
九江城门山铜矿尾矿综合回收利用试验研究
2021-02-10 03:06:30朱秋飞
铜业工程 2021年6期
朱秋飞,周 坤
(江西铜业集团有限公司 城门山铜矿,江西 九江 332000)
1 引言
城门山铜矿是一座以铜、硫为主,共生钼、铁、锌,伴生金、银和稀散元素的大型多金属矿[1],城门山铜矿目前有两座选厂,总处理能力约8800t/d(约290万t/a),年产尾矿共计约250万t。就城门山铜矿现有的生产工艺流程,大量的硫金属量因流程较短,浮选时间不足,损失到尾矿中[2],尾矿中硫品位可达2%~3%。对矿体取样分析,在未来5年内原矿含硫品位仍会有所增长,会导致更多的有价矿物不能够被提取而损失,因此,需将尾矿资源进行回收利用。其次,若保持该尾矿排放量,矿山现有的刘家沟尾矿库库容使用年限仅余1~2年,而矿山毗邻赛城湖区,周边地形不太适合建设大容量的尾矿库,城门山铜矿的尾矿排放成为影响城门山铜矿后续生产及发展的一个重大因素,解决尾矿排放问题迫在眉睫。
根据政策及国家环保要求,为了降低长江流域矿山企业对环境的污染[3],江西铜业集团有限公司开展本次试验研究,为城门山尾矿综合利用工作提供依据。且江西铜业集团有限公司与江西省建材集团公司和江西省建筑材料工业科学研究设计院共同合作开展了尾矿在建筑工业化中的综合利用项目开发与研究,在从尾矿中尽可能的回收硫金属量的同时解决最终尾矿排放问题,将尾矿用于满足九江、南昌及周边地区正常生产年份的建筑材料生产原料[4]供应。
2 尾矿矿石特性分析
根据对尾矿调查得知,城门山铜矿尾矿密度为2.8t/m3,尾矿重量浓度为19.97%,细度为-0.074 mm占61%,矿浆密度为1.22 t/m3。尾矿中金属矿物有黄铁矿、黄铜矿、蓝辉铜矿、铜蓝、闪锌矿等,脉石矿物有石英、长石、云母以及石榴子石等[5],其中,黄铁矿的矿物相对含量约为5%,以黄铜矿为主的铜矿物含量合计约为1%,其他金属矿物的含量较少,脉石矿物的含量约为94%。尾矿化学多组分分析结果见表1。
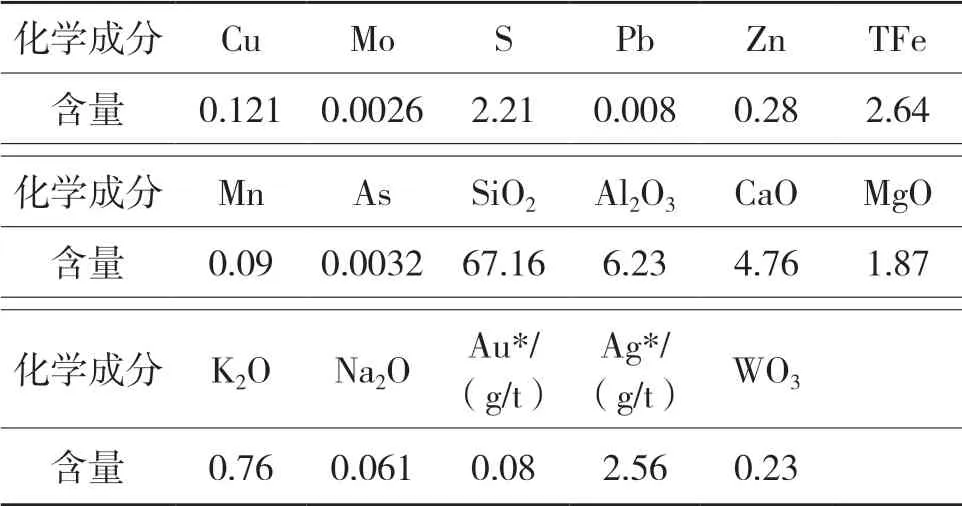
表1 尾矿多组分化学分析结果 %
尾矿粒度筛析结果见表2。
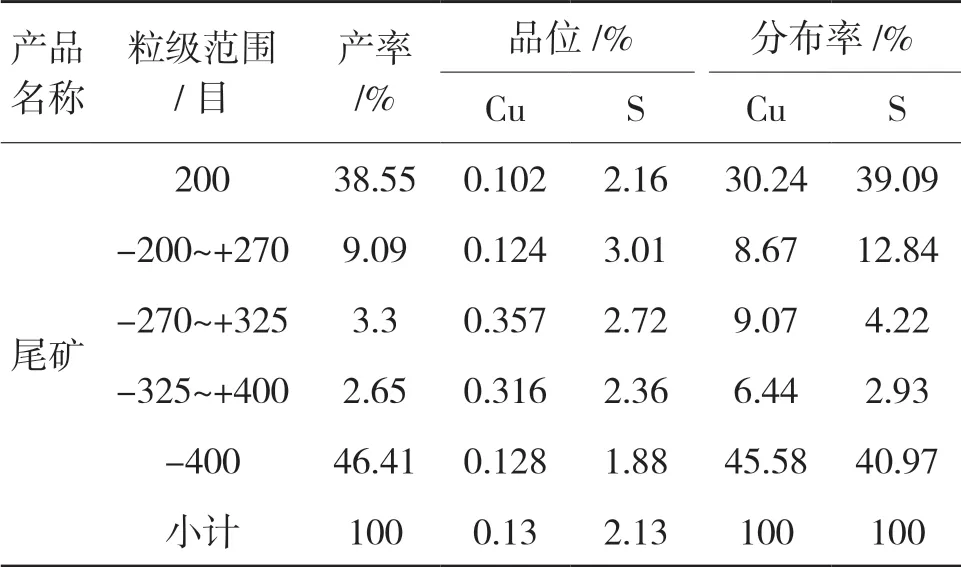
表2 尾矿粒度筛析结果
粒度筛析结果表明,尾矿中的S矿物主要分布在+200目与-400目两粒级中。
尾矿沉降试验结果见表3。
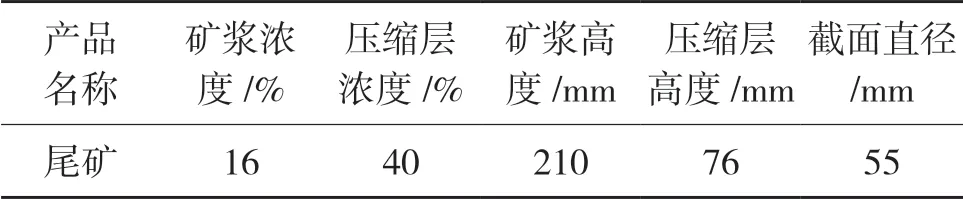
表3 尾矿沉降试验结果
沉降试验结果表明,虽然尾矿中细粒级含量较高,但是浓密至35%左右的浮选所需浓度的沉降性能较好。
3 试验研究
城门山选矿厂现有的选矿工艺流程为优先浮选流程,选铜尾矿经脱泥旋流器分级后,沉砂作为选硫作业入选原矿,旋流器溢流与选硫尾矿合并为总尾矿。由于,只需要将最终尾矿含硫降至0.5%以下,同时尽可能获得合格的硫精矿产品,因此主要针对选矿工艺流程和工艺条件开展研究工作。
3.1 一粗一扫开路浮选试验流程
选厂总尾矿取样机取尾矿试验样,浓度为17.5%,浓缩至25.0%浓度入选,添加硫酸调节pH值为10.5左右,黄药用量为50g/t,起泡剂用量为15g/t,进行了“一粗一扫”开路浮选试验。试验流程见图1,试验结果见表4。从表中试验结果可看出,浓度为25.0%的总尾矿当作原矿入选,经一粗一扫开路浮选流程,可使最终尾矿含硫降低至0.5%以下。
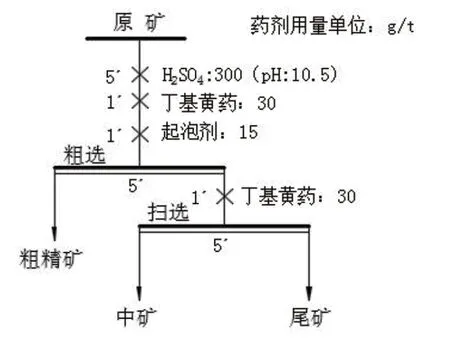
图1 一粗一扫开路浮选试验流程
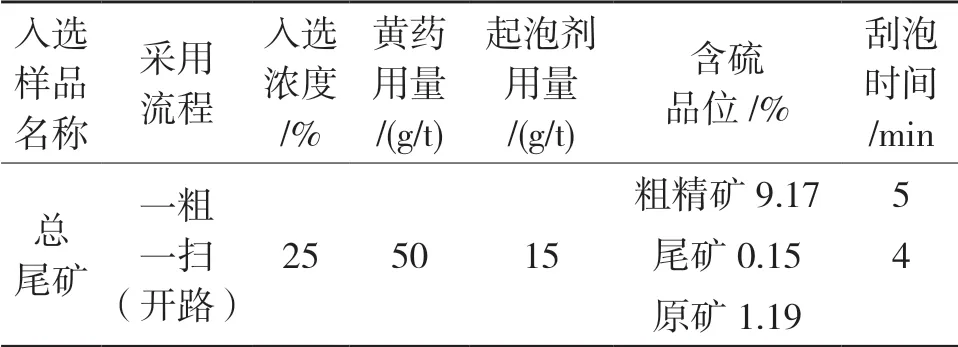
表4 一粗一扫开路浮选试验结果
3.2 一粗一扫两精闭路浮选试验流程
在一粗一扫开路浮选试验结果基础上,取总尾矿样浓缩至28.0%浓度入选,添加硫酸调节pH值为10.5左右,适当增加黄药用量至70g/t,起泡剂用量为20g/t,进行了“一粗一扫两精”闭路浮选试验。试验流程见图2,试验结果见表5。从表中试验结果可看出,浓度为28.0%的总尾矿当作原矿入选,经一粗一扫两精闭路浮选流程,可使最终尾矿含硫降低至0.5%以下,但未得到合格的标硫精矿产品。
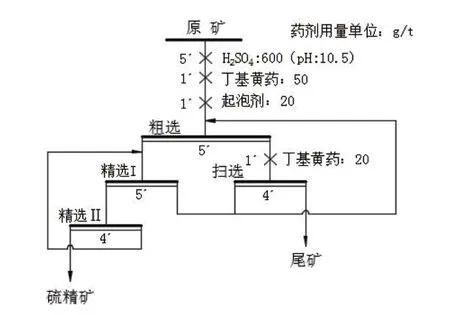
图2 一粗一扫两精闭路浮选试验流程
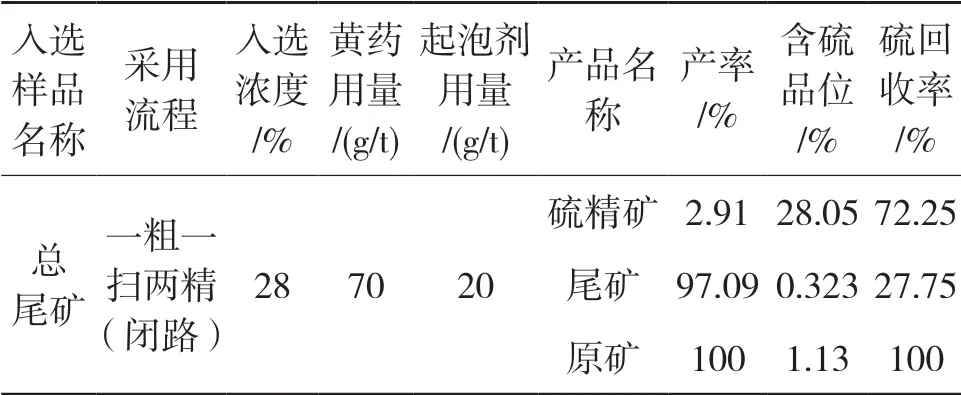
表5 一粗一扫两精闭路浮选试验结果
3.3 一粗两扫三精闭路浮选试验流程
在一粗一扫两精闭路浮选试验结果基础上,取总尾矿样浓缩至31.0%浓度,调节pH值为10.5左右,适当增加黄药用量至80g/t,起泡剂用量为20g/t,进行了“一粗两扫三精”闭路浮选试验。试验流程见图3,试验结果见表6。从表中试验结果可看出,浓度为31.0%的总尾矿当作原矿入选,经一粗两扫三精闭路浮选流程,使最终尾矿含硫降低至0.5%以下的同时,可得到合格的标硫精矿产品。
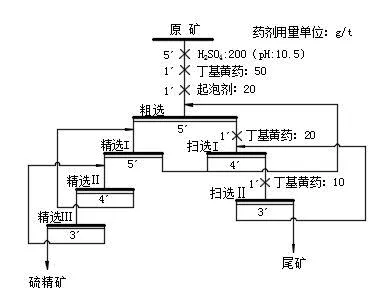
图3 一粗两扫三精闭路浮选试验流程
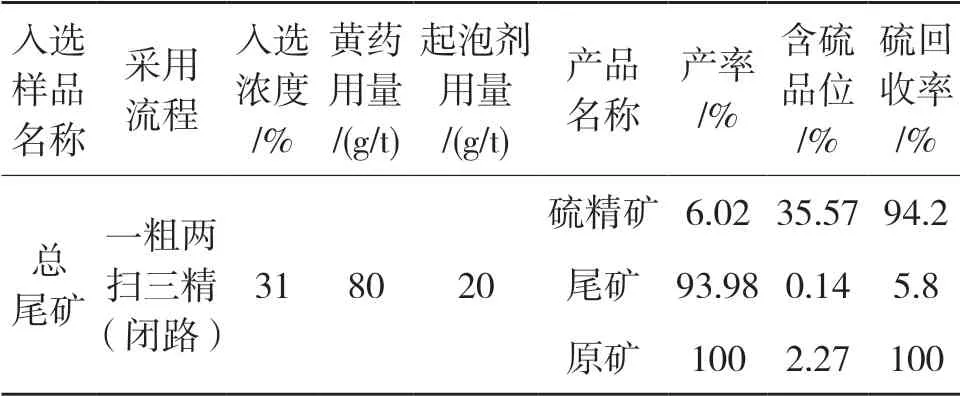
表6 一粗两扫三精闭路浮选试验结果
4 结语
(1)由于总尾矿浓度较低,需先经浓缩提高浓度后再进浮选作业,从表3沉降试验结果,可知总尾矿虽细粒级较多但是浓密至35%左右的浮选所需浓度的沉降性能较好;
(2)从以上3次试验可看出,城门山铜矿总尾矿含硫品位存在波动性,但综合生产班样结果看,各月累计总尾矿含硫品位在2.2%左右。试验3.3所取入选矿样有代表性,经实验室“一粗两扫三精”闭路试验取得硫精矿含硫35.57%,选硫回收率94.20%,最终尾矿含硫0.14%;
(3)参照现有的选硫工艺流程,结合实验室闭路浮选试验结果,选定城门山铜矿尾矿降硫系统工艺流程为:现场总尾矿经浓缩提高浓度,进至加酸搅拌槽调节入选矿浆pH值,再进加药搅拌槽与药剂充分接触后,进至“一粗两扫三精”闭路浮选流程,可得到低硫品位尾矿(0.5%以下)及合格的标硫精矿(35.0%以上)产品[6]。药剂单耗:黄药单耗为80g/t,起泡剂单耗20g/t。
猜你喜欢
——高中地理二轮复习策略
教学考试(高考地理)(2023年2期)2023-04-18 12:38:44
当代水产(2022年8期)2022-09-20 06:45:00
选煤技术(2022年3期)2022-08-20 08:38:56
大电机技术(2021年5期)2021-11-04 08:58:32
中国石油石化(2021年16期)2021-10-14 08:59:18
中国交通信息化(2019年3期)2019-06-18 11:07:48
中国钼业(2018年4期)2018-08-24 09:16:52
幼儿100(2017年10期)2017-05-04 04:15:03
小主人报(2016年17期)2016-02-28 20:50:48
林业与生态(2016年2期)2016-02-27 14:24:01
