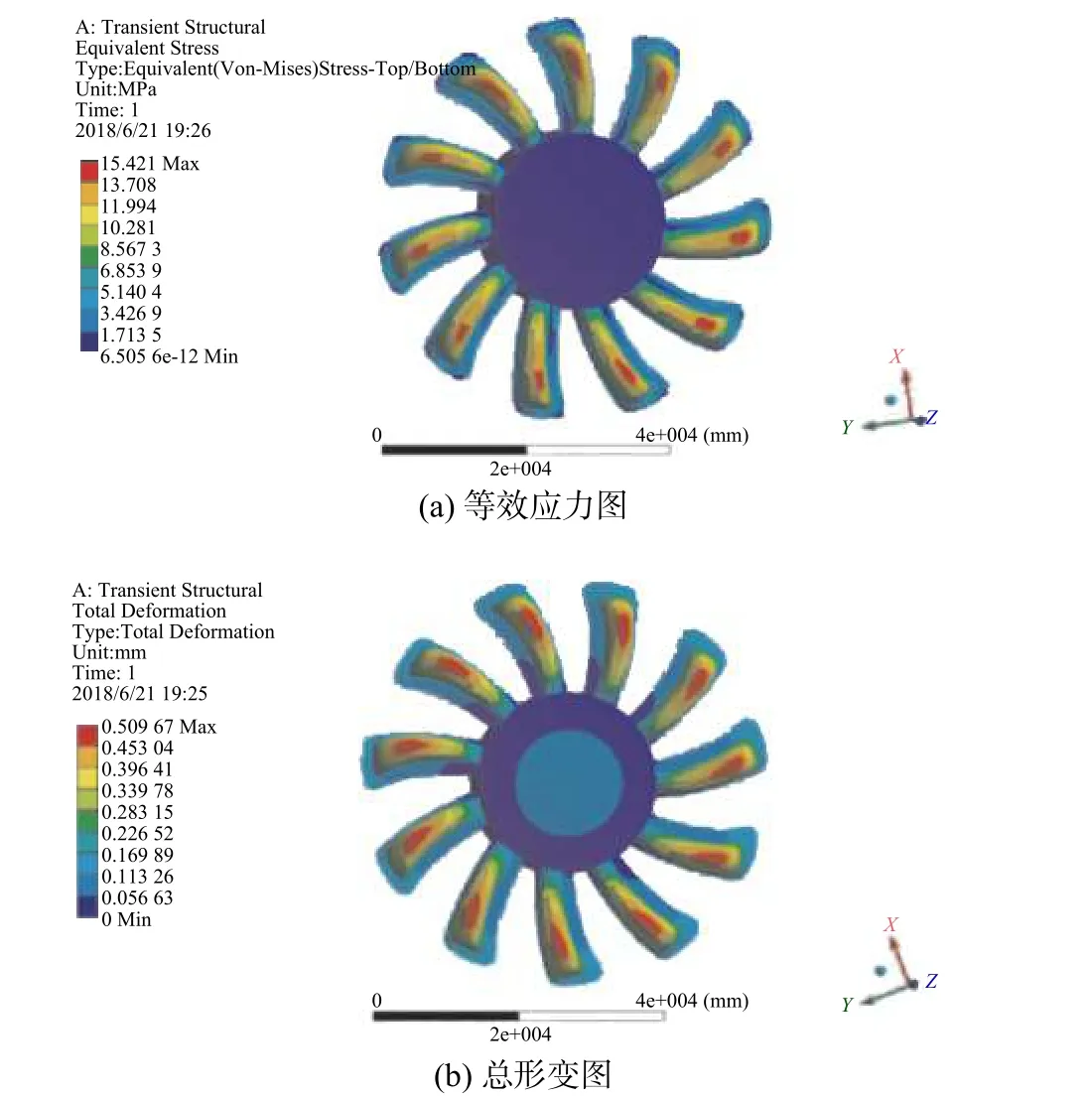
图3 散热风扇等效应力图及总形变图
风扇的尺寸较大,为寻找最合适的浇注条件,使用DOE 单变量试验法,分析注射时间对零件各质量标准的影响,生成2D 响应图,寻找最优注射时间。如图4 所示,注射时间在0.1 s 时,图4(a)的体积收缩率最小,约为3.5%,图4(b)的零件质量最好。当注射时间为0.11 s 时,图4(c)冷却时间最小,约为26.18 s。注射压力随注射时间的增加而逐渐降低,如图4(d)所示。因此,0.1 s 是较合理的注射时间。
下面研究注射时间为0.1 s 时风扇的变形情况。翘曲变形是由于材料的内应力不同而导致其收缩率不一致,使塑件形状偏离模具型腔的形状,是注塑成形中主要缺陷之一[6]。从图5 可知,图5(a)总的翘曲变化最小值为0.098 mm,图5(b)在X方向最小变形量0.115 mm,图5(c)在Y方向最小变形量0.114 mm,而图5(d)在Z方向最大变形量0.095 mm,与前3 项不同,因此需要分析其他因素对翘曲变形的影响,寻找最优参数。
在DOE 单变量试验法中,分析得出0.1 s 是最优的注射时间,然后具体模拟出风扇在0.1 s 时的填充时间、流动前沿温度、体积收缩率、总变形等数值[7]。
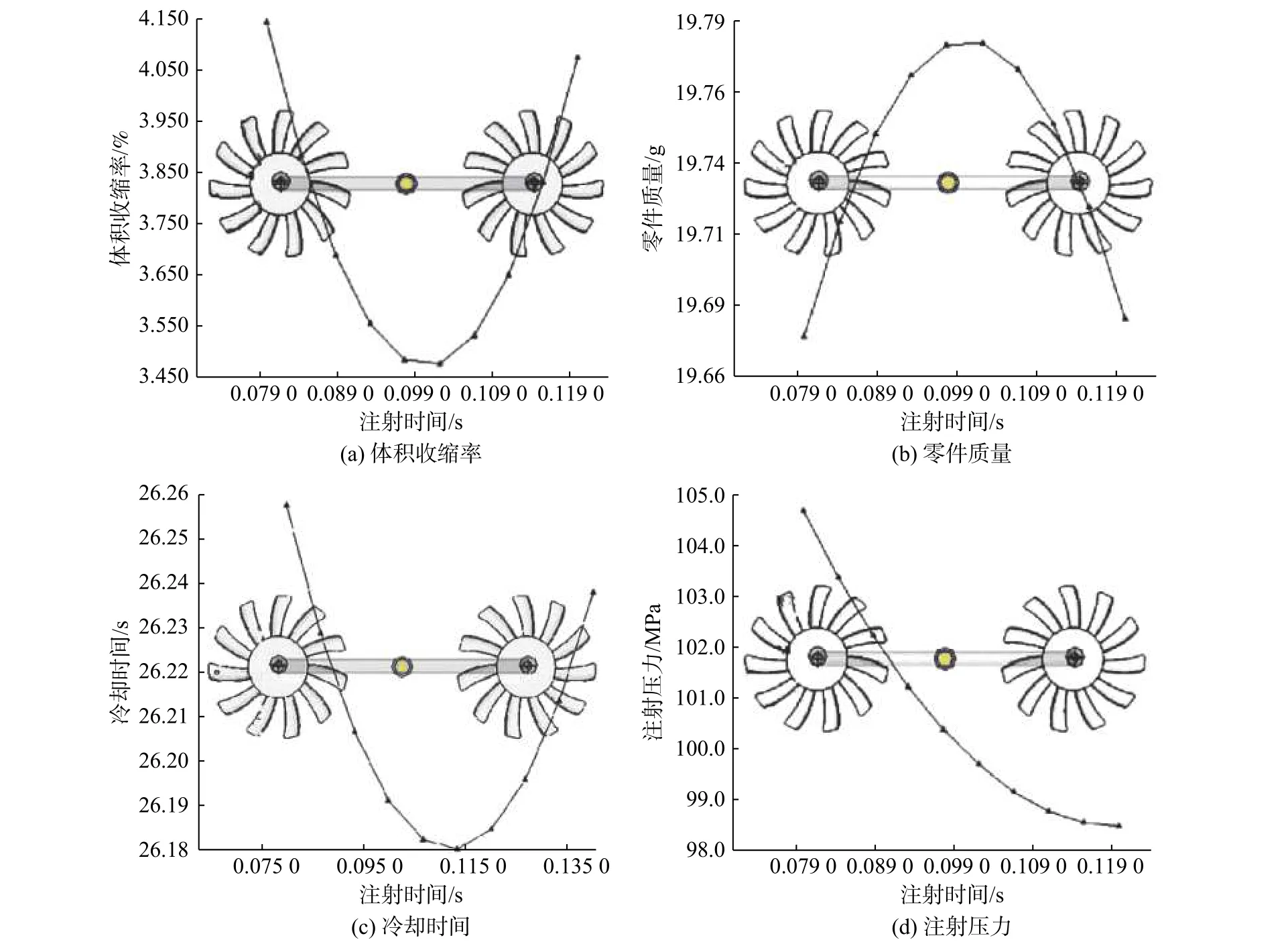
图4 注射时间对各质量标准的影响
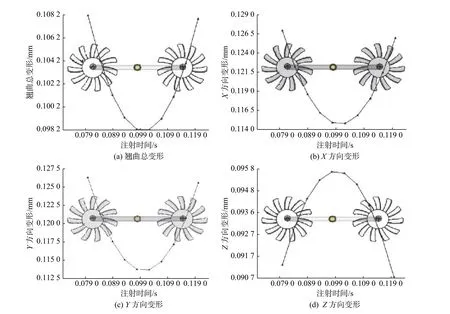
图5 翘曲变形分析
填充结果如图6(a)所示,填充所用时间为0.106 5 s 左右,填充流动比较平衡,等值线分布得比较均匀,没有出现短射的现象。图6(b)为流动前沿温度示意图,温度在249.6~255.1 ℃之间,分布大致均匀,模型的最大温差6 ℃,符合最大温差小于20 ℃ 的注塑要求,不会引起翘曲变形。体积收缩率会造成制件翘曲、缩痕以及关键尺寸变小和制件内部空洞等缺陷,会影响最终的成形尺寸和形状。图6(c)为体积收缩分布图,收缩率基本为2.98%,收缩率整体分布均匀,成形质量较好。如图6(d)所示,总的变形为0.501 1 mm,翘曲变形较大,需进行优化,找到最优的注塑工艺参数。

图6 散热风扇流动分析
4 正交试验设计
正交试验是利用正交表科学的分析和计算多因素试验的方法。本文采用三水平四因素正交表,试验指标是翘曲变形量Q和体积收缩率T。经过相关调查确定影响因素为:熔体温度A、模具温度B、保压时间C 和保压压力D,如表2 所示,试验方案及结果如表3 所示[8− 10]。
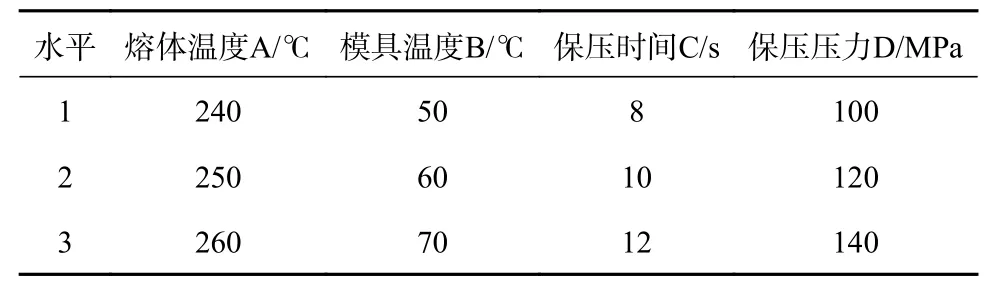
表2 因素水平表
对9 组试验进行极差分析,通过极差分析能够简单直观地看出试验因素A、B、C、D 对试验指标的影响程度。计算处理得到的极差结果如表4 和表5 所示。
由表4 极差分析可得出,R 值代表着因素水平对翘曲变形量Q影响的程度,数值越大代表影响的程度越大。因此影响程度从大到小依次为:保压压力D > 模具温度B > 保压时间C=熔体温度A。得到的最优工艺参数组合为A1B3C3D3,即熔体温度为240 ℃,模具温度为70 ℃,保压时间为12 s,保压压力为140 MPa。
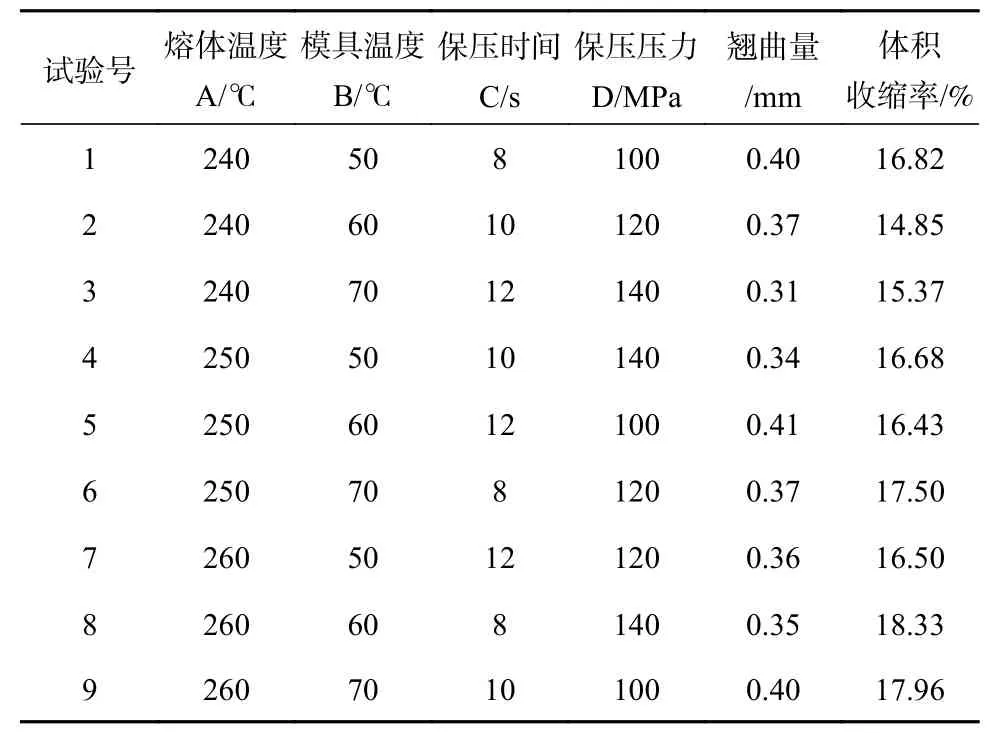
表3 试验方案及结果
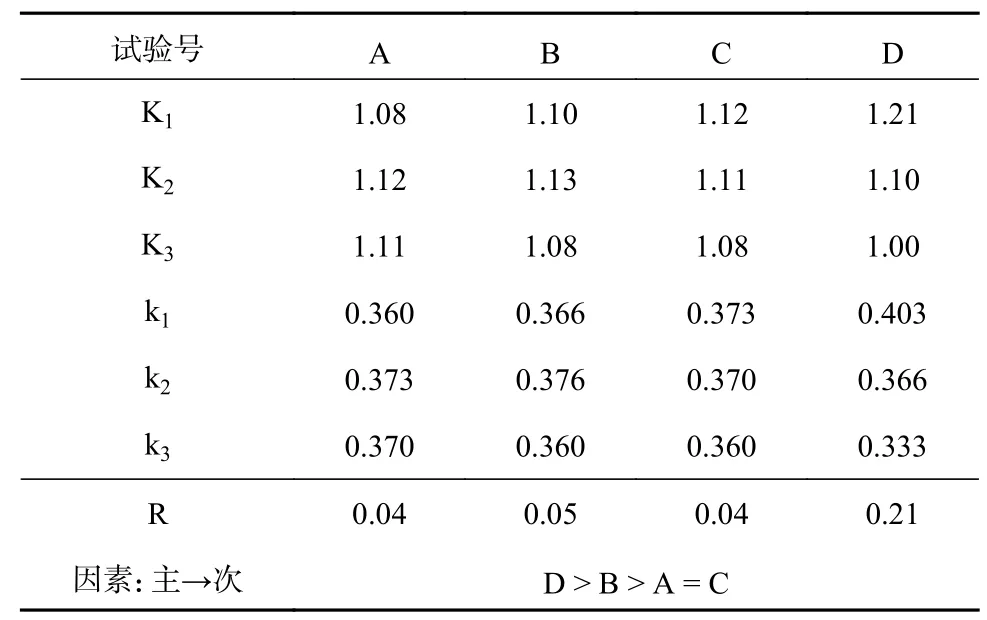
表4 翘曲变形极差分析
由表5 极差分析可得出,Z 值代表着因素水平对体积收缩率T影响的程度,从大到小依次为:熔体温度A > 保压时间C > 保压压力D > 模具温度B。得到的最优工艺参数组合为A1B2C3D2,即熔体温度为240 ℃,模具温度为60 ℃,保压时间为12 s,保压压力为120 MPa。经过上述分析,用Moldflow软件对最优参数组合进行分析,所得的分析结果如图7 所示,分析得到最小翘曲量为0.291 1 mm,最小体积收缩率11.94%。
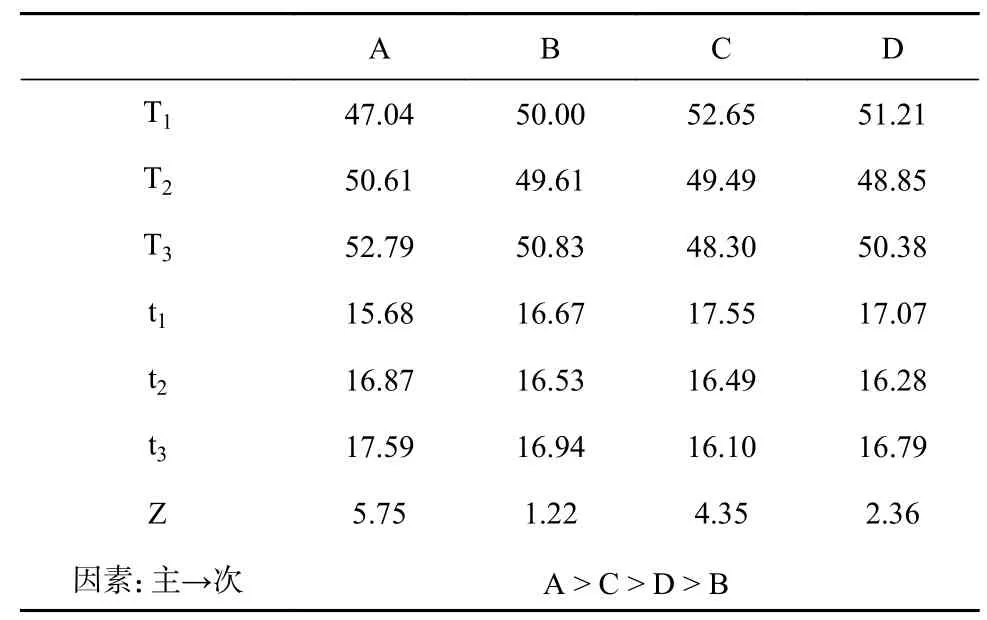
表5 体积收缩率极差分析

图7 最优参数组合模拟图
5 结论
1)通过Ansys 软件对散热风扇进行力学性能分析,得到散热风扇应力集中在上表面的中间及靠上位置处,而且此位置总形变也最大。
2)通过DOE 单变量试验,分析2D 响应曲线图,得出0.1 s 是最优的注射时间。
3)各因素对翘曲变形量Q影响程度从大到小依次为:保压压力D > 模具温度B > 保压时间C=熔体温度A。最优工艺参数组合为A1B3C3D3,即熔体温度为240 ℃,模具温度为70 ℃,保压时间为12 s,保压压力为140 MPa。
4)各因素对体积收缩率T影响的程度从大到小依次为:熔体温度A > 保压时间C > 保压压力D >模具温度B。最优参数组合为A1B2C3D2,即熔体温度为240 ℃,模具温度为60 ℃,保压时间为12 s,保压压力为120 MPa。
5)选取最优工艺参数进行模拟,分析得出最小翘曲量为0.291 1 mm 和最小体积收缩率11.94%。
猜你喜欢
大型铸锻件(2022年4期)2022-08-16
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
铝加工(2021年4期)2021-11-29
有色金属材料与工程(2021年2期)2021-11-28
绿色科技(2018年18期)2018-11-05
幼儿教育·父母孩子版(2016年11期)2017-05-26
建材发展导向(2014年4期)2014-08-08
