
基于PLC的冶金高炉生产监控系统研究
2021-01-24 07:57王宜利
世界有色金属 2020年21期
王宜利
(中钢石家庄工程设计研究院有限公司,河北 石家庄 050021)
基于冶金高炉大型化以及复杂化的特点,冶金高炉在生产过程中,经常会出现各种各样的故障,这就要求对于冶金高炉生产的监控能力也必须随之提高。监控冶金高炉生产,是确保冶金高炉安全、稳定工作的重要前提条件。考虑到冶金高炉生产中出现的情况多种多样,无法以一个定性标准进行监控。国内学者对冶金高炉生产监控系统的研究较多,但在实际应用过程中普遍存在监控效率低的问题,无法达到预期的应用效果。PLC又称为可编程控制器,具有灵活性高、操作方便、可靠性高以及拓展性强等众多优势,已经广泛应用到控制、监控、管理等多个领域中。因此,本文将PLC引进到冶金高炉生产监控系统优化设计中,以PLC为核心技术,设计出一种新的冶金高炉生产监控系统,致力于通过PLC技术,利用调制解调,读取冶金高炉生产监控命令信号,从根本上提高冶金高炉生产监控效率,为冶金高炉生产监控提供技术支持。
1 PLC技术概述
PLC技术作为自动化控制方法中应用最广的可编程控制器,主要应用于工业环境下,在本质上是一种数字运算操作电子系统[1]。PLC已经具备成熟的控制技术,以其优异的传输性能和可编程性,能够通过可编程控制器,可靠、稳定地控制系统功能,进而提高系统的工作效率[2]。为此,本文基于PLC设计冶金高炉生产监控系统。
2 基于PLC的冶金高炉生产监控系统硬件部分
在设计的监控系统中,首先设计硬件部分。本文设计的硬件在传统监控系统硬件基础上,设计高性能传感器,再通过设计三相电调理电路作为高性能传感器的补充,致力于提高监控硬件综合性能。具体设计内容,如下文所述。
2.1 高性能传感器选型
结合实际冶金高炉生产监控的需要,本文设计的高性能传感器设备型号为ME3-458798,用于监控冶金高炉生产的实时状态。传感器内置MPU-90120芯片,MPU-90120芯片作为一个封装的复合型芯片,能够有效提高冶金高炉生产监控数据的传感精度。ME3-458798高性能传感器,具体参数指标,如表1所示。

表1 ME3-458798高性能传感器设备参数
结合表1所示,ME3-458798高性能传感器设备工作电压为2.8V~6.5 V,所承受电流值小于40 mA。ME3-458798高性能传感器设备能够监控冶金高炉生产状态下的各项参数,多种维度监控冶金高炉生产中的各项参数指标,满足冶金高炉生产监控的实时性要求。
2.2 设计三相电调理电路
在高性能传感器的基础上,设计三相电调理电路主要用于防止由于缺相问题,导致高性能传感器无法正常运行。通过该三相电调理电路感知电压情况,及时发现高性能传感器中的相序错乱问题,有效避免相序错误。在三相电调理电路中,一旦发现异常情况,立即断开高性能传感器内部继电器并报警。通过三相电调理电路的设计最大程度上提高本文设计高性能传感器的可操作性,保障系统硬件安全。
3 基于PLC的冶金高炉生产监控系统软件部分
3.1 基于PLC建立PPI高级监控数据采集协议
为提高冶金高炉生产监控效率,通过PLC可编程控制器建立PPI高级协议,允许一个设备与另一个设备之间建立逻辑连接[2]。基于PLC通过RS 232或USB接口采集冶金高炉生产监控数据,并将数据采集速率控制在1.0kbps至110.5kbps之间。以PPI高级监控数据采集协议中所支持的最大连接个数为标准,限制监控数据交换信息量。在冶金高炉实际生产过程中,监控产生的数据量不大,因此PLC所需交换的信息量也在控制范围内。基于此,将PPI高级监控数据采集协议发送和采集的数据字节均控制在2个以下即可。本文通过将PLC技术应用在冶金高炉生产监控系统中,保障冶金高炉生产过程中数据采集的智能化调频功能。利用PLC控制网络,将实时采集的监控数据发送至前端显示区域。这样一来,既能够保证冶金高炉的稳定生产,还能够通过调频通信模块监控冶金高炉生产效率。与此同时,监控冶金高炉生产中的电流、电压,根据电流、电压的具体变化情况,判断监控数据采集信号是否出现波动,一旦出现波动幅度过大的情况,立即调整变频参数,不断调整传输速度确保监控系统数据采集功能的稳定运行,保护系统中的监控数据不会丢失,保障冶金高炉生产监控数据采集过程中的安全性。在此基础上,基于PLC的可编程性标签信息,提高监控数据采集效率。
3.2 读取冶金高炉生产监控数据
在基于PPI高级监控数据采集协议采集监控数据的基础上,读取冶金高炉生产监控数据。读取冶金高炉生产监控数据的具体流程为:首先,利用PLC控制监控数据的通行通道,将监控点得到的冶金高炉生产应变值转化为应力值。具体转换公式,如公式(1)所示。

在公式(1)中,σcd指的是监控点读取应力;E指的是冶金高炉生产工作温度;ε指的是监控点应变值[3]。为获得更加精准的监控成果,还需在得到的应力值中剔除初值误差、徐变误差以及温度误差,进而得到冶金高炉生产监控真实数据。设冶金高炉生产监控真实数据为σ,则其计算公式,如公式(2)所示。

在公式(2)中,σxb指的是初始值误差;σss指的是监测点徐变应力误差值;σwd指的是温度差引起的应力误差值。通过公式(2)计算得出的结果,就是冶金高炉生产监控的成果。在此基础上,利用SVDE/SEFV指令读取监控数据,按照冶金高炉生产监控状态字节的表现方式,描述此系统的监控功能;最后,将读取的冶金高炉生产监控数据写入端口数据中,完成冶金高炉生产监控。
4 实例分析
4.1 实验准备
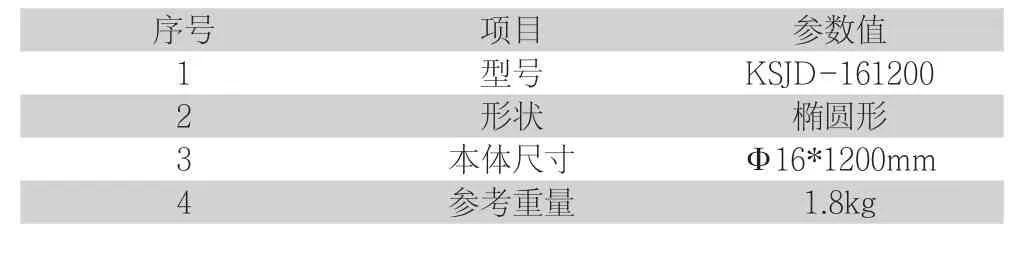
表2 冶金高炉具体参数
构建实例分析,选取K冶金高炉生作为实验对象。冶金高炉具体参数,如表2所示。
结合表2冶金高炉具体参数,设置监控点数量为3个,本次实验内容为测试两种监控系统的监控波特率,监控波特率指的就是监控数据每秒的波形振荡数,监控波特率数值越高,证明该监控系统的监控效率越高。设置监控实时时间节点为17:50、18:00以及18:10,首先使用本文设计监控系统,利用PLC监控冶金高炉生产状态,采用Hadoop-1.0.3稳定版记录监控波特率,设其为实验组;再使用传统监控系统,监控冶金高炉生产状态,同样记录监控波特率,设其为对照组。
4.2 实验结果分析与结论
根据上述设计实验,对比两种监控系统下得到的监控波特率,整理实验结果如下图1所示。

图1 监控波特率对比图
通过图1可得出如下的结论:本文设计的监控系统在相同的测试时间中监控波特率明显高于对照组,监控效率更高,能够实现冶金高炉生产高效监控。通过实例分析的方式可以证明,所设计的监控系统可以广泛应用于冶金高炉生产监控方面。
5 结语
通过实例分析证明,PLC在冶金高炉生产监控系统应用中的具体优势已经显现出来。冶金高炉生产监控波特率的高低是保证冶金高炉生产监控效率的主要衡量标准,而针对冶金高炉生产监控系统进行基于PLC的优化设计可以大幅度提高冶金高炉生产监控效率。综上所述,通过本文进行的基于PLC的冶金高炉生产监控系统研究,能够取得一定的研究成果,有理由在实际应用中对其进行大力推广。基于PLC的冶金高炉生产监控系统不但能够完成传统系统所不能完成的任务,还能以PLC为核心,为冶金高炉生产监控领域的研究提供学术意义,促进冶金高炉生产监控方面的研究能够有更好的发展。
猜你喜欢
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年3期)2021-08-23
昆钢科技(2021年1期)2021-04-13
昆钢科技(2021年1期)2021-04-13
世界有色金属(2020年14期)2020-10-22
中国有色金属(2020年17期)2020-10-12
世界有色金属(2020年15期)2020-10-10
当代工人(2019年18期)2019-11-11
山东工业技术(2016年15期)2016-12-01
汽车维护与修理(2015年1期)2015-02-28
