
KOH活化法制备气化稻壳活性炭及其吸附性能
2021-01-26 06:06:58吴有龙徐嘉龙马中青刘晓欢
生物质化学工程 2021年1期
吴有龙, 徐嘉龙, 马中青, 蔡 伟, 刘晓欢, 钱 俊
(浙江农林大学 工程学院 浙江省竹资源与高效利用协同创新中心,浙江 杭州 311300)
生物质气化技术是在高温条件下通过热化学反应将生物质中可燃组分转化成可燃气体的过程。然而,除了产生可燃气外,还将产生一定量的副产物——气化炭。因此,为了提高生物质的综合利用效率和附加值,需对气化炭等副产物开展高附加值利用[1-3]。活性炭是一种具有发达的孔隙结构、较大的比表面积和丰富的表面化学官能团的碳质材料,具有吸附性能好、化学性质稳定、易再生等特质,被广泛应用于环保、食品、化工等领域[4]。
活性炭的制备方法主要分为物理活化法和化学活化法。氢氧化钾(KOH)活化法是一种典型的化学活化法,活化过程会生成丰富的微孔,并且能有效抑制焦油产生,避免孔道堵塞,同时增加活性炭表面羟基官能团含量[5]。KOH活化过程一般分为2个步骤,首先通过热解技术将生物质原料转化为热解炭,然后再用活化剂进行活化制备活性炭。谭文英等[6]以棉秆为原料,采用KOH活化法制备活性炭,研究了物料比、活化温度、活化时间对活性炭比表面积及其孔径分布的影响,结果表明:当物料比为1.5 ∶1,活化温度为800 ℃,活化时间为70 min时,棉秆活性炭的比表面积达到最大值,为1 735.94 m2/g。杨可等[7]采用KOH活化法制备辣椒秸秆活性炭,研究发现:在碱炭比3 ∶1、活化温度800 ℃、活化时间100 min 条件下,活性炭的比表面积达1 761.16 m2/g。然而,气化炭和热解炭的制备工艺和特性存在显著差别。通过文献分析发现[8-9],制备气化炭所需时间更短,反应更加剧烈,气化炭的H/C和O/C更低,挥发分含量低,热值低,导致制备活性炭的性能存在显著差别。Maneerung等[10]以气化木片炭为原料,H2O为活化剂制备活性炭,在活化温度900 ℃、活化时间3 h时,活性炭比表面积达到最大值,为776.46 m2/g。以生物质热解炭或气化炭为原料制备活性炭的相关研究已有报道。然而, 以生物质气化稻壳炭为原料制备活性炭的研究还鲜有报道。本研究以下吸式固定床气化炉制取的气化稻壳炭为原料,采用KOH为活化剂制备稻壳活性炭,考察了碱炭比和活化温度对气化稻壳活性炭的得率、比表面积、孔径分布和碘值的影响,并分析了稻壳活性炭对甲基橙染料的吸附效果,以期为生物质气化副产物气化炭的高附加值利用提供参考。
1 材料与方法
1.1 原料
气化稻壳,取自湖南亮子星米业有限公司,采用下吸式固定床气化炉制成气化稻壳炭,气化温度820~850 ℃,气化剂为空气,空气进气量为12.1 m3/h(标准工况下),炭得率为31.39%,其他具体参数详见文献[2,11]。稻壳炭用ML-100粉碎机磨成粉末,筛分出粒径为175~250 μm的炭粉,在105 ℃烘箱中烘至绝干,装袋保存,用于制备活性炭。稻壳和气化稻壳炭的工业分析与元素分析如表1所示。

表1 稻壳和气化稻壳炭的工业分析与元素分析Table 1 Elemental analysis and proximate analysis of rice husk and gasified rice husk char(GRHC)
1.2 活性炭的制备
采用KOH作为活化剂,称取1 g气化稻壳炭,KOH和气化稻壳炭按照不同的碱炭比(1 ∶1、2 ∶1和3 ∶1,质量比)加入烧杯中,加入50 mL去离子水,并用磁力搅拌器搅拌1 h。搅拌完成后静置12 h,静置后的溶液经过105 ℃烘箱烘至绝干,烘干的原料放置于TL1200程序控温管式炉内的镍坩埚中进行活化。采用高纯氮气(99.999%)作为载气,流量为300 mL/min,管式炉以10 ℃/min 的升温速率升至不同的活化温度(600、700、800和900 ℃),保温60 min,待降至常温后取出,活化后的产物经酸洗、水洗、过滤及干燥等步骤后即得活性炭。
气化稻壳炭在不同工艺条件下制备的活性炭简写为AC-XX-YYY,其中XX为碱炭比,YYY为活化温度,例如AC-21-800表示在活化时间1 h,碱炭比为2 ∶1,活化温度为800 ℃的条件下制得的活性炭。
1.3 分析和表征
采用Autosorb-iQ全自动气体吸附分析仪(美国康塔公司)对活性炭的孔结构进行分析,通过BET法计算样品的比表面积,根据密度泛函理论(DFT)法计算样品的孔径分布,总孔容积由相对压力为0.99 时的液氮吸附量换算所得,微孔孔容由t-plot法计算,中孔孔容由BJH法确定;采用Nicolet 6700傅里叶变换红外光谱仪(美国尼高力公司)对活性炭的表面官能团进行分析;采用XRD-6000型X射线衍射仪(日本岛津公司)对活性炭的晶体结构进行分析,结晶度指数由Segal法计算,计算公式见式(1);采用SU8010冷场发射扫描电镜(日本日立公司)对活性炭的表观形貌进行分析;根据国标GB/T 12496. 8—2015《木质活性炭试验方法》对活性炭的碘吸附值进行测定。
(1)
式中:Cr—结晶度指数;I002—(002)晶格衍射角的极大强度;Iam—衍射角2θ近于18° 时非结晶区衍射的散射强度。
1.4 吸附实验
在常温条件下,称取定量的活性炭AC-21-800(活化条件:活化时间1 h,碱炭比2 ∶1,活化温度800 ℃)于60 mL玻璃瓶中,加入40 mL固定质量浓度的甲基橙溶液,25 ℃下以150 r/min的速度振荡吸附一定时间,用注射器吸取5 mL,通过0.45 μm滤头过滤,所得滤液采用UV- 4802紫外可见分光光度计测定甲基橙溶液的质量浓度,根据式(2)和式(3)分别计算甲基橙平衡吸附量(qe)和去除率(E):
qe=(C0-Ce)×V/m
(2)
E=(C0-Ce)/C0×100%
(3)
式中:C0—吸附前溶液中甲基橙的质量浓度,mg/L;Ce—吸附后溶液中甲基橙的质量浓度, mg/L;V—甲基橙溶液的体积,L;m—活性炭的质量,g。
2 结果与讨论
2.1 制备条件对活性炭性能的影响
2.1.1碱炭比 当活化时间1 h,活化温度800 ℃时,气化稻壳炭在不同碱炭比(1 ∶1、2 ∶1、3 ∶1)下制得的活性炭的氮气吸附-脱附等温曲线见图1。由图可知,4条等温线均属于Ⅰ型吸附曲线,在P/P0小于0.1时,所有样品吸附量迅速增加,表明其存在大量的微孔;在0.1
碱炭比对活性炭得率、孔隙结构和碘吸附值的影响见表2。与原料气化稻壳炭相比,活性炭的比表面积显著增加。随着碱炭比的增加,活性炭的得率从45.16%逐渐下降至38.64%。这主要归因于随着活化剂添加量的增加,活化剂与碳元素的活化反应生成了CO和H2等副产物,其中部分硅元素与KOH反应产生硅酸盐的程度加深,导致活性炭得率逐渐下降[12-13]。其次,碱炭比从0增加至1时,比表面积从154.07 m2/g增加至1 166.45 m2/g,微孔孔容从0.013 cm3/g增加至0.409 cm3/g,总孔容积从0.155 cm3/g 增加至0.590 cm3/g,碘吸附值从96.37 mg/g增加至1 277.05 mg/g,表明KOH能显著改善样品孔径分布,微孔的增多加强了样品对碘的吸附作用。当碱炭比增加至2时,活化反应完全,气化稻壳炭表面能形成更多的微孔和中孔,使得活性炭比表面积和碘吸附值继续增加,并达到最大值,分别为1 829.09 m2/g和1 984.85 mg/g。当碱炭比为3时,KOH和气化稻壳炭反应过度,致使微孔坍塌,进而降低了活性炭的比表面积和碘吸附值[14]。
2.1.2活化温度 当活化时间为1 h,碱炭比为2 ∶1时,气化稻壳炭在不同活化温度(600、700、800和900 ℃)下制得的活性炭的氮气吸附-脱附等温线亦见图1。由图可知,5条等温线均属于Ⅰ型吸附曲线,在P/P0小于0.1时,所有样品的吸附量随着压力的增加迅速增大,吸附速率很快,表明其存在大量的微孔;0.1
0.4时出现了滞后环且等温线的末端存在“拖尾现象”,表明活性炭存在一定的介孔和大孔。
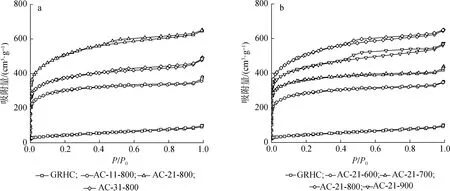
a.碱炭比mass ratios of KOH to char;b.活化温度activation temperature图1 不同制备条件下活性炭的N2吸附-脱附等温线Fig.1 N2 adsorption-desorption isotherms of activated carbon under different preparation condition
当活化时间为1 h,碱炭比为2 ∶1时,活化温度(600、700、800和900 ℃)对稻壳活性炭得率、孔隙结构和碘吸附值的影响亦见表2。

表2 不同制备条件下活性炭的得率、孔结构及碘吸附值Table 2 Yields, pore structure, and iodine value of activated carbon prepared under different conditions
与气化稻壳炭原料相比,活性炭的比表面积显著增加。随着活化温度的增加,活性炭的得率从53.21%逐渐下降至33.51%,这主要归因于活化温度的升高加剧了活化反应速率[15],同时释放更多的挥发性物质,炭消耗量增加,样品质量损失随之减少,得率逐渐下降。其次,与气化稻壳炭原料相比,当活化温度为600 ℃时,比表面积从154.07 m2/g增加至1 058.88 m2/g,微孔孔容从0.013 cm3/g增加至0.243 cm3/g,总孔容积从0.155 cm3/g增加至0.479 cm3/g,碘吸附值从96.37 mg/g增加至923.50 mg/g,表明活化温度的增加能显著改善样品孔径分布,提升微孔孔容和比表面积,使得碘吸附值增加。当活化温度增加至700 ℃时,活化温度的升高促进了活化反应速率,气化稻壳炭表面形成更多的微孔和中孔,微孔容积增加,总孔容积、比表面积和碘吸附值随之增加,孔结构进一步得到改善。当活化温度增加至800 ℃时,金属钾蒸气进入层间造孔[16],活性炭孔隙结构进一步优化。此时,比表面积和碘吸附值达到最大值,分别为1 829.09 m2/g和1 984.85 mg/g。当活化温度为900 ℃时,由于过度反应使一部分微孔孔壁变薄或被烧穿,出现“扩孔”现象,活性炭微孔容积变小,比表面积和碘吸附值变小。
2.2 活性炭的表征

2.2.2XRD分析 图3为原料气化稻壳炭和活性炭AC-21-800的XRD谱图,由图可知,AC-21-800在2θ为22°和44°处出现两个衍射峰,其中22°为纤维素单斜晶系(Iβ)衍射峰,44°为石墨化微晶碳的101衍射峰[21]。气化稻壳炭经活化处理后,结晶度指数由原料的64.76降低至18.50。纤维素单斜晶系(Iβ)衍射峰峰形变宽,呈弥散峰状。这是由于样品在活化过程中KOH与部分炭发生反应生成CO、CO2、K2O和K2CO3等,破坏了原晶体的结构,导致气化稻壳炭结构无序化程度增加;其次,石墨化微晶碳的101衍射峰峰形变化明显,这可能是由于样品在活化过程中高温促进K蒸气进入微晶层间,与位于石墨微晶内部造成晶格畸变或缺陷的碳原子发生催化氧化反应,使这种畸变或缺陷消除[22]。

a.GRHC; b.AC-21-800
2.2.3微观形貌分析 图4为原料气化稻壳炭和活性炭AC-21-800在不同放大倍数下的扫描电镜图。
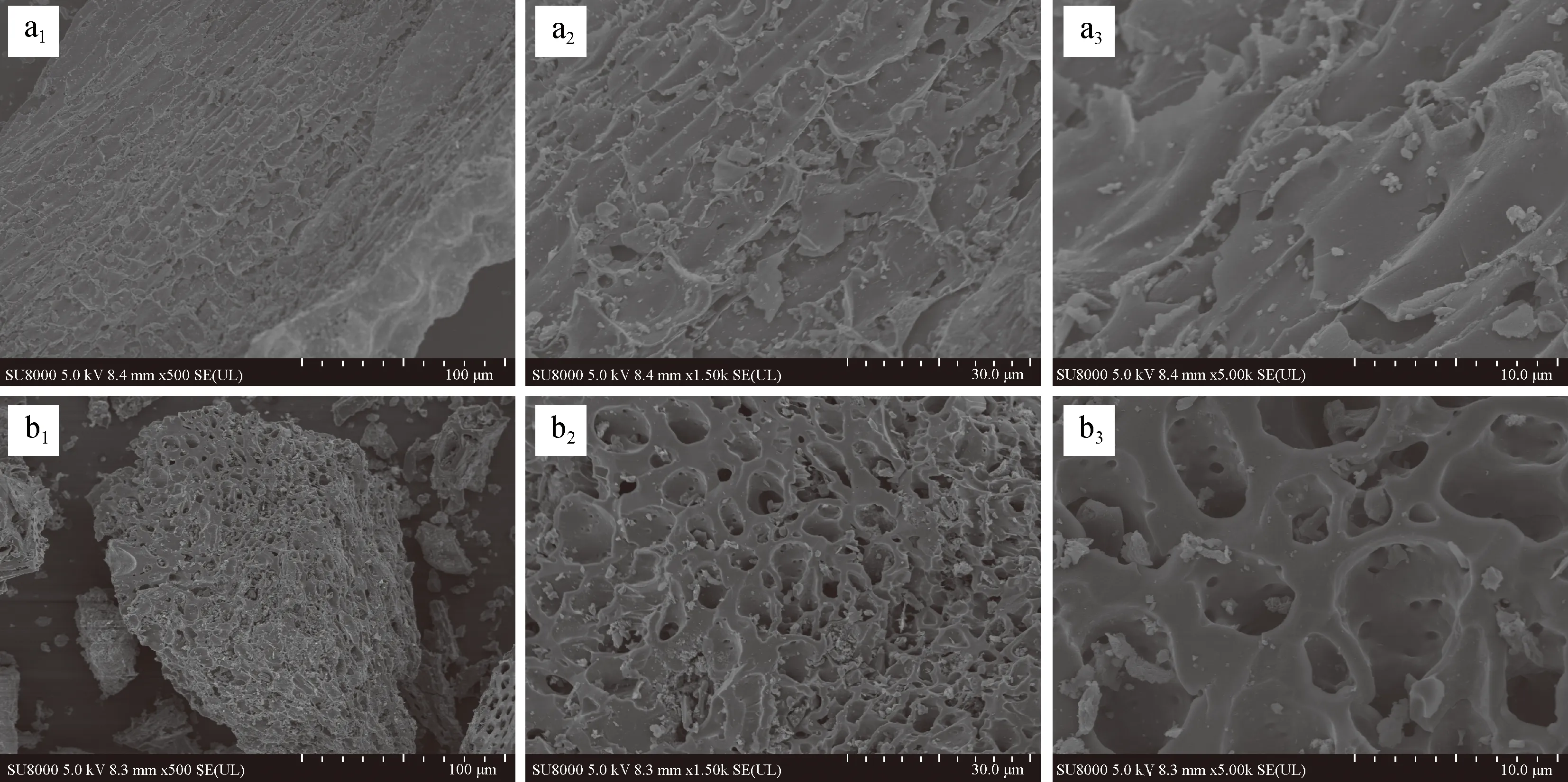
GRHC: a1.×500; a2.×1 500; a3.×5 000AC-21-800: b1.×500; b2.×1 500; b3.×5 000图4 活性炭的SEM图Fig.4 SEM images of activated carbon
由图4可以看出,气化稻壳炭的微观形貌与活性炭样品存在显著差异。图4(a1)~图4(a3)为稻壳典型的蜂窝状孔道的纵切面剖面图,由图可见,经破碎后,孔道呈波浪状,此类孔道不仅为活化剂进入稻壳炭内部提供通道,而且也是形成活性炭孔隙的基础,表明气化稻壳炭是制备活性炭的良好前驱体。由图4(b1)~图4(b3)可见,活性炭孔隙结构非常发达,这与表2的结果一致,这是由于随着活化温度的升高,KOH和炭反应越来越充分,KOH在此条件下造孔能力达到最佳,制得的活性炭孔结构最好,存在大量的微孔和一定的中孔。
2.3 吸附动力学分析
在25 ℃,甲基橙溶液初始质量浓度为200 mg/L,吸附剂用量1 g/L条件下,活性炭AC-21-800吸附时间对甲基橙去除率和吸附量的影响如图5(a)所示。由图可见,吸附量和去除率都随着吸附时间的增加而提高,当吸附时间为35 min时,去除率为81.84%,吸附量高达160.01 mg/g,表明该材料对甲基橙具有较快的吸附速率和优异的去除能力。当吸附时间为360 min时,吸附量和去除率趋于稳定,表明吸附达到平衡。在吸附初始阶段吸附速率较快,这是因为活性炭存在许多活性位点,周围的甲基橙分子被活性炭吸附,导致该区域甲基橙浓度较低,从而与周围甲基橙溶液形成浓度梯度,浓度梯度的形成会促进高浓度区域甲基橙分子迅速扩散到活性炭中。随着活性位点和浓度梯度的减少,吸附速率逐渐减少,最终达到吸附与解吸的动态平衡。
采用准一级动力学模型(式(4))、准二级动力学模型(式(5))对活性炭吸附甲基橙动力学数据进行拟合。
ln(qe-qt)=lnqe-k1t
(4)
(5)
式中:k1—准一级动力学模型速率常数,min-1;k2—准二级动力学模型速率常数,g/(mg·min);t—吸附时间,min;qt—时间为t时的吸附量,mg/g。
活性炭AC-21-800的准一级和准二级动力学模型拟合方程分别为y=-0.011 8x+4.170 5,R2=0.708 1;y=0.005 3x+0.023 4,R2=0.999 7。由数据可知,准一级动力学拟合的相关系数较低,且拟合得到的平衡吸附量(64.75 mg/g)与实验所得的平衡吸附量(187.60 mg/g)相差很大。而准二级动力学拟合得到的平衡吸附量(187.97 mg/g)与实验值很接近,且拟合相关系数R2高达0.999 7。因此气化稻壳活性炭吸附染料甲基橙遵循准二级动力学,这是因为准二级动力学模型包含了颗粒外部液膜扩散、表面吸附和内部扩散等所有过程,能够更加准确、全面、真实地反映稻壳活性炭对甲基橙的吸附机理,表明该吸附过程以化学吸附为主[23-25]。
2.4 吸附等温线分析
在25 ℃,吸附剂用量1 g/L,吸附时间48 h条件下,甲基橙溶液初始质量浓度对去除率的影响如图5(b)所示。
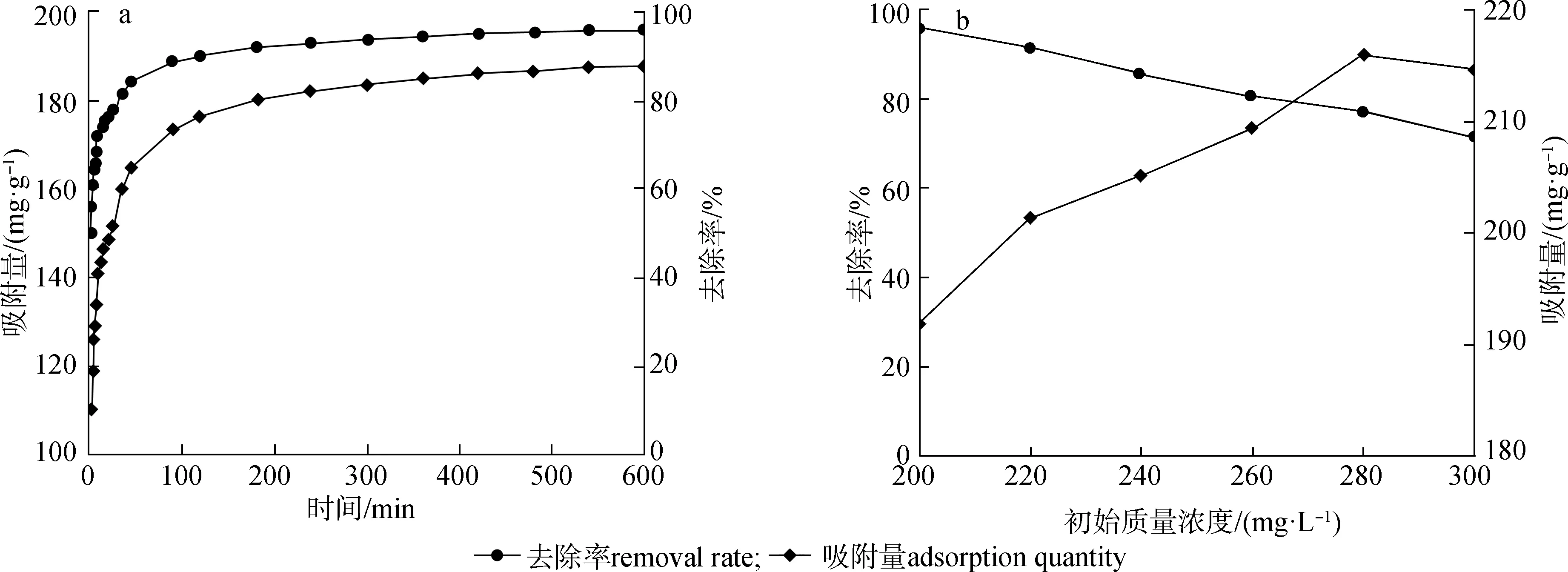
a.吸附时间adsorption time; b.溶液初始质量浓度initial mass concentration of solution图5 不同条件对活性炭吸附甲基橙的影响Fig.5 Effect of different conditions on adsorption of methyl orange by activated carbon
由图可知:初始质量浓度为200 mg/L时,去除率为95.96%;初始质量浓度为300 mg/L时,去除率为71.55%。这是因为甲基橙质量浓度增加到一定程度时,活性炭AC-21-800吸附甲基橙会达到饱和,无法继续吸附甲基橙,去除率降为71.55%。以上结果表明该材料在甲基橙初始质量浓度300 mg/L时都具有优异的去除能力,说明该材料具有较好的应用前景。
分别采用Langmuir模型(式(6))和Freundlich模型(式(7))对吸附等温线进行拟合。
Ce/qe=Ce/qmax+1/(KL·qmax)
(6)
lnqe=lnKF+1/nlnCe
(7)
式中:qmax—对甲基橙的最大吸附量, mg/g;Ce—吸附平衡时甲基橙溶液的质量浓度, mg/L;KL—Langmuir模型常数,L/mg;KF—Freundlich模型等温吸附平衡常数,L/mg;n—Freundlich常数。
活性炭AC-21-800的Langmuir吸附等温模型拟合方程为y=0.004 6x+0.008 0,R2=0.999 8,计算得到的qmax为217.87 mg/g,KL为0.575 2 L/min;Freundlich吸附等温模型拟合方程为y=0.056 4x+5.122 0,R2=0.993 8,计算得到的KF为167.664 L/mg,1/n为0.056。由数据可知,利用Langmuir和Freundlich模型拟合所得的相关系数都很高(R2>0.99),表明该材料对甲基橙的吸附过程同时符合这两个模型。通过Langmuir方程拟合计算得出气化稻壳活性炭对甲基橙的最大吸附量为217.87 mg/g,该吸附值高于木质活性炭(87.75 mg/g)[26]和SDS改性活性炭(73.2 mg/g)[27],表明气化稻壳活性炭对甲基橙具有优异的吸附效果。Freundlich方程拟合计算的反应级数1/n在0~0.5之间,说明AC-21-800易于吸附染料甲基橙,这主要归因于AC-21-800优异的物理性质和活化后表面有效官能团的作用。
分离因子(RL)是Langmuir吸附等温线中体现吸附能力的主要指标,其计算公式见式(8)。
RL=1/(1+KLC0)
(8)
吸附过程可分为不可逆(RL=0)、线性(RL=1)、不利(RL>1)和有利(0 本研究所采用的活性炭制备方法可将气化残炭进行二次利用,提高其附加值,减少环境污染,并具有简化活性炭生产工艺、原料取材广、数量多、产品性能好等优点。研究结果对气化稻壳炭制备低成本活性炭吸附剂的工业应用具有重要指导意义。 以气化稻壳炭为原料,KOH为活化剂,于600~900 ℃、碱炭比1 ∶1~3 ∶1条件下活化1 h制备活性炭,考察了活化温度和碱炭比对活性炭性能的影响。结果表明:随着碱炭比和活化温度的增加,活性炭的比表面积和孔隙体积均呈现先增大后减小的趋势,气化稻壳活性炭的较佳制备工艺条件为:活化时间1 h,活化温度800 ℃、碱炭比2 ∶1。该条件下所得活性炭AC-21-800得率达到41.73%,碘吸附值为1 984.85 mg/g,比表面积为1 829.09 m2/g,总孔容为1.007 cm3/g,孔隙结构以微中孔为主,对甲基橙的最大吸附量为217.87 mg/g。气化稻壳活性炭对甲基橙的吸附过程与Langmuir和Freundlich模型相关性都良好(R2>0.99),吸附动力学更加符合准二级动力学模型。3 结 论
猜你喜欢
学与玩(2022年10期)2022-11-23 08:31:46
环境卫生工程(2021年4期)2021-10-13 06:51:58
中国塑料(2016年4期)2016-06-27 06:33:34
学苑创造·A版(2016年6期)2016-06-20 17:03:33
氮肥与合成气(2015年8期)2015-12-23 10:40:22
中国塑料(2015年3期)2015-11-27 03:42:12
化工进展(2015年6期)2015-11-13 00:31:55
中国塑料(2015年7期)2015-10-14 01:02:44
能源(2015年8期)2015-05-26 09:15:44
应用化工(2014年9期)2014-08-10 14:05:08
