
体育器材用碳纤维材料的制备和性能设计方案
2021-03-03 03:21:18刘晓磊
合成材料老化与应用 2021年1期
马 丽, 刘晓磊
(新疆巴音郭楞职业技术学院,新疆库尔勒 841000)
从结构工程学角度出发,体育器材一般分为三个大类:手持型器材、支撑型器材、负荷型器材。手持型器材包括各类球拍、球棒、跳高杆、格斗器材等,此类器材要求轻质、高强度、弹性适中,从而实现其用于击打、蓄力、保护等功能;支撑型器材包括自行车、赛艇、滑翔伞等运动用乘具、单双杠等体操器材等,此类器材结构一般较为复杂,牵扯到运动员的人身安全保障,所以要求轻质、高强度、高可用性和复杂系统稳定性;负荷型器材包括哑铃杠铃、沙袋沙包等,这些器材的设计目的在于给运动员可定量的体能负荷,所以对其重量控制、可靠性安全性等方面有设计要求[1]。综合上述体育器材的设计思路,除负荷型器材外,大部分器材均有对轻质、高强度、可控弹性等方面有要求,而负荷器材的支撑连接部件,也有此类要求[2]。所以,目前大部分相关研究均指向对轻质、高强度、可控弹性等方面的材料学研究,而目前技术条件下实现该需求的主要技术路径,是使用碳纤维复合材料取代铝材、合成塑料等材料[3]。
该研究对不同构成模式下的碳纤维材料制备工艺进行比较,分析其制备工艺对其质量、强度、弹性的影响。此研究并未针对特定体育器材进行研究,而是通过相关试验分析碳纤维相关材料力学、结构力学对管状碳纤维构建的质量、强度、弹性影响,从而对大部分体育器材的实现模式提供数据支持[4]。
1 碳纤维试件的制备
当前技术条件下,一般的碳纤维管状结构通过在内置模具的支撑条件下,使用碳纤维对其进行缠绕包覆,在结构胶的支持下实现碳纤维材料的固化,脱模后,在碳纤维结构外浸涂保护胶,最终在保护胶固化后,形成碳纤维管状结构。不同成型目标下,碳纤维管状结构的制备工艺具有显著差异,本文研究为了简化该过程,将研究用试件进行简化,制备等直径的碳纤维管状材料试件进行相关试验。该制备过程首先构建PVC 内置型可拆模具,构建不同直径、不同厚度、不同胶层的碳纤维管,其制备过程如图1 所示。

图1 碳纤维试件制备过程示意图Fig.1 Preparation process of carbon fiber specimen
图1 中,该制备过程主要包括3 个构成部分:
首先,使用亚克力3D 打印技术构建内置型模具,模具表面使用凡士林脱模膏进行表面处理。该模具为圆柱形,其模具外径控制碳纤维结构管的内径d。
其次,在模具表面进行碳纤维缠绕成型,其厚度B控制碳纤维结构管外径d+2B。最终形成碳纤维结构为管状,管壁厚度为B,管内径为d,管外径为d+2B,管长度H,为确保试验过程的结构统一性,所有管长度H=15·(d+2B);该缠绕成型过程中使用的结构胶视为碳纤维材料的一部分,并不进行单独研究。研究相关胶黏结构对其结构力学特征的影响时,仅考虑碳纤维结构外的保护胶固化层对其的影响[5]。
最后,实现脱模后,在碳纤维结构管表面浸涂一层保护胶层,胶层成型厚度为B'。则浸涂胶层后,管内径为d-2B',管外径为d+2(B+B'),管壁厚为B+2B',管长度为H=15·(d+2B)+2B'。保护胶经过24h 养护完全固化后,认为试件制备完成[6]。
2 质量轻质化试验及其结果
碳纤维材料的轻质化目标,通过控制碳纤维材料的密度实现。为了在试验中充分控制该密度,采用体积质量法精确测量其密度,其计算方案如下。
采用公式(1)计算管状结构体积:

式(1)中:SD、Sd分别为管状结构外圆形成的面积和内圆形成的面积;其他数学符号含义如前文所述。
考虑到碳纤维材质与保护胶材质的密度各有不同,所以在上述管状结构体积的基础上,再计算结构中碳纤维结构的体积,如公式(2):

式(2)中:S'D、S'd分别为管状结构外圆形成的面积和内圆形成的面积。
此时,保护胶层的体积可以从上述两个体积的差值中获得,如公式(3):

式(3)中Vg:
V'为结构中胶层物质的总体积; 为结构中碳纤维材料的体积;V为结构总体积;该计算模式在假定保护胶未向碳纤维结构渗入的前提下有效。
综上,假定碳纤维材料的密度为ρ',则碳纤维材料的总质量为V'ρ',假定保护胶的固化后密度为ρg,则保护胶层固化后的总质量为V gρg,那么材料总密度可以写作公式(4):

此时,因为V'、Vg的比例直接影响到结构最终密度ρ,而V'、Vg的比例与碳纤维管状结构壁厚B和保护胶固化后厚度B' 的比值有关,即如式(5)函数:

所以,在试验中实测该函数曲线,可以得到图2。

图2 胶层厚度与碳纤维材料厚度比值与结构总密度的关系Fig.2 Relationship between the ratio of adhesive layer thickness to carbon fiber thickness and the total density of structure
图2 中,胶层厚度占比越大,结构总密度接近线性增加,即减少胶层厚度占比,可以有效降低碳纤维材料的总密度,实现碳纤维材料的轻质化。分析其核心原因,保护胶固化后密度略高于碳纤维结构密度,但此变化在保护胶层厚度占比为0.3~0.7 的大范围变化中,对材料总密度的影响范围约为10.5%[7]。所以,应考虑其他实验结果要求,在最大限度确保保护胶占比最小的情况下保障其他参数的最大表达。
3 材料相关结构因子对其强度与弹性的影响结果
该试验采用横向切压法测试结构强度与弹性,试验装置如图3 所示。

图3 试验装置示意图Fig.3 Schematic diagram of test device
图3 中,在固定式框型支架底座上固定2 个简支架,简支架距离为 ,对试件外圆包覆50%,简支架连线中心点与试件长度中心点吻合;在试件长度中心点位置上方布置压力夹,压力夹对试件外圆包覆50%,使用液压管均匀给力,以实现对试件的横向切力。液压管上部与固定式框型支架上梁铰接。使用激光点云法测定试件在不同液压压力下的弯折水平并记录屈服点[8]。
采用一次压溃法,测定试件屈服变形量及其压溃点情况,针对试件的壁厚与内径之间的关系 进行分析,其中 的表达式如公式(6):

式(6)中数学符号含义如前文。
分析该关系因子τ条件下压力P与形变s之间的关系,得到图4。
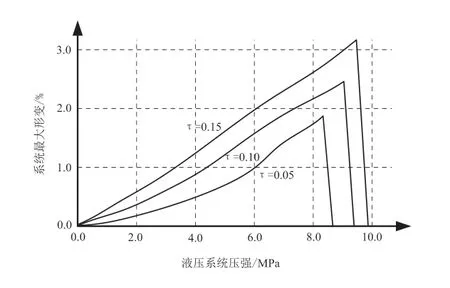
图4 不同τ 值下的弹性强度表现Fig.4 Elastic strength performance under differentτ values
图4 中,在压溃点之前,碳纤维管状结构在结构持力的作用发生弹性形变,在压溃点之后,碳纤维管在塑性交联键力的持力下发生塑性形变[9]。发现不同τ值下,压溃点在压强轴上的位置有所不同,在形变轴上的位置也有所不同,该差异性表现见表1。

表1 横向切压试验结果Table 1 Results of transverse shear compression test
表1 中,当τ值从0.05 提升到0.10,即其提升100%时,压溃点s值(系统最大形变)提升21.8%,P值(液压系统压力值)提升10.8%,τ值进一步从0.10 提升到0.15,即其提升50% 时,压溃点s值提升30.6%,P值提升3.4%。即当τ值增加,其s值增加幅度增大,而P值增加幅度收敛。详细考察τ值与s、P值关系,得到图5[10]。

图5 τ 值与s、P 值关系图Fig.5 The relationship betweenτ value and s, P value
图5 中,当τ值提升时,在0.25 以内,s值的提升效率逐渐提升,即增大管状结构壁厚与管径的比值,可以有效增加管状结构的弹性,而当当τ值提升时,在0.25以内,P值的增加效率逐渐收敛,可以认为当τ值达到0.13 以上时,系统的强度不会再因为τ值的增加而获得足够的提升效率。图5(b)中,当τ值达到0.13 时,P值约为9.41MPa,而当τ值达到0.25 时,P值约为9.44,在τ值提升92.3%后,表达结构强度的P值仅提升0.3%。
τ=0.13 条件下,考察 与上述s值和P值的关系,得到图6。

图6 B'/B 与s 值、P 值的关系图Fig.6 The relationship between s value and s, P value
图6 中有两个较为显著的特点:
(1)图6(a)中,当B'/B达到0.5 之前,其弹性快速下降,从约5.1 快速下降到2.7,之后下降过程逐渐收敛。即B'/B<0.5 时,结构弹性表现较为显著,但当B'/B>0.5 时,其逐渐失去结构弹性。
(2)图6(b)中,当B'/B增加,结构强度呈现增加状态,但当B'/B<0.45 时,提升B'/B,可以获得较高的结构强度增加趋势,而当B'/B>0.45 时,该趋势逐渐收敛,逐渐失去增加B'/B获得结构强度的经济性。
4 体育器材用碳纤维管状结构的设计方案
综合前文分析,因为不同B'/B对应的结构密度相差并不显著,所以,考察相关B'/B值和τ值对碳纤维管状结构应用较广的手持器材和支撑型器材的影响。其中考虑:
(1)τ值增大时系统弹性快速增加,在τ<0.13 时,值增大结构强度快速增大,之后τ值增大结构强度的增大幅度收敛,但保持增大趋势。
(2)B'/B值增大时,系统弹性减小,但系统强度增大,该弹性变化趋势存在B'/B=0.50 的分界线,强度变化趋势存在B'/B=0.45 的分界线,分界线之前变化趋势较为明显,分界线之后变化趋势显著放缓。
(3)B'/B值增大,系统密度略有增加,但变化趋势不显著。
基于此实验结果,对相关的手持型器材和支撑型器材的碳纤维管状结构进行设计。
4.1 球拍相关的手持器材
球拍类器材的密度较小,以实现轻质化、增加弹性为核心需求,而强度要求次之。所以,球拍类器材的碳纤维管状结构,通过增加τ值,即增加管壁厚度获得更强的弹性表达,同时,应适度减少B'/B值,即减少保护胶的固化厚度以增加弹性,该弹性不应减少过多,以防止B'/B值过小而影响其强度。
综合上述分析,球拍类器材的τ值应选择在0.10~0.13 之间,B'/B值应选择在0.40~0.45 之间,具体取值,应根据实际器材功能设计需求,对其实际取值进行专门分析和仿真实验。
4.2 球棒相关的手持器材
球棒类器材要求适当增加重量以增加击打效果,因为碳纤维材料的密度范围有限,所以可以通过增加管状结构内衬物的方式实现。而其碳纤维材料的成分选择应倾向于给其提供最大弹性和较大强度,且其强度也可以通过内衬物实现。所以,其设计过程应充分考虑碳纤维材料的弹性属性。所以,其τ值应足够大,而B'/B值应足够小[11]。
综合上述分析,球棒类器材的τ值应选择在0.20以上,B'/B值应选择在0.30~0.35 之间,具体取值,应根据实际器材功能设计需求,对其实际取值进行专门分析和仿真实验。
4.3 支撑型器材
支撑型器材应在足够轻质化的基础上,最大限度提升系统的结构强度,所以其τ值和B'/B值的选择目标,应与球棒型手持器材的选择目标相反。如果最大限度增加系统结构强度,则τ值应足够大,而B'/B值也应足够大。增大B'/B值可能抵消增大τ值获得的结构弹性,但可以使双方对结构强度的增加效果相互加强。
综合上述分析,支撑型器材的τ值应选择在0.20以上,B'/B值应选择在0.50 以上,具体取值应根据实际器材功能设计需求,对其实际取值进行专门分析和仿真实验。
4.4 体育器材碳纤维管状材料选型的数据总结
综合上述分析结果,体育器材使用的碳纤维管状材料相关参数的选型结果见表2。

表2 体育器材使用的碳纤维管状材料相关参数Table 2 Related parameters of carbon fiber tubular materials used in sports equipment
表2 中,τ值为管壁厚与管外径的比值,B'/B值为保护胶固化后厚度与碳纤维结构初始壁厚之间的比值,该二者均为无量纲数据。不同类型的器材对相关数据的选型结果有所影响,在进行具体器材设计时,该数据具有一定的参考意义,但仍需要根据具体器材的设计需求,对其他相关参数进行针对性试验以确定其他参数[12]。
5 总结
本文所述试验为实验室试验而非计算机仿真实验,其试验结果存在一定误差,但更接近体育器材用碳纤维管状结构的实测数据。通过试验分析,碳纤维管状结构的管壁厚度、保护胶层厚度等结构因子对其密度、弹性、强度等参数有直接影响,且具有显著的统计学规律,根据该规律,可以确定球拍类、球棒类手持器材和支撑型器材的管状结构特征。分析验证了碳纤维管状结构可以在上述体育器材中有较强的适应能力。后续进行针对特定体育器材的具体设计时,还需要通过对应性试验对碳纤维管状结构的具体直径、管壁厚度、保护胶层厚度进行详细设计。
猜你喜欢
玩具世界(2024年2期)2024-05-07 08:17:38
玩具世界(2023年6期)2024-01-29 12:14:28
电子乐园·上旬刊(2022年5期)2022-04-09 22:18:32
数学年刊A辑(中文版)(2021年2期)2021-07-17 08:37:52
家庭影院技术(2021年1期)2021-03-19 05:15:04
摄影之友(影像视觉)(2018年10期)2018-11-06 06:26:02
科技资讯(2016年19期)2016-11-15 10:46:23
股市动态分析(2015年33期)2015-09-10 20:44:09
股市动态分析(2015年24期)2015-09-10 16:27:48
中国教育技术装备(2015年20期)2015-03-01 02:43:59
