
梯度掺稀土光纤的制备工艺研究
2021-03-09 09:19耿鹏程
激光与红外 2021年2期
耿鹏程,庞 璐,武 洋
(中国电子科技集团公司第四十六研究所,天津 300220)
1 引 言
随着光纤激光器输出功率突破万瓦门槛,掺稀土光纤中的热效应已经成为激光器输出功率进一步提升的主要限制因素之一[1-3]。由于激光能量主要限制在面积仅为数百平方微米的纤芯内,所以随着激光功率的提升,纤芯内极高的功率密度会导致光纤内部温度急剧升高,破坏纤芯内的折射率分布,使得光束质量劣化,甚至还会造成涂覆层与纤芯的热损伤。由于目前光纤激光器主要采用端面泵浦方式,所以在掺稀土光纤端面处(即掺稀土光纤与无源光纤熔接点处)温度最高[4-6],导致熔接点处这一薄弱点更易烧损。另一方面,受激布里渊散射(Stimulated Brillouin Scattering,SBS)效应是光纤激光器输出功率进一步提升的另一个主要限制因素,尤其是对于脉冲激光器[7-9]。综上所述,对掺稀土光纤中的热分布进行控制优化、对非线性效应进行抑制,对于激光输出功率的进一步提升是极为必要的。
根据激光器的速率方程及热传导理论,掺稀土光纤中的温度分布与纤芯中稀土离子的掺杂浓度、泵浦光吸收系数、泵浦光强度以及制冷条件等因素密切相关[10]。通常用于降低掺稀土光纤热负载的方案为对光纤进行强制冷却。尽管采用冷却技术可使掺稀土光纤温度有效降低,但制冷装置通常体积较大、重量较高,不利于光纤激光器的小型化和轻量化。2008年,日立电线株式会社的姚兵及小岛正嗣等人提出了通过采用梯度掺稀土光纤(改变掺稀土光纤纵向稀土离子掺杂浓度的方法)调节光纤温度分布这一技术方案[11],理论仿真表明,采用此种方案可使光纤泵浦光注入端的温度降低30 %以上。然而,该研究小组制备梯度掺稀土光纤的方法为将多段稀土离子掺杂浓度不同的光纤进行熔接,由此制备的梯度掺稀土光纤会存在多个熔接点,而每个熔接点附近处的涂覆层均经历了剥除和再涂覆等处理。因此,会导致此种梯度掺稀土光纤会存在多个“薄弱点”。2012 年,土耳其Elahi P,Yilmaz S等人理论研究表明,采用低掺杂光纤和高掺杂光纤组合方式,不仅可以降低掺稀土光纤中的最高温度,还可以同时抑制光纤中的非线性效应[12]。2016年,国防科学技术大学周子超与王小林等人进一步研究了稀土光纤不同的梯度掺杂方式对降低光纤熔接点附近温度和抑制非线性效应的影响[4-5],其仿真结果表明,经过梯度掺杂分布的合理设计,光纤熔点处温度可由79 ℃降至25.3 ℃,SBS 阈值功率提高幅度可达70 %。
尽管梯度掺稀土光纤在掺稀土光纤热管理和抑制非线性效应等方面具有明确优势,但是其制作难度极大。针对现有多段光纤熔接法存在的问题,本文提出了一种利用多次提拉式疏松层稀土溶液浸泡技术,并结合细棒加工、拉丝等技术,制备梯度掺稀土光纤的方案,可为高功率、低非线性光纤激光器用掺稀土光纤的制作提供参考。
2 梯度掺稀土光纤的制备
根据泵浦光波长和光纤吸收系数的不同,通常单台光纤激光器所用掺稀土光纤的长度从数米到数十米不等。光纤预制棒长度与掺稀土光纤长度的对应关系如式(1)所示,以掺稀土光纤预制棒直径为25 mm为例,预制棒长度与其所能拉制光纤长度的对应关系如图1所示。此外,分别计算了光纤直径250 μm-长度30 m、光纤直径250 μm-长度10 m、光纤直径400 μm-长度30 m、光纤直径400 μm-长度10 m情况下光纤预制棒直径和预制棒长度的对应关系,如图2所示。
L纤=L棒×(D棒/D纤)2
(1)

图1 D棒=25 mm条件下预制棒长度与其所能拉制光纤长度的对应关系

图2 光纤直径与长度固定条件下,预制棒直径与预制棒长度的对应关系
由图2可知,当预制棒直径为30 mm时,拉制10 m长直径250 μm的掺稀土光纤,仅需约0.69 mm长度的预制棒;当预制棒直径为5 mm时,拉制10 m长直径250 μm的掺稀土光纤,约需25.0 mm长度的预制棒。因此,适当减小预制棒直径,可以增加梯度掺杂光纤预制棒的长度,即可以降低对梯度掺杂工艺的要求。然而,掺稀土光纤预制棒直径不能一味减小,需综合考虑到八角形加工工艺与拉丝工艺的限制(若预制棒过细,在拉丝时,预制棒的八角形形状很难保持,有变成圆形的趋势)。
基于溶液掺杂法,制备了纵向梯度掺稀土(镱)光纤,具体过程如下:(1)选取合适的反应管:采用较小外径与壁厚的石英管进行隔离层与疏松层沉积,如此可减小最终预制棒的直径,进而降低梯度掺杂工艺的难度;(2)沉积疏松层:在1400~1500 ℃温度下,沉积含有疏松空气孔的疏松芯层,需根据最终预制棒的加工尺寸和光纤芯包比情况,确定沉积参数,以获得合适的疏松层厚度;(3)多次浸泡:将预制棒取下垂直放置于事先配置好的溶液中进行浸泡,待离子充分扩散进疏松层后,在液面高度对预制棒进行标记,然后将含有疏松层的预制棒提升至稀土离子溶液上方,然后在溶液中加入一定量的氯化镱与共掺剂氯化铝,提高溶液中的离子浓度,使溶液混合均匀后,再将预制棒置于溶液中进行浸泡,标记处需高于液面一定距离(试验中为7.0 mm),根据需要,不断重复上述过程(本文试验中共浸泡4次),如图3所示;(4)脱水并玻璃化:首先将管中的残余溶液排出,然后用氮气吹半小时左右,接着将温度升至1000 ℃左右,同时通入氯气和氧气除去疏松层中的残余水分,待完全脱水后,将温度升至1700 ℃以上将疏松层玻璃化;(5)缩棒与收棒:在2150 ℃至2200 ℃温度下,逐渐将中空反应管熔缩成实心棒;(6)磨抛:为进一步提高单位长度光纤对应的预制棒长度,对光纤预制棒进行磨抛,以减小预制棒的直径;(7)八角形加工:对上述磨抛后的光纤预制棒进行八角形加工,保证光纤拉制完成后具有较高的包层吸收系数;(8)拉丝涂覆:对八角形光纤预制棒进行拉丝并在石英表面涂覆低折射率内层涂层与外层保护涂层。
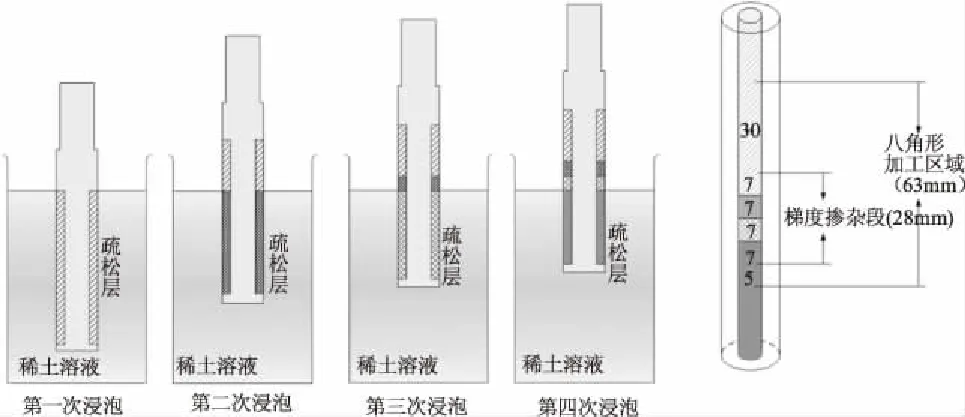
图3 梯度掺杂预制棒制备工艺示意图
本文试验中预制棒共在溶液中浸泡了4次,如图3所示,最终梯度掺杂段预制棒的长度为28.0 mm,考虑到拉丝过程中存在过渡区,本试验中预制棒八角形加工区域实际长度为63.3 mm(设计长度为63.0 mm)。此外,考虑到八角形加工工艺与拉丝工艺的限制,基于上述制备工艺最终加工完的掺镱光纤预制棒的直径(内切圆)为4.97 mm。设定光纤拉丝直径为250 μm,最终共拉制八角形内包层掺稀土光纤24.9 m。基于八角形加工参数,八角形内包层掺稀土光纤两端分别截去了9.8 m与3.9 m非梯度掺杂段,共剩余约11.2 m掺稀土光纤,即为纵向梯度掺稀土光纤。
3 梯度掺稀土光纤的测试
制备的梯度掺稀土光纤横截面显微照片如图4所示,光纤纤芯直径与包层直径分别为:30.2 μm与250.9 μm,内涂层直径与外涂层直径分别为:332.6 μm与409.3 μm。
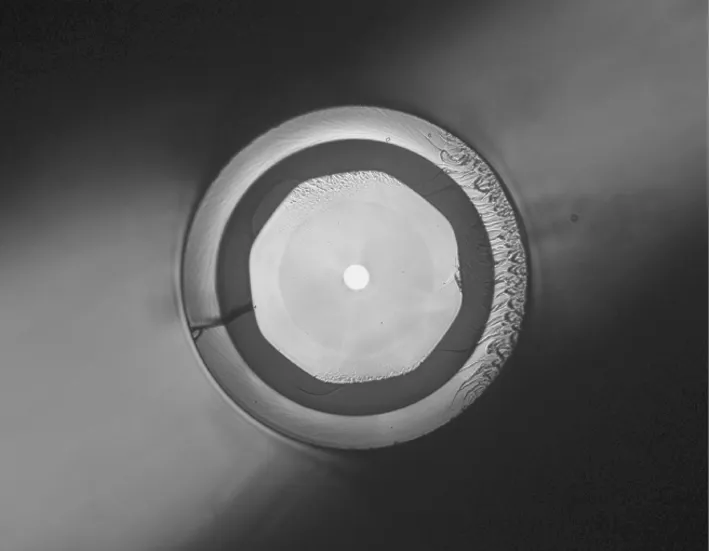
图4 梯度掺稀土光纤横截面显微照片
将11.2 m长梯度掺稀土光纤平均截断成12根子纤,编号依次从1、2、3至12,每根子纤长度约0.93 m,采用截断法对12根子纤的976 nm包层吸收系数进行了测试,结果如图5所示。12根子纤的976 nm包层吸收系数分别为3.41 dB/m、3.39 dB/m、3.67 dB/m、4.76 dB/m、4.85 dB/m、5.09 dB/m、6.12 dB/m、6.39 dB/m、6.72 dB/m、8.31 dB/m、8.69 dB/m、8.72 dB/m,最高吸收系数比最低吸收系数约高157 %。图5中吸收系数的分布呈现共4个台阶,分别实现了与图3中4个掺杂段的对应。其中,子纤3的吸收系数略高于子纤1和2,而略低于4;子纤6略高于5而略低于7;子纤9略高于子纤8而略低于子纤10,子纤10略高于子纤9而略低于子纤11和12。原因如下:工艺过程中,疏松层的沉积厚度约为0.0045 mm,而每个梯度掺杂段的长度为7.0 mm,尽管长度和厚度的比值较大,但是在溶液浸泡过程中,稀土离子除在径向方向上存在扩散外,在预制棒纵向方向上也存在一定的扩散。另一个原因是子纤3与4、6与7、9与10之间的截断点并非严格的4段梯度掺杂预制棒之间的交界点。

图5 梯度掺稀土光纤976 nm包层吸收系数测试结果
4 结 论
在光纤轴向上即纵向上进行稀土离子的梯度掺杂,可以优化掺稀土光纤中的温度分布特性,同时可抑制光纤中的非线性效应,进而突破光纤激光器激光输出功率提升的限制瓶颈。针对现有熔接法制备梯度掺杂光纤的不足,本文基于稀土离子溶液掺杂工艺,首次采用多次提拉式疏松层稀土溶液浸泡技术,制备出了包层直径为250 μm的梯度掺稀土光纤,在长度仅为11.2 m光纤轴向距离上即实现了含四个台阶的梯度掺杂,高掺杂浓度区的976 nm包层吸收系数达到了低掺杂浓度区的2.57倍。
猜你喜欢
稀土信息(2022年1期)2022-02-15
稀土信息(2022年1期)2022-02-15
核科学与工程(2021年4期)2022-01-12
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
核技术(2020年1期)2020-01-17
四川冶金(2019年5期)2019-12-23
中国光学(2019年5期)2019-10-22
资源节约与环保(2018年1期)2018-02-08
光学精密工程(2016年5期)2016-11-07
