中空玻璃检验中常见不合格项目及其影响
2021-02-06 09:05:24贾立丹
玻璃 2021年2期
贾立丹
(秦皇岛玻璃工业研究设计院有限公司 秦皇岛 066004)
0 引言
中空玻璃是由两片或多片玻璃以有效支撑均匀隔开并周边粘接密封,使玻璃层间形成有干燥气体空间的玻璃制品。中空玻璃按形状可分为平面中空玻璃和曲面中空玻璃;按中空腔内气体可分为普通中空玻璃和充气中空玻璃(氪气、氩气等)。
中空玻璃的结构如图1所示。

图1 中空玻璃结构示意图
中空玻璃是一个复杂的系统,原材料种类数量多且生产工艺繁杂,为了生产一块合格的中空玻璃,不仅要有质量过硬的原辅材料,而且需要每道工序之间的自检和互检,生产过程中环境控制是否符合要求、员工操作是否符合规程的要求等方面也要有严格的管理。通过对中空玻璃不合格项目进行分析,造成不合格项目出现的原因多数与原辅材料质量不过关、设备操作不熟练及未按规程进行操作等方面的因素有关。
1 现行中空玻璃标准主要指标要求
中空玻璃现行标准是GB/T 11944—2012《中空玻璃》。该标准对中空玻璃所用材料及中空玻璃尺寸偏差、外观质量、露点、耐紫外线辐照性能、水气密封耐久性能、初始气体含量和气体密封耐久性能和U值提出了要求。
1.1 原材料
中空玻璃标准要求中空玻璃所用的材料,如玻璃、边部密封材料、间隔材料、干燥剂应符合相应标准要求。
1.2 尺寸偏差
中空玻璃的长度及宽度允许偏差见表1,厚度允许偏差见表2,平面中空玻璃的允许叠差应符合表3的规定。

表1 长(宽)度允许偏差 单位:mm
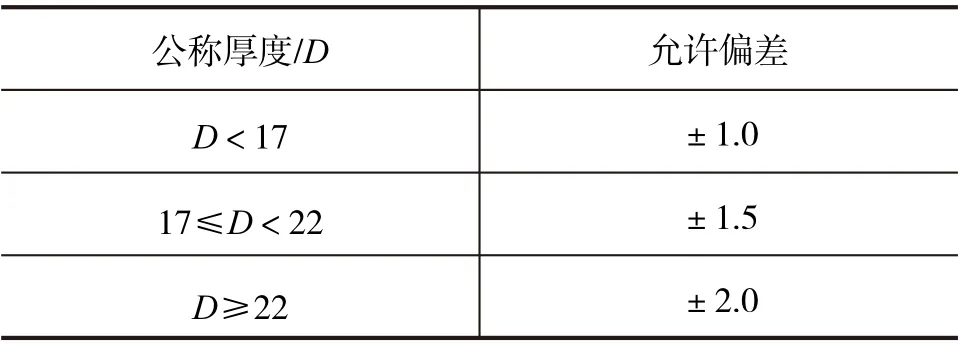
表2 厚度允许偏差 单位:mm
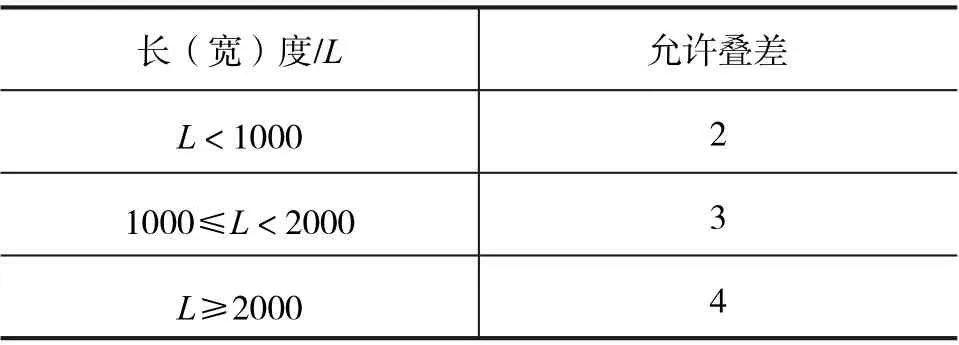
表3 允许叠差 单位:mm
中空玻璃外道密封胶宽度应≥5 mm;复合密封胶条的胶层宽度为8 mm±2 mm;内道丁基胶层宽度应≥3 mm。
1.3 中空玻璃外观质量
中空玻璃的外观质量应符合以下要求:
(1)边部密封:内道密封胶应均匀连续,外道密封胶应均匀整齐,与玻璃充分粘结,且不超出玻璃边缘。
(2)玻璃:宽度≤0.2 mm、长度≤30 mm的划伤允许4条/m2, 0.2 mm<宽度≤1 mm、长度≤50 mm划伤允许1条/m2;其它缺陷应符合相应玻璃标准要求。
(3)间隔材料:无扭曲,表面平整光洁;表面无污痕、斑点及片状氧化现象。
(4)中空腔:无异物。
(5)玻璃内表面:无妨碍透视的污迹和密封胶流淌。
1.4 露点
中空玻璃的露点应<-40 ℃。
1.5 水气密封耐久性
用水分渗透指数(I值)定量衡量水气密封耐久性,要求水分渗透指数I≤0.25,平均值Iav≤0.20。
1.6 充气中空玻璃气体含量
充气中空玻璃的初始气体含量应≥85%(v/v)。
充气中空玻璃经气体密封耐久性能试验后的气体含量应≥80%(v/v)。
2 常见不合格原因
2.1 胶层宽度不符合要求
胶层宽度不符合要求的原因有:打胶机没有按时进行维护保养或管路堵塞,打胶速度和出胶量不稳定,在打胶的过程中有短胶的现象;操作人员未严格按照操作规程进行操作,未对间隔条折弯部位进行修整;对间隔条折弯机操作不熟练,使间隔条折弯部位凸起严重;生产企业对中空玻璃生产工艺不了解或者质量意识薄弱,不了解胶层厚度不够对产品质量的影响;生产企业为了节约成本而减少用胶量,使中空玻璃密封胶的宽度未能达到标准要求。
内道密封胶的宽度检验项目,部分企业出厂检测没有问题,但第三方权威机构检测不合格,其原因可能是企业出厂检测时没有在最窄处测量,内道密封胶的宽度应在丁基胶最窄处测量,外道密封胶的宽度在内道密封胶与外道密封胶交界处至外道密封胶外边缘最窄处测量。
2.2 内道密封胶不均匀连续
丁基胶涂布机加热温度没有达到打胶温度、丁基胶涂布机出胶不均匀、不连续、操作工涂布操作不熟练等原因有可能产生内道密封胶不均匀连续,其外观如图2所示。

图2 内道密封胶不均匀连续
2.3 密封胶流淌现象
当中空玻璃选用的硅酮胶里含有白油,白油会与丁基胶发生反应而使其融化,出现密封胶流淌现象,外观如图3所示。

图3 密封胶流淌
2.4 间隔条内干燥剂粉尘量不合格
当中空玻璃间隔条内干燥剂粉尘量不合格时,会掉粉导致玻璃内表面有污迹,影响中空玻璃质量和外观,如图4所示。

图4 玻璃内表面污迹、腔内异物
2.5 露点不合格
在露点温度时,凝结的水飘浮在空中称为雾、而沾在固体表面上时则称为露。露点越低,表明中空腔内空气越干燥。标准中要求中空玻璃的露点应小于-40 ℃。露点不合格现象如图5所示。
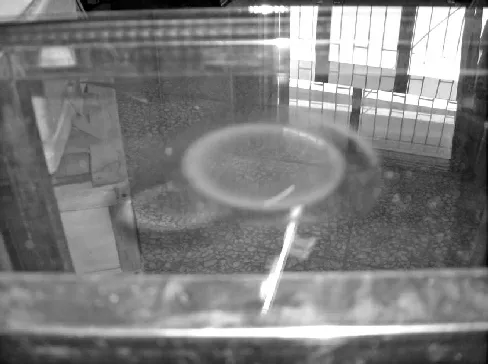
图5 露点不合格现象
露点项目检验不合格,可能有以下原因:
①干燥剂质量原因。干燥剂水分吸附能力不足,不能吸附过多的水分,当中空腔内水汽含量高时,干燥剂吸附饱和后,中空腔内仍有多余的水汽。
②人员原因。设置干燥剂灌装机灌装时间未充分考虑静电原因,当企业选择的干燥剂粒径较小时,在灌装过程中干燥剂会被产生的静电吸附在管道内壁,导致灌装到间隔条内干燥剂少于规定值,致使干燥剂水分吸附能力不足。未定期清理灌装机,而使管道阻塞,在设定的时间内,灌装到间隔条内的干燥剂少于规定值致使干燥剂水分吸附能力不足。
③环境原因。干燥剂灌装环境相对湿度控制不严,导致环境相对湿度过高,干燥剂在合片之前已吸附饱和不能起作用。
④管理原因。开封后的干燥剂,在灌装完毕之后未密闭保存,致使干燥剂剩余吸附能力下降;干燥剂在开封后,未在规定时间内灌装完毕。
⑤间隔条质量原因。间隔条上气孔的气体通透能力不够。如果间隔条上气孔不通透,意味着中空腔内多余的水汽不会通过气孔被干燥剂吸附。
2.6 水气密封耐久性项目不合格
水气密封耐久性项目检测不合格,可能会有以下原因:
①原材料。弹性密封胶老化,性能不满足要求。在水气密封耐久性试验过程中,由于过度的拉伸和压缩,密封胶失去了弹性收缩功能,使过多的水气通过中空玻璃边部进入腔内;在所有的弹性密封胶中硅酮胶使用量最大,在使用硅酮密封胶作为外道密封胶时,由于硅酮胶中混入了硅油,在试验过程中硅油可能渗出导致外道胶或内道胶粘接性能下降。
②工艺、设备方面。正确的打胶温度一般为10~35 ℃为宜,打胶时应满足胶层厚度,未严格按照密封胶厂家规定的重量比或体积比设置混合比例,影响了密封胶的适用期及固化时间。
③人员方面。在打外道胶之前操作人员未进行“蝴蝶”试验,使用了混合不均匀的外道密封胶。在未完全固化移动中空玻璃时而产生位移。操作人员未按规定操作,使外道密封胶和内道密封胶的打胶宽度不满足要求。原片玻璃未清洗干净或间隔条上粘有灰尘,使间隔条、原片玻璃与内道密封胶粘接不牢固。未按要求对购买的外道密封胶和内道密封胶进行进厂检验,使不合格的密封胶进入到生产流程。
3 不合格项目的影响
间隔条、干燥剂、密封胶(或复合型材料)与玻璃形成了中空玻璃的边部密封系统。边部密封系统的质量决定了中空玻璃的使用寿命。中空玻璃腔体内有目视可见的水汽产生,即为中空玻璃失效。失效后即为中空玻璃使用寿命的终止。
中空玻璃的密封性能和结构的稳定性能是靠弹性密封胶来实现的,弹性密封胶也叫第二道密封胶,二道密封胶把玻璃和间隔条粘结成一个刚性但仍有柔性的系统,并将外来施加的荷载由外玻璃板传递到中空玻璃的内玻璃板上。在中空玻璃密封系统中密封胶任何组合的不良粘结,都会对中空玻璃的功能产生不利影响,严重时甚至失效。
丁基胶是中空玻璃的内道密封胶,也叫第一道密封胶,在所有中空玻璃密封材料中,丁基胶水分渗透指数最低,只有弹性密封胶的1/15~1/20,是隔绝外界水汽进入中空玻璃腔内的重要屏障,丁基胶宽度不合格或有断口,水汽会通过断口的位置快速进入中空腔内,直接导致中空玻璃失效。
中空玻璃露点和水气密封耐久性不合格,意味着中空玻璃失效,需要拆除重新更换新玻璃,节能玻璃不仅没有节能,反而增加了资源的浪费,增高企业成本,如果中空玻璃作为幕墙来使用,增加了外片玻璃脱落的风险。
4 结语
中空玻璃是由多种材料复合而成的一个整体,因中空腔内密封了干燥的气体,降低了传热系数。为了保持中空腔内气体持续的干燥,边部的密封系统起到了至关重要的作用,多数中空玻璃所有的不合格项目都与边部密封系统有关。通过对中空玻璃出现的不合格项目进行分析,找到导致不合格项目出现的原因,并在生产过程中加以避免,为稳定生产中空玻璃提供保证。
猜你喜欢
玻璃(2024年2期)2024-02-29 05:43:38
上海建材(2020年5期)2020-12-15 00:33:26
中国制笔(2018年2期)2018-08-02 02:07:00
中学生数理化·八年级物理人教版(2018年3期)2018-05-31 08:52:52
中国建筑防水·悦居(2016年8期)2016-10-21 10:06:30
天津科技(2016年6期)2016-06-28 16:08:30
大灰狼(2016年2期)2016-03-03 11:11:23
大灰狼(2016年2期)2016-03-03 11:10:03
幼儿画刊(2016年7期)2016-02-28 21:00:48
橡胶工业(2015年8期)2015-02-23 23:41:15