组合式钢筋穿陶土砖孔饰面墙施工关键技术
2021-02-23 12:29万明礼戴连双曹良卿司永波高宝永
建筑施工 2021年11期
万明礼 戴连双 曹良卿 司永波 高宝永
中国新兴建筑工程有限责任公司 北京 100009
1 工程概况
北京航天城学校新建工程项目建筑面积80 893 m2,结构形式为框架结构,由小学楼、中学楼、综合楼、生活服务楼4个单体组成,小学楼、中学楼、综合楼为4层,高度为17.7 m,生活服务楼为5层,高度为21 m。
本工程外墙设计为装饰砖饰面墙,层间为竖向排砖,其余部位为横向排砖,装饰砖上、下错位布置,采用标准砖尺寸为240 mmh 115 mmh 53 mm(中间设置有3个直径40 mm圆孔,孔内灌注细石混凝土);通过在建筑外围护墙体施工时预留拉结筋以及在混凝土构件处植入钢筋,连接外层装饰砖。该方法外墙自重较大,砌体与结构之间拉结固定不稳固,结构安全存在隐患;并且砌筑施工量大,圆孔内灌注混凝土施工不易操作,密实度难以保证,尤其是竖向砖砌筑施工不方便,工效低。
为解决装饰砖饰面墙施工技术弊端,降低外墙自重,保证结构安全,提高工效,满足质量、安全、效益方面的需求,为建筑施工提供先进的施工技术,达到砖饰面墙施工质量可靠、安全牢固、节约成本、绿色环保的目的,对装饰砖饰面墙施工技术进行研究。
2 技术方案的研究与选择
2.1 理论分析
方案一:通过设置竖向和横向龙骨体系与混凝土结构连接,将装饰砖砌体砌筑于水平龙骨托架上,并且根据砌筑皮数设置拉结筋与结构连接固定,陶土砖孔内灌注混凝土增加砖体稳定性。
方案二:借鉴陶土板幕墙施工工艺,可以通过埋件、转接件和竖向龙骨实现陶土砖安装体系与结构固定;借鉴新型算盘的采用档、框、梁组合形成固定结构,上珠和下珠穿过档的制作原理,可以通过水平次龙骨与竖向主龙骨进行连接,水平穿孔紧固角钢、竖向穿孔钢筋焊接形成网状结构对砖体进行定位,陶土砖穿过钢筋依次进行安装;响应装配式的施工理念,层间竖向砖体可以变竖向为横向在地上预制加工,成形模块在墙上进行单元式拼装。
经现场试验,从构件组成、经济性、安全性、时间性等方面分析,因装饰砖荷载较大,为保证结构安全,避免整体变形,方案一要减小竖向龙骨和横向龙骨设计间距,造成材料浪费,并且砌筑施工工效较低,浪费人工;方案二通过龙骨骨架、穿孔钢筋实现了陶土砖与结构固定,水平穿孔紧固角钢、竖向穿孔钢筋焊接形成网状结构实现了砖体紧固;竖向砖采用预制拼装技术施工较为方便,因此选定方案二。
2.2 技术方案的研究选定
2.2.1 非标准陶土砖设计
采用230 mm长h 40 mm宽h 50 mm高非标准陶土砖,自重较轻,实现了减轻结构自重目的;在陶土砖中心设置一个垂直于砌面的定位孔,在饰面砖长度方向的定位孔两侧分别设置对称的长条形穿孔,用于穿过钢筋。
2.2.2 钢筋间距选定
陶土砖长度方向尺寸为230 mm,竖向灰缝宽度为10 mm,相邻上下2排陶土砖竖向灰缝错缝间距为120 mm,每块陶土砖穿过2根竖向钢筋,为保证钢筋骨架不易变形,钢筋间距选定为120 mm。
2.2.3 组合固定连接方法
采用膨胀螺栓将成品埋件与原结构连接固定,转接件与埋件之间焊接固定,竖向主龙骨与每层顶、底埋件点焊固定,最后与墙身混凝土上转接件满焊固定,保证竖向主龙骨与结构进行可靠连接,水平次龙骨(角钢托板)与竖向主龙骨连接,竖向钢筋与水平次龙骨穿孔焊接固定,水平穿孔紧固角钢与竖向钢筋焊接形成网状结构对砖体定位,陶土砖通过两侧设置的长条形穿孔依次穿过钢筋,实现陶土砖与结构连接固定。
2.2.4 层间竖向砖模块化加工
采用镀锌方管、镀锌角钢制作层间竖向砖模块预制加工工具,将竖向穿孔钢筋与穿孔镀锌角钢焊接形成预制竖向模块钢骨架,然后将钢骨架与加工工具固定,陶土砖通过定位孔两侧设置的长条形穿孔穿过钢筋,横向水平相互铺装以及竖向逐层穿孔安装,完成竖向砖模块加工。
2.2.5 层间竖向砖单元式拼装技术
竖向模块预制完成后,可在外立面进行拼装,竖向模块通过角钢转接件与顶、底水平次龙骨焊接固定,水平次龙骨与竖向主龙骨焊接固定,与结构墙体形成可靠连接。通过封边角钢上钢筋穿孔点将相邻竖向模块焊接固定。
2.2.6 横向砖与层间竖向砖之间嵌缝
横向砖与层间竖向砖之间采用铝板装饰线嵌缝。
2.2.7 防锈控制技术
陶土砖体形成闭合,陶土砖之间采用耐久耐候防水砂浆勾缝;焊接点涂刷防锈漆;层间竖向预制模块之间采用耐久耐候防水、防霉勾缝剂进行勾缝。
3 关键技术原理及安全性分析
竖向主龙骨通过埋件、转接件与结构进行连接,水平次龙骨(角钢托板)与竖向主龙骨连接,竖向钢筋与水平次龙骨穿孔焊接固定,水平穿孔紧固角钢与竖向钢筋形成网状结构对砖体进行定位,横向砖通过砖孔依次穿过竖向钢筋安装。层间竖向砖采用模块化预制加工,单元式拼装施工方法,竖向模块封边龙骨与水平龙骨焊接固定,相邻竖向模块之间通过封边龙骨焊接固定。横向砖与层间竖向砖之间采用装饰线嵌缝,形成整个陶土砖饰面外墙系统。
通过将主要受力点的埋件设置于结构上,作为龙骨的主要受力基座,再通过主次龙骨将砖砌体荷载传递至结构上,龙骨主要起到承托陶土砖体及分散受力的作用,水平穿孔紧固角钢与竖向钢筋形成网状结构定位固定砖体,使陶土砖体与龙骨骨架、网状结构形成一体,将荷载分散传递至建筑结构,保证结构体系安全稳固[1-2]。
该技术具有以下核心技术要点:
1)变更标准砖尺寸,创新采用230 mmh 40 mmh 50 mm非标准三孔陶土砖,降低外饰面墙自重,保证结构安全。
2)改变传统通过拉结筋连接内层墙体与外层装饰砖的施工方法;创新采用钢筋穿陶土砖孔安装,水平穿孔紧固角钢与竖向钢筋形成网状结构定位加固砖体技术。
3)借鉴幕墙安装工艺原理,主次龙骨通过埋件与结构连接,竖向钢筋与水平次龙骨穿孔焊接固定,陶土砖体与龙骨骨架、网状结构形成一体,通过结构挑檐与水平次龙骨实现逐层卸荷,荷载传递清晰、合理,体系稳固。
4)层间竖向砖采用模块化预制加工,单元式拼装方法,施工方便,绿色环保。
建立组合式钢筋穿陶土砖饰面墙系统有限元模型,模型主要分为5个部分,即:混凝土梁结构;混凝土梁内部主筋及箍筋体系;与结构连接主龙骨及次龙骨体系;结构墙体;外挂陶土砖体系。具体如图1所示。
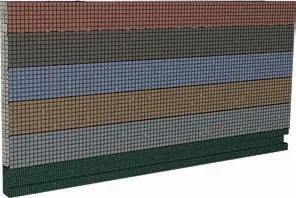
图1 组合式钢筋穿陶土砖饰面墙系统结构
外墙整体荷载为12 kN/m,计算模型每跨9 m,共计算3跨,因此梁上部总荷载为324 000 N,模型还受到重力作用,重力加速度设置为9.8 N·m/s2。
从3跨结构的整体Mises应力云图(图2)中可以看出,Mises应力最大值为22.5 MPa,出现在左起第5根钢筋底部处,远小于钢筋360 MPa的屈服强度,结构安全。

图2 结构Mises应力云图
从结构的等效塑性应变云图(图3)中可以看出,等效塑性应变云图数值都为0,表明钢筋没有发生屈服,混凝土没有达到极限强度,结构安全。

图3 结构等效塑性应变云图
从结构的位移云图(图4)中可以看出,位移主要集中于混凝土梁的每跨中部,最大位移为0.42 mm,在允许挠度范围内。

图4 结构位移云图
4 施工操作要点
4.1 外墙砖排版设计
根据外墙立面尺寸、构造、砖块模数,以阳角基线为准向两侧排砖,进行整体排版设计,大墙面为横向排砖,层间为竖向排砖,陶土砖上、下之间错位布置。在细部排版过程中考虑洞口大小的制约,层间竖向部位砖体排版应对不同尺寸单元模块进行编号;非整砖部位在满足最小灰缝宽度的前提下,可以将其中一个方向的灰缝适当进行调整,达到整齐效果。
4.2 基层处理、定位放线
结构验收完成后,将外墙基层上残留的砂浆、灰尘、污垢、油渍等用砂轮机、钢刷打磨清除干净,在外墙挑檐及墙身混凝土上放出埋件安装控制线。
4.3 大面墙体横向砖安装施工
4.3.1 埋件及转接件安装
埋件为成品镀锌钢板(200 mmh 300 mmh 8 mm),间距为1 100 mm,转接件为镀锌直角形钢板(75 mmh 60 mmh 8 mm);在内层围护结构砌筑施工阶段,通过策划,提前布置构造柱和水平系梁;采用膨胀螺栓(M12 mmh 120 mm)与结构连接固定;转接件与埋件之间焊接固定,焊接点涂刷防锈漆。
4.3.2 竖向主龙骨安装
竖向主龙骨为镀锌方管(120 mmh 60 mmh 8 mm)。先将竖向主龙骨与每层顶、底埋件点焊固定,待吊线校核垂直后满焊固定,最后与墙身混凝土上转接件满焊固定,焊接点涂刷防锈漆。竖向主龙骨间距为1 100 mm(图5)。

图5 竖向主龙骨安装
4.3.3 外墙保温施工
竖向主龙骨安装完成后采用黏结砂浆黏结保温板,保温板用锚栓与结构固定。
4.3.4 底层水平次龙骨安装
底层水平次龙骨为镀锌角钢(75 mmh 60 mmh 8 mm),起横向托板作用。弹出底层水平安装水平控制线,根据所弹控制线将底层水平次龙骨与竖向主龙骨焊接固定,焊接点涂刷防锈漆。
4.3.5 竖向穿孔钢筋安装
在底层水平次龙骨上测量定位竖向穿孔钢筋(φ8 mm)的安装位置,钢筋间距为陶土砖孔的中心间距,将竖向穿孔钢筋与底层水平次龙骨焊接固定,焊接点涂刷防锈漆(图6)。

图6 竖向穿孔钢筋安装
4.3.6 陶土砖安装
竖向钢筋焊接完成后,陶土砖通过定位孔两侧设置的长条形孔穿过钢筋,横向水平错缝砌筑安装、竖向逐层穿孔安装,竖向钢筋采用焊接方式接长。
陶土砖安装时铺浆长度不得大于3块砖长度,随安装随拉线控制水平灰缝厚度,安装时以陶土砖长条形穿孔中砂浆饱满溢出为止,保证砂浆挤压密实。竖向灰缝宽度通过陶土砖中间圆形定位孔间距进行控制。砖体之间确保砂浆饱满,采用耐候耐久防水砂浆勾缝处理。
横向陶土砖安装施工时,每安装600 mm高砖体,安装一道水平穿孔紧固角钢(30 mmh 30 mmh 4 mm镀锌角钢),与竖向钢筋形成网状结构定位加固砖体,并且每800 mm高安装一道水平次龙骨(镀锌通长角钢托板)与竖向主龙骨焊接固定。水平次龙骨和水平紧固角钢孔距为竖向钢筋间距。待陶土砖安装至横向砖与层间竖向砖间装饰线部位时,焊接固定顶层水平次龙骨,切除顶层水平次龙骨上部钢筋,将钢筋与次龙骨焊接固定,横向砖安装完成(图7)。

图7 横向砖安装
4.4 层间转换竖向砖安装施工
4.4.1 预制加工工具制作
采用镀锌方管、镀锌角钢制作层间竖向砖模块预制加工工具,在竖向方管立柱上刻制出每一层陶土砖灰缝刻度线,以此来保证竖向模块加工尺寸以及灰缝厚度。2个立柱之间的距离为模块长度L,顶层刻度线与底座之间的距离为模块高度H。
4.4.2 预制竖向模块钢骨架与加工工具固定
将竖向穿孔钢筋与穿孔镀锌角钢焊接形成预制竖向模块钢骨架,然后将钢骨架与加工工具固定(图8)。
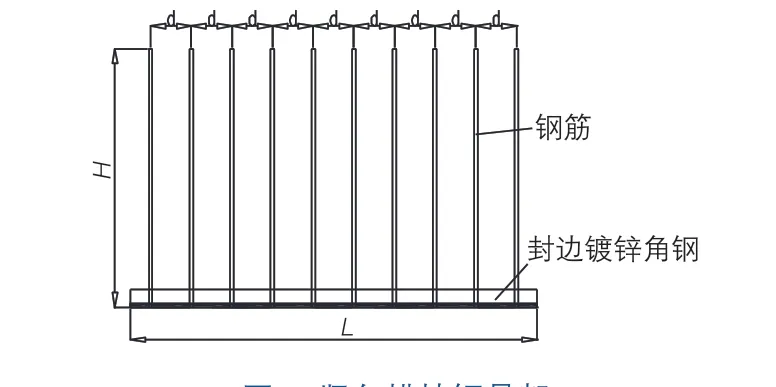
图8 竖向模块钢骨架
4.4.3 陶土砖安装,形成预制模块
竖向变横向在地上预制加工,陶土砖通过定位孔穿过钢筋砌筑安装,安装方式同横向砖安装方式。
陶土砖安装至层间高度时,安装上部封边穿孔角钢,将竖向砖预制模块与加工工具分离,待砂浆达到一定强度后,切除外露竖向钢筋,将竖向钢筋与穿孔角钢焊接固定(图9)。

图9 预制竖向模块
4.4.4 单元式拼装
竖向模块预制完成后,在外立面进行拼装。竖向模块通过角钢转接件与顶、底水平次龙骨焊接固定。先点焊模块底部角钢(30 mmh 30 mmh 4 mm),对相邻竖向模块顺直度、垂直度、平整度进行调整,确保其在同一个水平面上,调整完毕后将顶部及底部满焊固定。相邻竖向模块间焊接固定,焊接点为封边角钢上钢筋穿孔点(图10)。

图10 竖向模块拼装
4.5 装饰线安装
装饰线横向设置于横向砖与层间竖向砖之间,将铝板装饰线与竖向模块封边龙骨、水平次龙骨连接固定。
4.6 打胶勾缝及清理
横向砖与竖向砖装饰线处采用耐久耐候密封胶密封,竖向模块之间以及砖体之间选用耐久耐候防水、防霉勾缝剂进行勾缝,整体墙面施工完成后,进行面层清洗。
5 结语
砌块作为外墙的装饰材料被广泛采用,逐渐从承重作用已经转变为饰面作用。通过采用钢筋穿陶土砖孔砌筑,竖向砖模块化预制、单元式拼装施工方法,解决了传统装饰砖饰面墙自重大、施工工效低的问题,达到与结构连接牢固的效果,既满足了业主对工期和质量的需求,也满足行业对新技术的需求,该技术质量可靠、安全环保、工效高、综合效益显著,具有广阔的推广应用前景。
猜你喜欢
玩具世界(2022年6期)2022-03-21
环球时报(2021-04-23)2021-04-23
中国建筑金属结构(2019年4期)2019-05-15
作文小学中年级(2019年1期)2019-01-10
铁道通信信号(2018年8期)2018-11-10
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
工程建设与设计(2016年1期)2016-02-27
中国科技纵横(2014年21期)2014-12-12
中国中医药现代远程教育(2014年20期)2014-03-01
中医研究(2013年10期)2013-03-11