数控机床中心冷却压力自动调整的方法
2021-03-01 07:16:14
金属加工(冷加工) 2021年2期
河南平原光电有限公司 河南焦作 454001
1 序言
我公司多台数控加工中心设备采用发那科0iC系统,具备中心冷却功能,为深孔加工的冷却与排屑起到了很好的作用,极大提高了钻深孔的加工效率,降低刀具损耗成本。由于冷却泵的最大流量和提供的压力是固定的,当刀具的冷却孔孔径越大时,切削液的流量会相应增大,所以切削液的压力也必然会减小。此设备冷却压力靠操作人员手动调节,当采用直径相差很大的刀具时,为防止刀具因冷却孔过小而压力增大造成的冷却泵过载,以及避免深孔加工冷却孔大时,压力变小不利排屑,需要频繁地手动调节冷却泵的压力,极其不方便。因此,如何设计出一种装置,可以根据刀具直径大小自动控制切削液的压力,是需要解决的问题。
2 解决方案
通过与操作人员沟通,设置了3个直径范围,每个直径范围设定一个冷却压力值,基本可以满足加工需要。为此修改冷却回路,保证3种压力,分成3个支路,通过电磁阀控制冷却支路的开通或关闭,手动稳压阀调整压力。
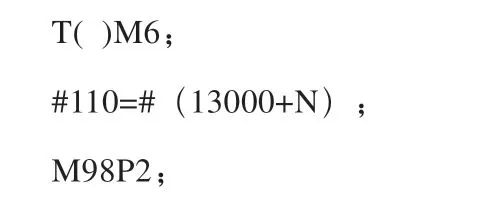
修改冷却回路,用3个电磁阀分别控制3种压力。在控制时,用原来不使用的M93、M94和M95指令分别控制3个电磁阀,根据刀具半径补偿值的大小来确定哪个电磁阀打开。在加工程序中,换刀后,把刀具半径补偿值给变量#110,也就是#110=#(13000+N),如果参数6000#3为1,则13000改为12000。其中N为刀具半径补偿号,程序格式为:
程序O0002为打开电磁阀的子程序,以刀具半径>10mm、6~10mm 和<6mm分别打开不同压力的回路:

修改PMC程序,加入M93、M94和M95指令的有关PMC指令。
图1中M93、M94和M95是为了输出3个指令的完成信号。图2是泵起动梯形图,R0251.0、R0251.1和R0251.2是保证只有在电磁阀打开下才能起动泵,防止泵损坏。图3中Y0004.5、Y0004.6和Y0004.7为PMC控制电磁减压阀的输出指令。图4中P为水泵出水压力,P4为进行调压后冷却刀具压力,3个电磁阀控制3种压力,用手动稳压阀调整压力,溢流阀是为了保证在当电磁阀或调压阀没有正常工作时,防止冷却泵憋坏。

图1 PMC程序
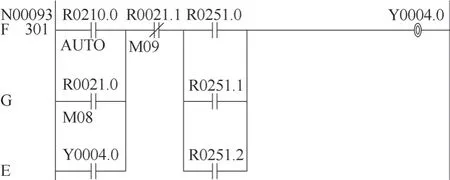
图2 泵起动梯形图
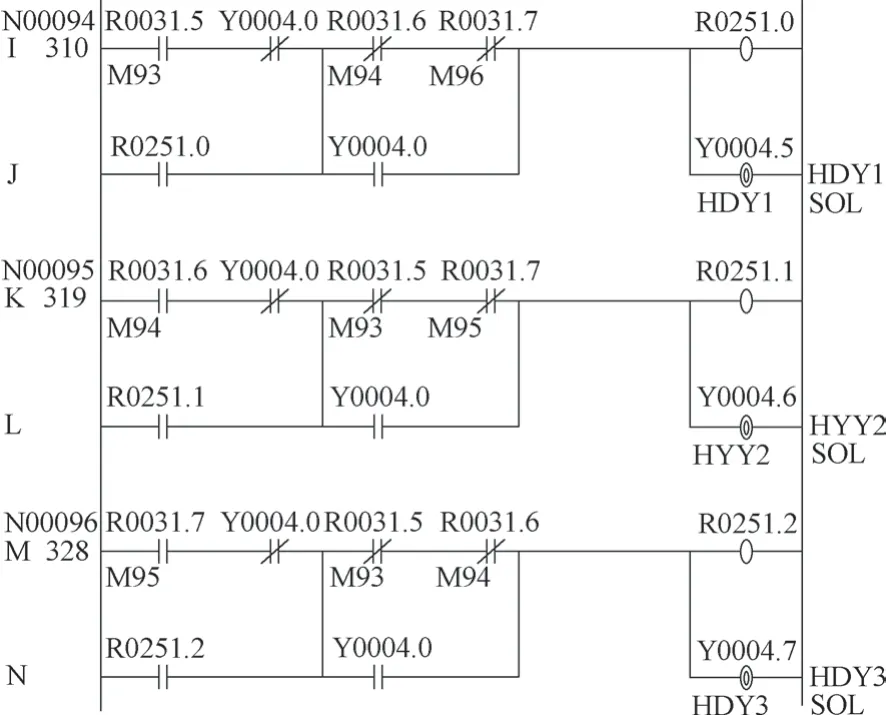
图3 PMC控制电磁减压阀的输出指令

图4 阀压力指令示意
3 结束语
经过增加自动调整冷却泵压力功能后,操作人员基本不用根据加工刀具直径的大小再反复调整切削液的压力来控制流量大小,利用宏程序功能自动调整机床切削液的压力,极大地降低了操作人员的人为干预,节约了人力成本。
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28 02:03:04
舰船科学技术(2022年10期)2022-06-17 06:26:50
仪器仪表用户(2021年10期)2021-11-27 08:25:54
哈尔滨轴承(2021年2期)2021-08-12 06:11:08
装备制造技术(2021年4期)2021-08-05 07:40:00
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
汽车与新动力(2014年5期)2014-02-27 12:10:41