
40 万t/a 煤制乙二醇项目气流床气化技术比较研究
2021-03-17 02:28朱世明
煤化工 2021年1期
朱世明
(内蒙古开滦化工有限公司,内蒙古 鄂尔多斯 030100)
煤的气化技术是煤炭资源清洁高效利用的核心技术[1]。气流床煤气化技术因生产能力大、气化效率高等优势,在现代大型煤化工项目中应用广泛[2]。气流床煤气化炉按照进料方式可以分为水煤浆气化炉和粉煤气化炉[3];按气化炉炉壁保护方式可分为水冷壁气化炉和耐火砖气化炉[4];按合成气的冷却和热量的回收流程可分为激冷流程气化炉、全废锅流程气化炉和半废锅流程气化炉[5];按气化炉烧嘴布置可分为单烧嘴气化炉和多烧嘴气化炉。
煤化工装置中,煤气化工艺的选择将决定后续工艺的流程与投资规模,对项目稳定运行和经济效益有重大影响。本文以某40 万t/a 煤制乙二醇项目为例,选取某干煤粉气流床煤气化技术(投煤量1 000 t/d)和某水煤浆气流床煤气化技术(投煤量1 100 t/d),分析对比主要工艺单元,探讨两种气化技术各自的优势与不足,为同类项目气化技术的选择提供参考。
煤制乙二醇装置分为气化工段、变换工段、净化工段、PSA 工段、乙二醇工段。无论采用哪种气化技术,变换工段后的流程基本一致,因此本文只针对气化工段及变换工段进行对比。
1 原料制备系统比较
某40 万t/a 煤制乙二醇项目采用当地长焰煤为原料,原料煤煤质分析数据如表1 所示。

表1 原料煤煤质分析数据
1.1 煤粉制备
某干煤粉气化技术采用辊磨机制备煤粉,磨煤机在微负压条件下运行,原料煤磨粉和干燥在磨煤机中进行,热风炉中燃料气燃烧产生的热烟气作为干燥介质。煤粉制备干燥系统流程示意图见图1。
一般制备1 t 干煤粉的电耗约为30 kWh,燃料气消耗与煤的含水量有关,该项目需将原料煤的水分由13.40%降低至2.00%,则1 t 原煤干燥消耗的热量为1 000×(0.134-0.020)×2 640÷0.7=430 MJ(燃料气能量利用率按70%计,水的蒸发焓按2 640 kJ/kg计)。燃料气按天然气计算,生产1 000 m3有效气耗煤约671 kg(干基),其磨粉耗能为 671÷(1 000-134)×430=333MJ,消耗天然气约10.1m(3天然气热值按33MJ/m3计)。
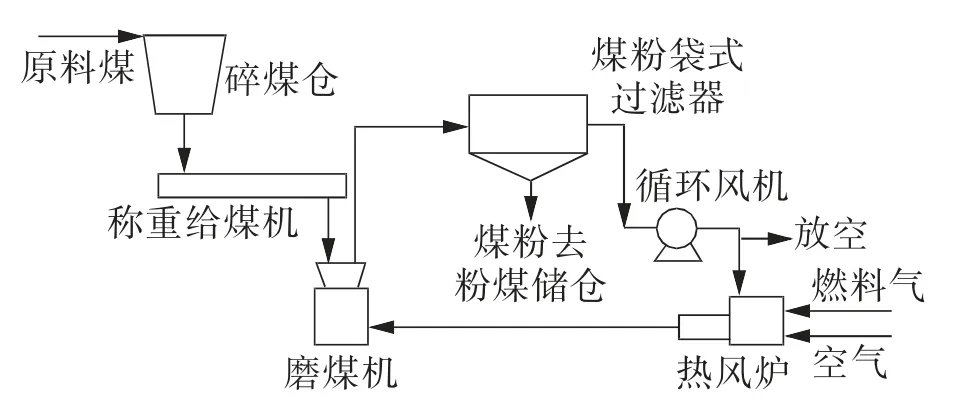
图1 煤粉制备干燥系统流程示意图
1.2 水煤浆制备
某水煤浆气化技术的煤浆由入炉原料煤、制浆用水、制浆添加剂等共同制成,制备过程在棒磨机中完成,水煤浆制备系统流程示意图见图2。
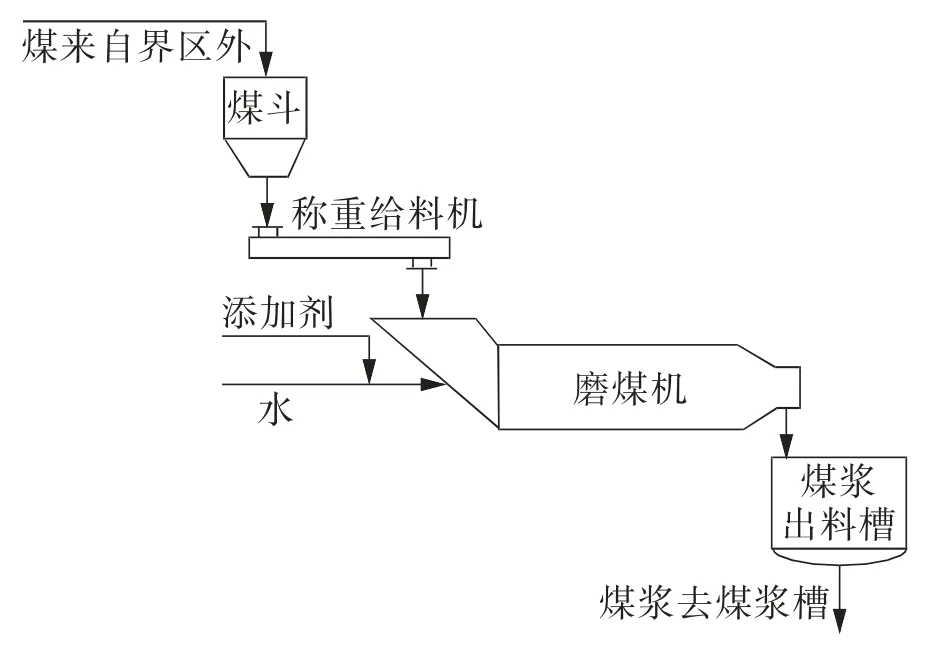
图2 水煤浆制备系统流程示意图
煤的成浆性与煤的含水量(内水)有关,一般认为煤的成浆性和成浆浓度与其内水含量成反向关系,该项目提供的煤种为褐煤,其煤浆质量分数为52%左右;添加剂的用量一般为煤浆质量的0.1%~0.3%;正常情况下,制备1 t 水煤浆需要耗电10 kWh。制浆用水可以采用工厂难以处理的废水。
两种煤气化技术原料制备系统比较见表2。

表2 干煤粉、煤浆制备系统比较
2 原料输送系统比较
2.1 干煤粉的加压和输送
干煤粉气化的粉煤加压输送系统示意图见图3,整个系统比较复杂,操作繁琐,易损部件多,检修多。煤粉送入低压粉仓(储仓)后,通过程序控制间歇地进入煤粉锁斗,在煤粉锁斗中,煤粉由惰性气加压后间歇地进入高压粉仓(煤粉给料仓),煤粉锁斗、煤粉给料仓的泄压排放气入粉煤袋式过滤器后,气体直接放空,煤粉则收集起来后再返回粉煤储仓。在煤粉给料仓的底部设计锥形的充气锥,充气锥由高压惰性气(N2或CO2)进行充气、流化,以保证粉煤能稳定进入粉煤管线,所以需要严格控制高压N2或CO2的流量和压力。干煤粉气化炉的煤粉输送过程中主要消耗高压N2或CO2和低压N2等物料,高压N2或CO2由压缩机提供。为防止煤粉中水汽由于低温而发生冷凝,导致系统堵塞,煤粉输送系统需采用低压蒸汽伴热。
目前干煤粉气化炉的最高气化操作压力4.0 MPa,实际运行中采用高压N2或CO2输送煤粉,输送的煤粉密度通常为 350 kg/m3~400 kg/m3,惰性气压力 8.1 MPa,1 000 m3有效气的原料输送电耗约36.36 kWh。

图3 干煤粉加压及输送系统流程示意图
2.2 水煤浆的加压和输送
水煤浆输送系统流程示意图见图4。由煤浆制备系统制备得到的水煤浆首先进入煤浆槽,为了保证水煤浆的均一性,煤浆槽中布置了煤浆搅拌器进行连续搅拌,使煤浆颗粒保持悬浮状态,然后煤浆经加压泵送入气化炉烧嘴进行气化。
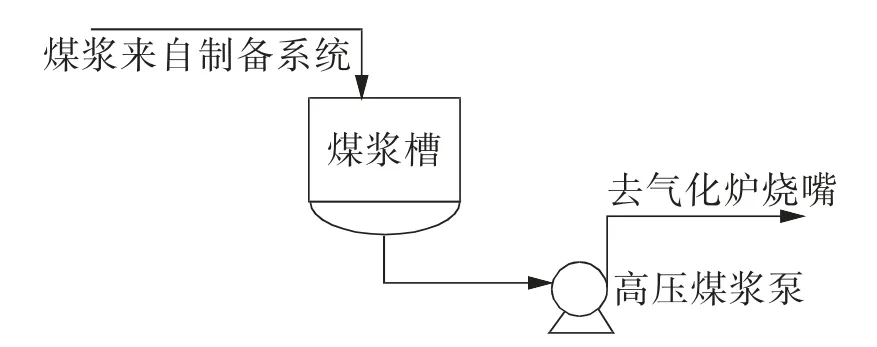
图4 水煤浆输送系统流程示意图
某水煤浆气化技术的水煤浆输送是依靠高压煤浆泵完成的,假如气化压力采用4.5 MPa,那么水煤浆的泵送压力一般设计为6.5 MPa,1 000 m3有效气的原料输送电耗一般为1.36 kWh。
两种煤气化技术的煤浆(煤粉)输送系统比较见表3。
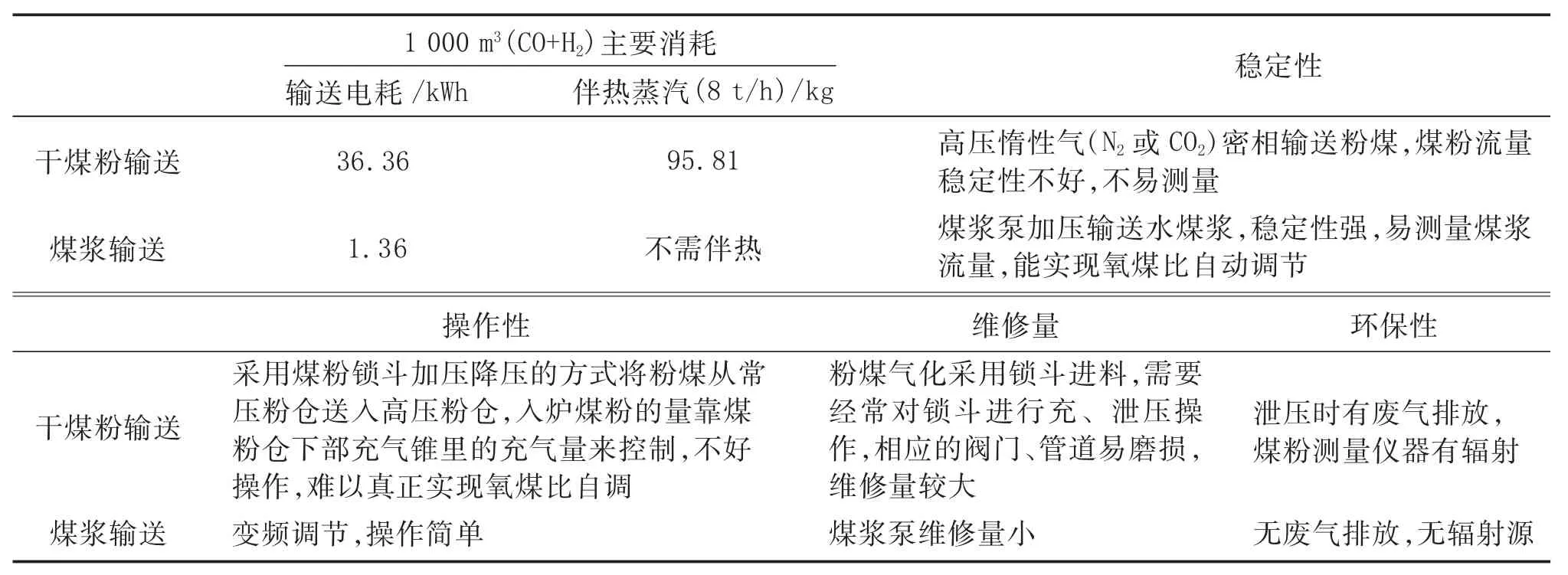
表3 干煤粉、煤浆输送系统比较
3 进入气化炉的氧气和蒸汽比较
3.1 干煤粉煤气化技术的氧气和蒸汽
粉煤气化一般需要将压力为5.1 MPa 的过热蒸汽和氧气按一定比例混合后,与粉煤一起导入气化炉,过热蒸汽必须经过过滤,防止蒸汽管线中的锈皮颗粒进入氧气管线引发事故。
一般每1 000 m3有效气的蒸汽加入量为48 kg。为了避免蒸汽冷凝影响气化,必须对氧气也进行预热,通常采用气化炉的锅炉水给氧气预热。
3.2 水煤浆气化技术的氧气和蒸汽
水煤浆气化技术气化时不需要导入蒸汽,氧气由空分送来,通过烧嘴导入气化炉。两种气化技术的氧气和蒸汽消耗、操作性对比见表4。
4 气化系统和灰水处理系统比较
4.1 干煤粉气化流程
干煤粉气化采用粉煤加压气化配激冷流程工艺,其流程示意图见图5。气化炉水冷壁采用盘管结构且外部有承压钢壳,在气化炉顶部布置单独烧嘴。在水冷壁围成的反应室内,粉煤和气化剂在高温高压条件下燃烧、反应生成合成气和灰渣。工作时炉内的温度通常比灰渣流动所需的温度高100 ℃~150 ℃。锅炉水循环泵使盘管式水冷壁内的锅炉水实现强制循环,水冷壁内的锅炉水吸收热量后转变为中压蒸汽,同时降低了承压壳体的温度,确保承压壳体的安全。气化炉水冷壁副产的中压饱和蒸汽一部分经过电加热器的过热约升温至420 ℃,再送进气化炉充当工艺蒸汽,另一部分进入厂内蒸汽管网使用。
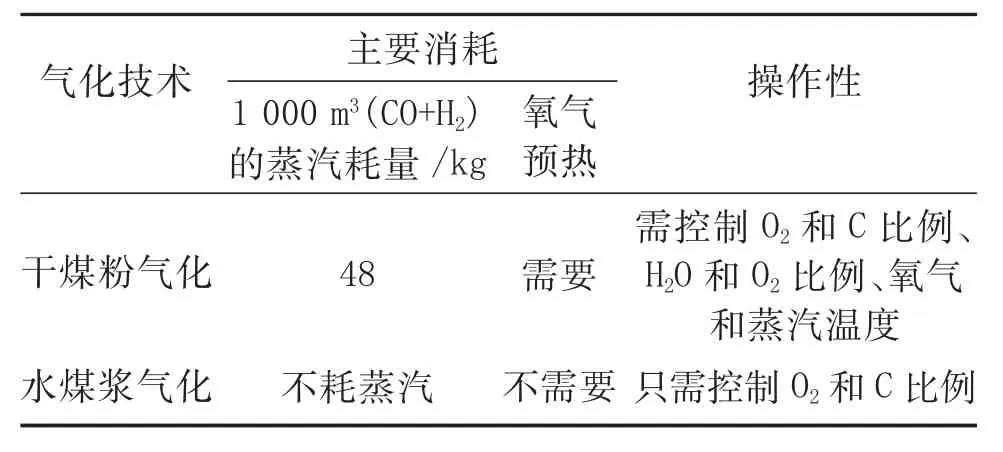
表4 两种气化技术的氧气和蒸汽消耗、操作性对比
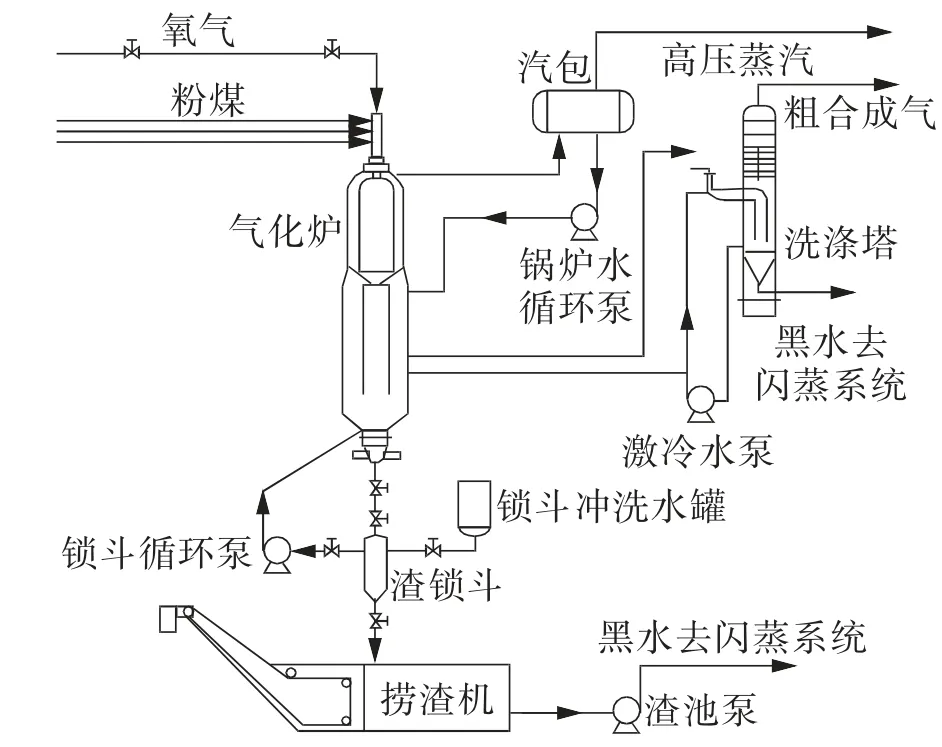
图5 干煤粉气化炉气化流程示意图
干煤粉气化炉的反应室导出的高温、高压合成气与熔渣一起经过激冷环和下降管经水激冷,然后沿着下降管入激冷室进行水浴,合成气再经过文丘里洗涤器以及合成气洗涤塔的进一步洗涤、除灰,进入后工段煤气变换系统。激冷后固化的粗渣经渣锁斗系统排至捞渣机中外送。洗涤塔与气化炉的黑水排入灰水处理系统处理。
4.2 水煤浆气化流程
水煤浆气化采用水煤浆加压气化+ 水冷壁+ 辐射式半废锅流程,其流程示意图见图6。水冷壁采用垂直悬挂膜式壁结构,在气化炉顶部布置单独烧嘴。水煤浆和氧气均通过烧嘴进入气化炉反应室。水煤浆流出烧嘴后,首先受高速氧气射流的剪切作用而被雾化成细浆滴,细浆滴在气化炉中被迅速加热并和氧气发生剧烈的燃烧和气化反应,最终生成粗煤气。高温粗煤气和高温炉渣由渣口排出燃烧室,然后进入辐射式废热锅炉进行冷却降温,辐射废热锅炉中的冷却水得到热量后产生高压饱和蒸汽,粗煤气经过与辐射废热锅炉中的水分换热后,温度显著降低,同废热锅炉底部的激冷水混合后再进入洗涤塔,经过洗涤塔的洗涤、除尘后,送入后工段。
水煤浆气化炉煤气化反应生成的熔渣和粗煤气温度为1 300 ℃~1 400 ℃,具有大量显热,因此由燃烧室排出后需进入废锅进行热量回收,此后粗煤气和炉渣温度降低至700 ℃~800 ℃,再经过水浴激冷至200 ℃~250 ℃。激冷后的灰渣经灰渣锁斗系统间歇排进渣池,渣池中的灰渣经捞渣机捞出后外送。洗涤塔黑水排入灰水处理系统处理。
4.3 两种气化系统和灰水处理系统对比分析
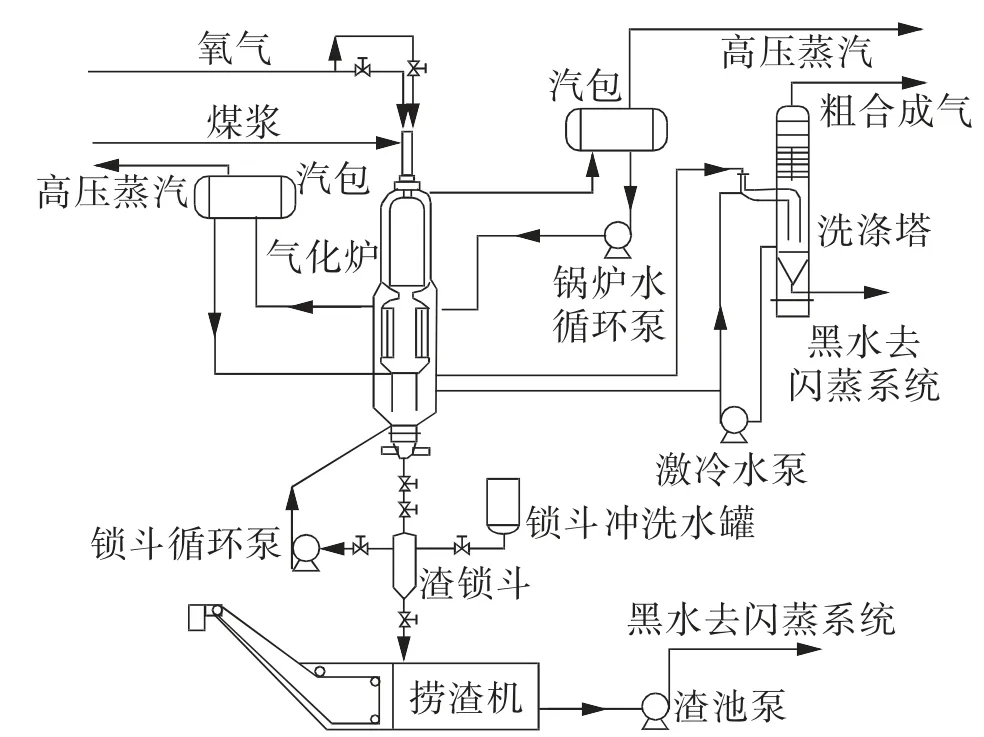
图6 水煤浆气化炉气化流程示意图
水煤浆气化炉燃烧室和激冷室之间有辐射废锅,出燃烧室的高温粗煤气进入辐射废锅后回收大部分热量,副产高压饱和蒸汽,针对该项目,每1 000 m3有效气可副产5.0 MPa 饱和蒸汽1.02 t。干粉煤气化炉采用激冷流程,出气化室的高温粗煤气直接用水激冷,浪费了高品位的热能。
干煤粉气化炉的灰渣比(质量比)通常是5∶5,水煤浆气化炉的灰渣比(质量比)通常是3∶7,在投煤量相同的情况下,干煤粉气化炉的灰水处理系统中所含的细灰量比较多。
综上,不同气化方式以及不同热量回收方式的耗能也不同。在干煤粉气化炉和水煤浆气化炉的操作压力分别为4.0 MPa 和4.5 MPa 的条件下,两种气化技术[1 000 m3(CO+H2)]气化系统和灰水处理系统的消耗、成本对比见表5。由表5 可知,生产1 000 m3(CO+H2),干煤粉气化炉的成本为357.67 元,水煤浆气化炉的成本为378.43 元。

表5 两种气化技术[1 000 m3(CO+H2)]气化和灰水处理系统的消耗、成本对比
5 变换工艺的比较
乙二醇生产中,变换工段一般都采用粗煤气一股全变换、提取H2,一股不变换、冷却、分离后,提取CO的配气流程设置。对全变换流程而言,干煤粉气化粗煤气中CO 体积分数占65%左右,水煤浆气化粗煤气中CO 体积分数占45%左右,且干煤粉气化粗煤气的水气比比水煤浆气化的低,一般干煤粉气化变换工段需要加入蒸汽来提高水气比。水煤浆气化变换工段设置两级变换即可,而干煤粉气化变换工段需要设置三级变换,增加了变换装置的投资,也增加了下游低温甲醇洗的负荷。
采用干煤粉气化和水煤浆气化技术,出气化界区合成气的水气比不同,但都能满足变换工段的要求,干煤粉气化所出气化界区合成气的水气比(摩尔比)为0.96,H2O/CO(摩尔比)为1.5,水煤浆气化出气化界区合成气的水气比(摩尔比)为0.99,H2O/CO(摩尔比)为 2.95。
变换工段的流程示意图见图7。
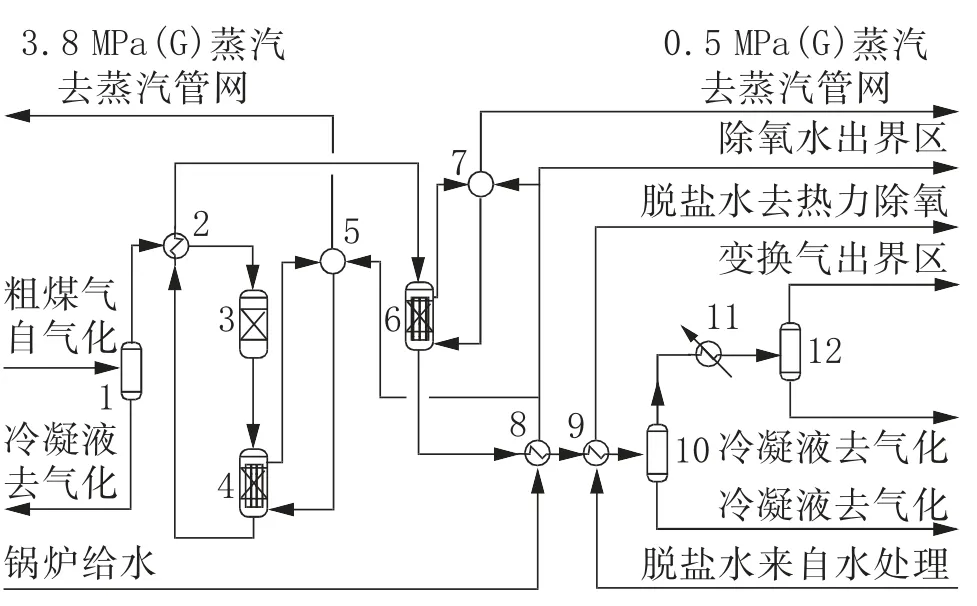
图7 变换工段流程示意图
气化粗煤气进入1#气液分离器分离夹带的液态水后,进入煤气预热器,与1#可控移热变换炉来的变换气换热后,进入脱毒槽脱除灰尘、重金属等杂质,然后进入1#可控移热变换炉内反应,并通过配套的1#汽包副产3.8 MPa(G)饱和蒸汽。出1#变换炉的变换气经煤气预热器预热水煤气后,进入2#变换炉内进一步反应,并使CO(干基)体积分数降至0.5%以下。
2#变换炉出来的变换气依次进入除氧水加热器、脱盐水加热器换热并冷却,再经2#气液分离器分离冷凝液后,进入循环水冷却器,将变换气冷却至40 ℃以下,最后进入3#气液分离器,分离冷凝液后出变换界区。
变换系统中,不同的气化技术能量回收率不同(主要体现在蒸汽产量上),两种气化技术[1 000 m3(CO+H2)]变换系统副产蒸汽产量对比见表6。由表6 可知,处理1 000 m3(CO+H2),干煤粉气化技术变换系统副产蒸汽成本为-33.21 元,水煤浆气化技术为-42.40 元。
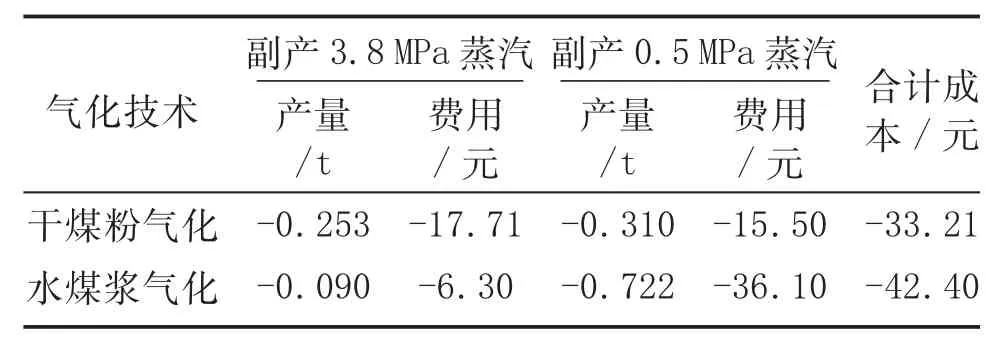
表6 两种气化技术[1 000 m3(CO+H2)]变换系统副产蒸汽情况对比
6 生产成本对比分析
两种气化技术(1 000 m3有效气)从原料(干煤粉、水煤浆)制备到变换系统的成本对比见表7。

表7 两种气化技术[1 000 m3(CO+H2)]的成本对比
由表7 可知,生产1 000 m3有效气,干煤粉气化的运行成本为365.23 元,高于水煤浆气化的353.16 元。
7 结 语
以年产40 万t 煤制乙二醇项目为例,对比了某水煤浆气流床气化技术和某干煤粉气流床气化技术,水煤浆气化技术的原料制备和输送环节能耗较低、操作安全环保,虽然气化工段煤耗、氧耗较高,但是通过回收高温粗煤气的显热副产大量高压饱和蒸汽,能量利用率高,气化过程不需要加入蒸汽。综合来看,水煤浆气化技术生产成本低于干煤粉气流床气化技术。
猜你喜欢
氮肥与合成气(2022年10期)2022-12-14
云南化工(2022年8期)2022-12-06
氮肥与合成气(2022年2期)2022-11-27
能源工程(2022年2期)2022-05-23
商品与质量(2021年43期)2022-01-18
科学与信息化(2020年28期)2020-12-21
山东工业技术(2018年15期)2018-09-26
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
中国新技术新产品(2016年1期)2016-12-12
