镍铬电阻合金箔材尺寸及公差测试方法研究
2021-03-06 07:43余小玲郭坤山魏亨丽彭小红
电工材料 2021年1期
余小玲,郭坤山,魏亨丽,夏 露,刘 兵,彭小红,唐 朝
(重庆川仪自动化股份有限公司,重庆 400702)
引言
高精密电阻合金箔材具有高阻值、高精度、耐蚀耐热性好、性能稳定等优点,是生产高精密金属箔电阻、电阻应变传感器的关键基础材料,其在电路中主要用于分流、限流保护、测量电路等,也可用于时间电路元件和应力敏感传感器等[1]。国外对高精密电阻合金的研究始于19世纪末,在20世纪40年代到60年代中期,开发了镍铬改良型合金。我国从20世纪70年代开始引进生产[2]。随着相关产业和技术的发展,对精密电阻的电阻温度系数、功率系数、长期稳定性、抗静电能力、热电势、噪声等参数要求越来越高。为了达到更大阻值、更高功率及散热要求,对合金带材厚度要求越来越薄,合金箔材一般要求厚度小于0.05 mm,公差控制在±1.0 μm。
1 精密箔材电阻行业应用现状
合金电阻率是表征合金导电性能的重要物理量,合金电阻值主要与合金的电阻率和材料的尺寸相关。精密箔材电阻行业使用时重点是考虑电阻值的均匀性以及调阻时的效率。因此,一方面,改良冶金质量,以提高电阻均匀性;另一方面,合金箔材的尺寸公差波动越小,电阻公差一致性越好,调阻效率越高,电阻器的精度和成品率越高。
2 箔材厚度尺寸测试
箔材的尺寸测量方法主要有直接测量法和间接测量法。根据行业生产现场,需研究一种方便快捷,满足精度要求的测试方法。
2.1 重量法
重量法的基本原理是称取已知面积和密度的箔材试样,通过密度与体积的关系来测定厚度尺寸[3]。这种方法存在以下缺点:①通过理论计算或测量得到的密度值均会导入一定误差;②测量得出的结果是样品单位体积的平均尺寸,不能反映某一个点的厚度。
2.2 金相法和扫描电镜法
金相法和扫描电镜法的基本原理是制作带材厚度断面的样品,在金相显微镜或者扫描电镜下,放大一定倍率后进行标定测量[4]。这种测量方法存在以下缺点:①制样困难,制样的断面的垂直度不易保证,容易引起误差;②测量标尺的检定、标定对测量精度影响较大。
2.3 立式光学计法
立式光学计法的基本原理是利用光学杠杆的放大,将微小位移量转换为光学影像移动来测量箔材厚度[5]。这种测量方法存在以下缺点:制样困难,要求样品完全平整,对于成卷生产的箔材,很难确保剪切面光滑平整;材料板形要求高,轻微板形缺陷对箔材尺寸测量也会产生较大影响。
2.4 数显千分尺法
数显千分尺法的基本原理是利用传感器、电子和数字显示技术,计算并显示电子数显千分尺的测微螺杆位移的装置来测定厚度[6]。其特点是快捷高效,简单易操作,但精度相对较低,读数时易引入人为误差。
2.5 万能测长仪法
万能测长仪法基本原理是当可导电的测头和被测件之间的空气层极薄时,通过两者的电路将其导通。利用该特性,在测量力为零时,进行尺寸测量的方法[7]。这种测量方法的特点是:符合阿贝测长原理,具有较高的测量精度;仪器为接触式长度计,仪器测量基准是光栅线纹尺,测轴呈长方形,测量过程中不存在旋转现象。
2.6 HEIDENHAIN长度计测试法
HEIDENHAIN长度计是德国HEIDENHAIN公司研制的多量程高精度测量设备。其系统原理符合阿贝测量原则:被测对象与光栅尺在同一条直线上,可避免额外测量误差[8]。这种测量方法的特点是:采用高精度光栅作为测量基准,增量光栅尺的扫描方法为光电扫描,无机械接触;输出信号细分至纳米级测量步距,可确保信号周期内微小位置误差。
2.7 厚度测试方法选择
通过分析可知,比较适合本行业厚度尺寸的测试方法为数显千分尺法、万能测长仪法和HEIDEN-HAIN长度计法。3种测试方法均为直接测量法,通过测量头与带材接触后进行测试,测试过程快速,对制样、测试环境要求不高,并且精度能够满足要求。3种测量方法对比如表1所示。
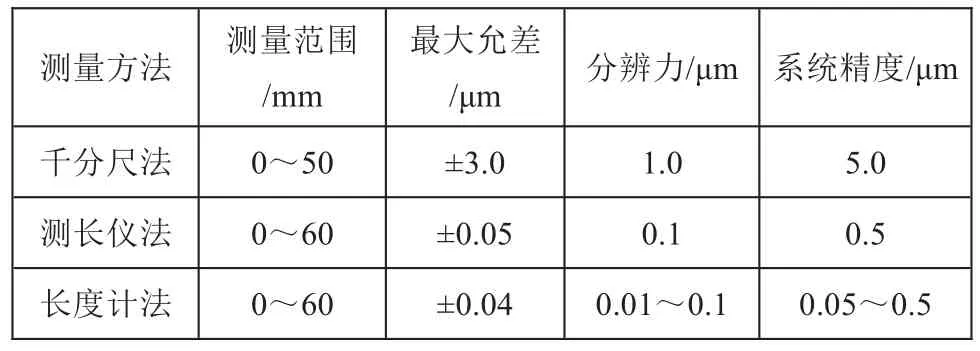
表1 测量方法参数对比
对3种方法比对后,认为HEIDENHAIN长度计测试速度更快,对测试人员操作要求低,重复性更好,支持大测量范围,对振动和冲击不敏感,测量基准的精度不受大气压力和相对湿度变化的影响,非常适合本行业的生产实际。
3 箔材厚度公差测试
箔材电阻行业中,轧制时普遍使用多辊轧机,多辊轧机的轧制精度及公差则通过液压AGC控制系统来实现。AGC控制精度取决于系统的反应速度,系统反应速度又取决于下列因素:①计算机的最大运行速度,一般来说,数量级应快于机械部件的响应速度;②辊缝液压缸的自然频率,这取决于液压缸和位置的物理尺寸,操作压力以及液压油的容量模数量,任何渗入的空气将大幅减小自然频率;③伺服阀的精度,伺服阀需要够大以获得大的流量来实现快速打开,但是又需要足够精度以实现精确控制;④使用的反馈装置的精度(线性传感器和AGC旋转编码器)。行业采用的液压AGC自动控制系数相对于电动AGC而言,还具有以下优势:①响应速度更快,更加适合厚度控制的快速调节,为轧辊的偏心补偿提供了可能性,间接提高了冷轧带材的控制精度;②液压AGC控制无死区,易于达到设定位置,而电动压下的压下螺丝只对长程位移响应敏感;③电动压下在执行厚度控制的过程中,压下螺丝产生频繁磨损,影响控制精度[9]。因此,液压AGC因其精度高,响应速度快的特点能够有效地保障行业对精度的需求。
多辊轧机的AGC系统所使用的测厚仪一般分为接触式和非接触式。接触式测厚仪分辨力可达到0.1 μm以内,而非接触式测厚仪主要以射线测厚仪为主,分辨力可达到0.01 μm甚至更高,均能够满足测量精度要求。
3.1 测试方法
多辊轧机全程开启AGC控制系统,进出口测厚仪对轧制过程进行适时跟踪记录。其中步长≤500 mm,轧制长度≥200 m,采样数据以轧制长度方向稳定轧制区间为准,允许剔除头尾加减速过程中的异常点,剔除长度≤30 m。根据卷料轧制结束后AGC采集的数据,进行SPC数据分析,导出All Samples Summary以及X-bar and R Charts图表作为判定依据。
3.2 测试结果
使用上述AGC控制系统对出口测厚仪公差记录,导出All Samples Summary如图1所示。
从图1可以看出,公差跳动在0.7 μm范围内,整体公差偏负,基准一致性较好,贴合行业应用要求。
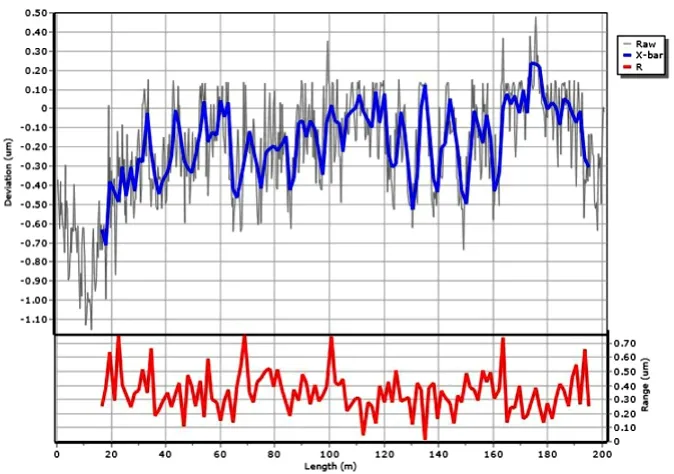
图1 AGC控制系统测厚仪公差记录
4 结束语
随着行业水平不断提高,高精密电阻合金箔材制程中,对尺寸、公差控制要求愈发严格。通过对比研究,选取的长度计法可以精确、便捷用于行业现场作业的厚度尺寸的测量,并采用多辊轧机AGC系统的SPC数据对厚度公差及其一致性进行表征。
猜你喜欢
重型机械(2020年3期)2020-08-24
山西冶金(2019年3期)2019-09-21
科学与财富(2018年9期)2018-05-14
商品与质量(2018年50期)2018-04-15
综合智慧能源(2017年10期)2017-01-18
电测与仪表(2016年16期)2016-04-12
综合智慧能源(2016年1期)2016-02-03
印制电路信息(2015年6期)2015-12-30
化工管理(2015年9期)2015-03-23
振动、测试与诊断(2014年6期)2014-03-01