双层纬剪花纱布的织造工艺
2021-01-28 10:40张俏俏王春霞宋孝浜陆振乾王成军
轻纺工业与技术 2021年1期
张俏俏,季 萍,王春霞,宋孝浜,陆振乾、王成军
(1.盐城工学院 纺织服装学院,江苏 盐城 224051;2.江苏悦达纺织集团有限公司,江苏 盐城 224000)
剪花纱布是一款新型的面料,是通过将剪花组织与双层纱布相结合形成的织物,剪花组织属于大提花组织,它是在提花组织的基础上,改变一些经纬组织点,在形成花纹另一面的纱线不参与织造的,形成一定的经向或是纬向较长的浮长线,织物下机后将浮长线进行剪花处理。形成的织物效果与绣花类似,但是织物更加平整,花纹更加清晰,可用于家用纺织品[1-2]。为此本研究设计一种纬剪花双层纱布产品,其织物规格为 282cm JC14.6tex×(JC14.6tex+JC14.6tex×2)×424根/10cm×(382+63)根/10cm色织剪花大提花,探讨其织造工艺。
1 产品设计
1.1 规格设计
织物组织分为地组织和花组织,地组织为下接上双层组织,其表里组织均为平纹,花组织为五枚三飞加强纬缎。经纬纱皆为纯棉精梳纱,表里经纱线号数为14.6 tex,表里纬纱线号数为14.6 tex和14.6×2 tex。表里经纱Z捻单纱,94捻/10cm,表纬纱为Z捻单纱,89捻/10cm;里纬S捻股线,90捻/10cm。表里经纱密度之和425根/10cm,表里纬纱密度之和382根/10cm,花组织的纬纱密度为63根/10cm。织物幅宽282 cm。
1.2 组织设计
设计的剪花双层纱布外观如图1所示。对剪花纱布进行分区分色,粉色的为地组织1,白色跳芭蕾舞的小女孩为花组织2,对于花组织还有一个紫色的包边组织3。剪花纱布的分区与组织见表1。

图1 剪花纱布花型及其分区分色

表1 剪花纱布的分区及组织
织物地组织图在纬纱方向展开来的,表纬和里纬展开,表经和里经不展开,地组织的表组织如图2所示,包含表纬和表经与里经,其基础组织是平纹组织,然后添加了一些接结点[3]。

图2 地组织的表组织
地组织的里组织如图3所示,经拆分后仅含有表经、里经和里纬,其基础组织也是平纹组织,里经上有接结点与表纬相接结,属于下接上的接结方式[3]。
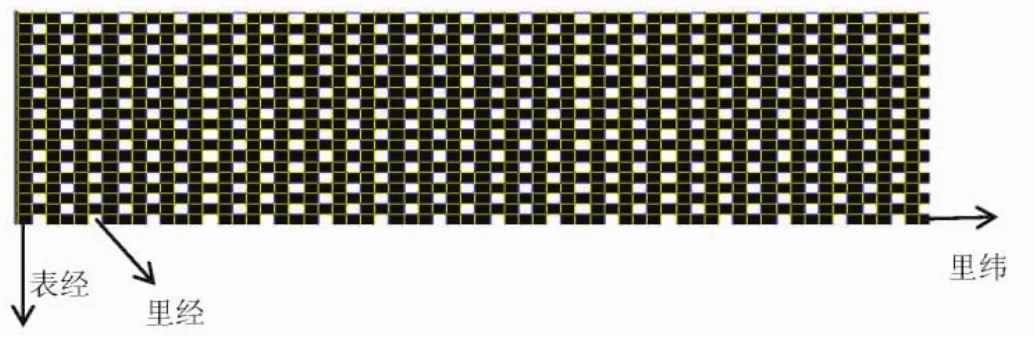
图3 剪花纱布地组织反面
剪花纱布的花组织分为剪花组织和包边组织,剪花组织是在双层的地组织上面叠加上剪花组织(如图4)和包边组织(如图5),为了更加清晰地看出组织,将每部分分开来,最后的纹样在纹板图上进行体现。

图4 剪花纱布花组织

图5 剪花纱布花组织包边
1.3 原料选配
剪花纱布用纱通常选用机织、环锭、色布、细特、捻线和精梳棉等纱。各种纱所用纤维原料的要求见表2,综合考虑,该剪花纱布选择品级稍好、强力较高、成熟度适中、纤维较长、棉结杂质较少、条干均匀度好、短绒少的原棉。

表2 剪花纱布用纱的纤维原料要求
2 织造工艺设计
2.1 织造工艺流程及机器选配
剪花纱布的经纱为短纤维纱,需要进行上浆处理。纱线颜色较少,进行分批整经。织造工艺流程如下,织造机器选配见表3。


表3 织造机器选配
2.2 络筒工艺设计
根据剪花纱布用纱的纤维要求(表2)和络筒工艺参数要求(表4),络筒速度偏快选择,络筒张力稍大选择,清纱器选择可以自动感应的电子清纱器[4]。
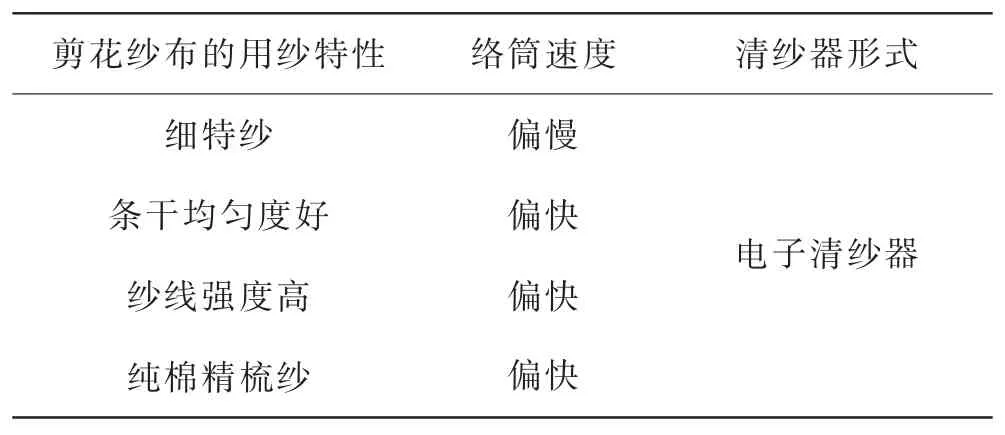
表4 剪花纱布用纱的络筒工艺参数要求
2.3 整经工艺设计
剪花纱布颜色较单一,选用分批整经,生产效率高,经轴质量好。剪花纱布对于面料质量要求高,纯棉细特纱的整经速度应适中选择,防止张力不匀,选择16个整经轴,可以保证不超过筒子架最大容量,大部分的整经轴选择752根,两端的整经轴选择751根[5]。
2.4 浆纱工艺设计
2.4.1 调浆工艺设计
剪花纱布的经纱原料是棉纤维,选用完全醇解PVA,它含有羟基基团,与棉纤维的羟基相似相容,上浆性能好。CD-DF333是上浆用的多功能粘着剂,CDDF333对浆料有良好的粘着力,浆膜有弹性、耐磨,织造时开口清晰。用酯化淀粉调成的浆液上浆容易,有利于形成更好的上浆效果;丙烯酸ADC,可以拥有更好的亲水性,浆料粘附性好,形成的浆膜弹性好,上浆效果好。浆料中加入蜡片,可以改善纱线对浆料的吸收,使浆纱更柔软。加入抗静电剂是为了防止纱线产生毛羽,加入防腐剂,为了防止发霉[5]。浆料配方如表5。

表5 浆料配方
调浆需要在调浆桶进行,在供应桶里准备备用浆料宜采用定积法,煮浆时间固定,供应桶里准备熟浆供应,这样可使浆液得以充分分解。浆料粘度不能过高,要不然会堵塞输送管道;也不能太低,否则不容易上浆,所以要适中选择。棉纤维耐碱不耐酸,所以浆液要偏碱性[6]。
2.4.2 上浆工艺设计
剪花纱布对于纱线质量要求较高,选用单浸双压的加压形式,前重后轻的压浆力,以达到更好的上浆效果。
剪花纱布的原料为纯棉,棉纤维表面有棉蜡,所以需要稍高温度进行处理,但是过高温度,会影响浆液的粘性,影响上浆的效果,所以温度要控制。剪花纱布的原料是棉纱,棉纤维耐碱不耐酸,所以浆液为中性或是微碱性。含固率大小影响浆液的浓度,从而影响上浆效率。含固率越高,纱线表面上浆效果越好,但是很难浸透纱线,纱线内部上浆效果较差,上浆不均匀,所以含固率要适中控制。覆盖系数应该越小,上浆效果越好[5]。
剪花纱布的上浆率要适中控制,上浆率高,纱线的强力会降低,纱线会变脆;上浆率低,纱线易起毛,在后面织造部分会产生断头。伸长率要适中控制,伸长率过大,纱线会不结实,容易断,伸长率过小,后面织造会产生片纱张力不匀。浆纱回潮率要均匀,回潮率大,浆膜会发粘,浆纱的耐磨性差,或产生纱疵;回潮率小,纱线容易脆,比较粗糙[6]。
2.5 穿结经工艺设计
筘号小,织出来的织物比较平整,筘号大,经纱会受到磨损。对于密度较小的剪花纱布,筘号应该选的小一点。
2.6 织造工艺设计
选用剑杆织机单动式提花开口进行织造,每根纱线都是单独受控,相互之间不影响,可以随时更换。织机的运转速度选择适中,既保证了织物的质量,还保证了生产效率。根据表6剪花纱布织物的织造工艺参数要求,开口时间偏早选择,上机张力适中选择,后梁适中选择[7]。

表6 剪花纱布织物的织造工艺参数要求
在织造工序还需要控制上机纬密,下机缩率为1.5%,则上机纬密=440×(1-1.5%)=433(根/10cm)。剪花纱布织物的织造工艺参数见表7。
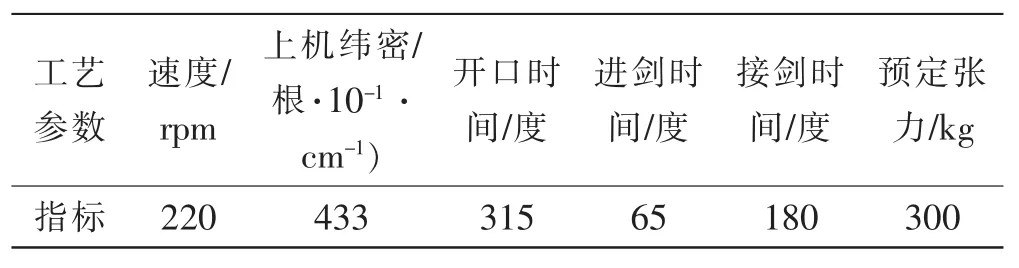
表7 剪花纱布织物的织造工艺参数
3 结语
通过合理选择原料,设计织物规格和组织,选择工艺流程,优化整经、浆纱、织造等工序的工艺参数,成功开发了一种色织提花剪花双层纱布。
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
再生资源与循环经济(2022年9期)2022-11-20
毛纺科技(2021年8期)2021-10-14
纺织学报(2021年8期)2021-08-31
毛纺科技(2019年11期)2019-12-17
新材料产业(2019年9期)2019-10-30
纺织科技进展(2016年3期)2016-11-29
纺织报告(2016年3期)2016-09-24
科技资讯(2016年7期)2016-05-14
科技创新导报(2016年5期)2016-05-14