
抑制电解液中碲析出的生产实践
2021-03-07 08:07房孟钊
湖南有色金属 2021年1期
方 准,房孟钊
(1.大冶有色金属有限责任公司,湖北 黄石 435002;2.有色金属冶金与循环利用湖北省重点实验室,湖北 黄石 435002)
碲的化学性质比较特殊,具有较明显的两性特征,易分散,一般有-2、-1、+1、+2、+4、+6化合价[1~7]。碲在阳极泥中多以Ag2Te、Cu2Te、Au2Te等形式存在,吹炼后在阳极板中一般以TeO2、Ag2Te等形式存在[8~14]。大冶有色金属有限责任公司冶炼厂稀贵车间通过对铜阳极泥处理,最后采用氨浸分银-水合肼还原工艺从富集银的渣中提取银,得到品位在98%以上的粗银粉,粗银粉通过转炉吹炼除杂,再浇铸成银阳极板,对银阳极板进行电解,得到99.99%以上的银粉,最后浇铸成符合国家标定的1号银。该公司除了处理自产的银阳极板,同时会大量收购非标银锭,进行电解,最终得到1号标准银锭。大部分的非标银锭是其中的碲杂质偏高,因此,在生产实践中,在非标银锭电解过程中,阻止杂质碲在阴极板上析出,从而有效地控制电银粉中碲的含量是生产出1号银锭的重要条件。
1 试 验
1.1 试验工艺
非标银锭电解工艺如图1所示。
1.2 试验原料
试验原料为大冶有色金属有限责任公司冶炼厂稀贵车间电解的非标银锭,其化学成分分析见表1,其中的杂质碲含量很高。
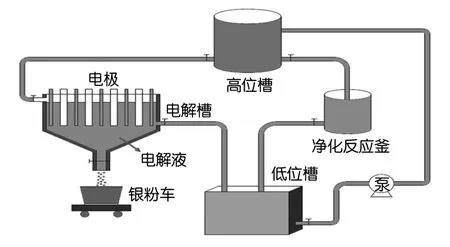
图1 非标银锭电解工艺图

表1 非标银锭化学成分分析 %
2 结果与讨论
2.1 非标银锭电解试验
2.1.1 探索试验
1.电解槽装槽224块非标银锭,电流范围940~966 A,电压范围26.2~35.8 V,电银粉和电解液化验结果见表2。电解初期,电银粉Te含量合格,电解液含碲0.001 8 g/L。
2.电解中期,电流范围686~771 A,电压范围27.6~31.9 V,电银粉和电解液化验结果见表3。随着反应进行,Ag+浓度变化不大,电解液中Te含量增大,电银粉Te未超标。

表2 电解初期化验结果

表3 电解中期化验结果
3.电解尾期,电流范围499~538 A,电压范围18.3~32.7 V,银锭测试样和电解液化验结果见表4,电银粉Te超标。电解液中Ag+浓度降低,且电解液中Te含量也较低。说明电解液中Ag+浓度的降低可能有利于碲在阴极上析出。

表4 电解尾期化验结果
2.1.2 验证试验
装槽非标银锭224块,电流范围在705~833 A,电压范围23.6~29.7 V,电解中期,电银粉和电解液化验结果见表5。电银粉中Te含量超标;电解液中Ag+浓度偏低,Te含量较低。证明当电解液中Ag+浓度降低时,有部分碲在阴极上析出。

表5 电解中期化验结果
2.2 非标银锭浸泡试验
1.装槽非标银锭224块,没有电解,电解液中浸泡2 d,然后开始电解。电解前,电解液化验结果见表6,电解液中Ag+浓度较低。

表6 电解液化验数据
2.电解初期,电流范围940~966 A,电压范围26.2~35.8 V,电银粉和电解液化验结果见表7。电银粉Te含量超标,电解液中Ag+浓度较低。证明电银粉中碲超标与非标银锭浸泡无关,电解液中Ag+浓度低是造成部分碲直接在阴极上析出的原因。

表7 电解初期化验结果
2.3 电解液中高浓度银离子试验
1.电解槽单槽装槽非标银锭224块,电流范围940~966 A,电压范围26.2~35.8 V,电银粉和电解液化验结果见表8。电解初期,电银粉中Te未超标,电解液中Ag+浓度较高。
2.电解中期,电流范围686~771 A,电压范围27.6~31.9 V,电银粉测试样和电解液化验结果见表9,电银粉中Te含量未超标,电解液中碲含量增加,Ag+浓度变化不大。

表8 电解初期化验结果

表9 电解中期化验结果
3.电解尾期,电流范围499~538 A,电压范围18.3~32.7 V,电银粉测试样和电解液化验结果见表10。电银粉Te含量未超标,且电解液中Ag+浓度较高,Te含量较高。证明电解液中Ag+浓度较高有利于抑制杂质碲在阴极上析出。

表10 电解尾期化验结果
2.4 非标银锭电解数量的影响
2.4.1 探索试验
1.电解槽装非标银锭112块,电解中期,电流范围686~771 A,电压范围27.6~31.9 V,电银粉和电解液化验结果见表11,电银粉中Te含量未超标,电解液中Ag+浓度较高。

表11 电解中期化验结果
2.电解尾期,电流范围499~538 A,电压范围18.3~32.7 V,电银粉测试样和电解液化验结果见表12,电银粉中Te含量超标,电解液中Ag+浓度过低,且Te含量很低。说明电银粉中碲的超标与电解槽中非标银锭块数无关,电解液中Ag+浓度过低有利于碲在阴极上的析出。

表12 电解尾期化验结果
2.4.2 验证试验
1.装槽银锭112块,电解中期,电流范围686~771 A,电压范围27.6~31.9 V,电银粉测试样和电解液化验结果见表13。电银粉中Te含量未超标,电解液中Ag+和Te浓度较高。

表13 电解中期化验结果
2.电解尾期,电流范围499~538 A,电压范围18.3~32.7 V,电银粉和电解液化验结果见表14,电银粉中Te含量未超标,且电解液中Ag+浓度变化不大。证明电银粉中碲的超标与电解槽中非标银锭块数无关,电解液中Ag+浓度高有利于抑制杂质碲在阴极上析出。

表14 电解尾期化验结果
3 结 论
1.非标银锭电解过程中,保持电解液中高浓度Ag+,有利于抑制碲在阴极上的析出。
2.非标银锭电解过程中,电银粉中碲的超标与单槽中非标银锭块数无关,与非标银锭浸泡无关。
3.非标银锭电解过程中,Te在电解液中不断地富集,Te含量较高时,碲将发生电还原沉积,需要加强对电解液的净化。
4.Ag和Te的析出电位相近,随着电解的不断进行,碲离子浓度不断增大,使得碲的析出电位也相应提高,银离子浓度的不断降低使得银的析出电位也相应降低,析出电位越来越接近时,碲就可能在阴极析出沉积。
猜你喜欢
中国设备工程(2022年6期)2023-01-02
科学与财富(2022年3期)2022-06-01
魅力中国(2021年24期)2021-11-26
文物保护与考古科学(2020年4期)2020-11-27
商品与质量(2020年23期)2020-11-26
昆钢科技(2020年4期)2020-10-23
艺术品鉴(2020年7期)2020-09-11
消费导刊(2020年23期)2020-07-12
大陆桥视野·下(2017年8期)2017-09-19
中老年健康(2016年11期)2017-02-05
