
大端子压接机应用研究
2021-01-19 15:15:35罗杰袁雪松黄海峰
企业科技与发展 2021年12期
罗杰 袁雪松 黄海峰

【摘 要】汽车线束主要靠大端子与接插件连接,是汽车通信主要的方式之一,具有良好的稳定性。目前,国内汽车主机厂越来越关注汽车线束的试制质量,对小批量的、非标准化的线束端子压接等工艺也越来越重视。文章对线束大端子压接工艺进行了深入研究,并尝试开发了相应的压接模具和压力监控系统,旨在为线束大端子压接和质量改善提供一种可借鉴的思路。
【关键词】汽车线束;大端子;压接质量;模具设计;系统控制
【中图分类号】TM503.5 【文献标识码】A 【文章编号】1674-0688(2021)12-0022-03
0 引言
随着汽车电信号的增多和电子元器件日益复杂,汽车行业对整车线束信号的传递质量的要求越来越高。目前,整车线束主要靠端子将导线、接插件和其他元器件连接起来,因此端子压接质量直接决定了信号传递过程中的整车电流、电压降等重要参数。对于汽车大功率的部件而言,例如起动机、蓄电池、发电机、转向助力电机等,这类电器元件所需的端子一般较大。这类大端子的压接质量缺陷可能会直接造成端子脱落,导致汽车行驶故障。
1 大端子压接技术简介
1.1 汽车线束及端子概念
汽车线束主要是由电线、端子、接插件和护套等材料组成,是汽车动力和信号传输分配系统的总成,它是汽车电路的网络主体,将信号转化成电流进行传递。目前,汽车所需的驱动信号都是通过汽车线束完成的。但是,汽车线束不同于普通的单芯的家用电线,汽车线束由许多包裹在塑料绝缘管细小的软铜线组成,可以布置在汽车的不同位置。汽车线束在剥开后,原有的细如毛发的铜导线会发散开来,只有压接在一个端子上,才能与接插件连接。
汽车上各用电器额定功率和额定电流不尽相同,电线的粗细也有所不同,也就是电线的线径各不相同。标准的汽车线束规格的截面积为0.3~8.0 mm2。一般来说,电流越大,电线的截面积越大;电流越小,电线的截面积也越小。所以,大功率的用电器就需要较粗的电线束,并选用型号尺寸较大的端子。以整车线束为例,对于主电源线,比如发电机线束、启动机线束和搭铁线,线束的截面积至少选用2.5~4.0 mm2。蓄电池的正负极电源线的线径甚至达到十几平方毫米以上。对于这类线径为2.5 mm2以上的汽车线束一般采用大端子,而这类大端子由于所处环境容易受到外力影响,因此对于压接质量的要求更加严格。
1.2 压接工艺介绍
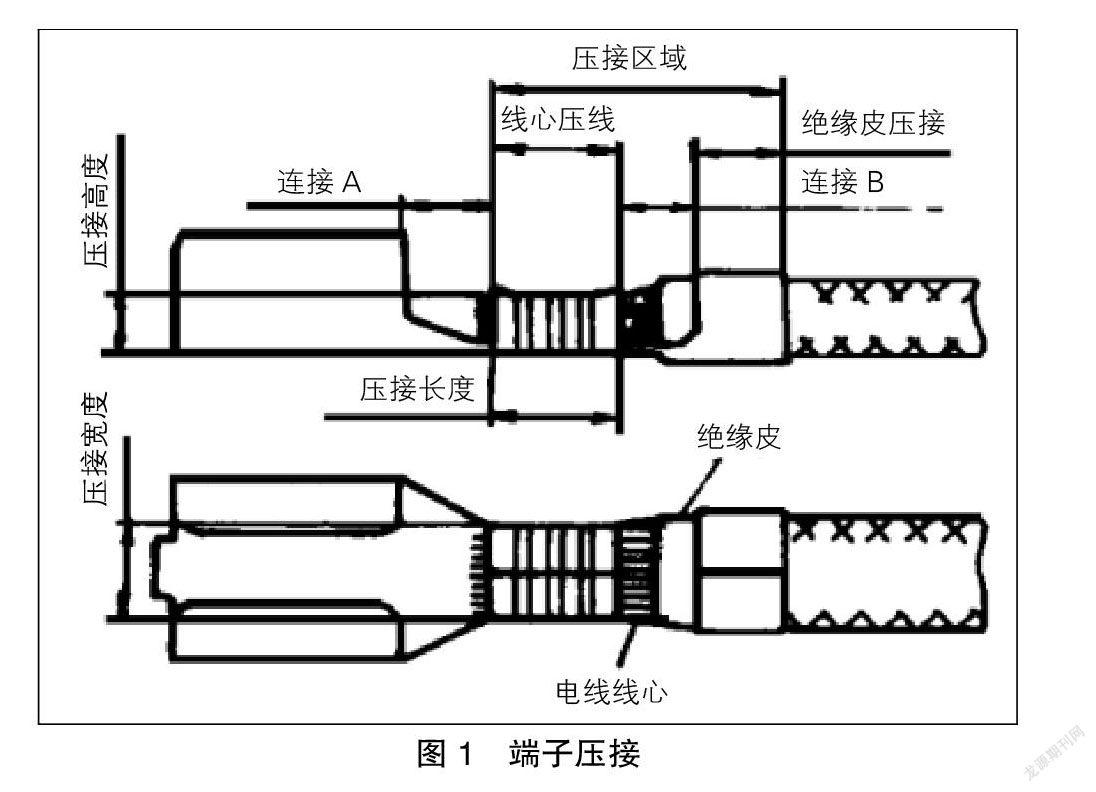
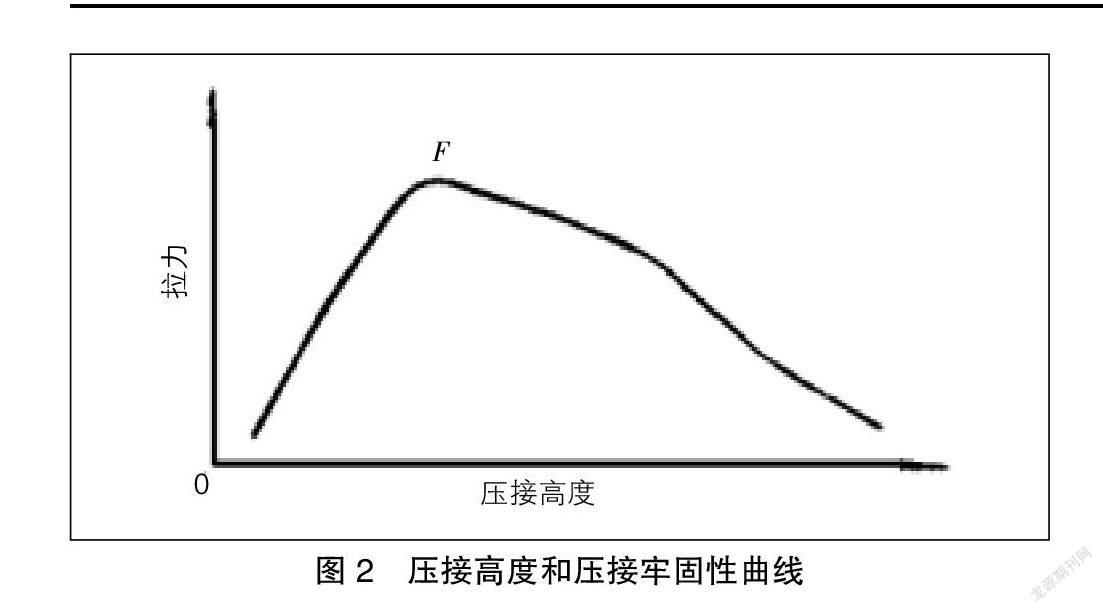
如图1、图2、图3所示,压接是指通过压力将经过剥头后的汽车线束上的导线与端子上的导体压接片紧密结合,目前导线和端子的主流连接方式是压接,该方法具有较低的阻抗和牢固的紧密性,与传统的焊锡相比具有更高的可靠性。此外,由于压接具有连续性和可重复性,工作效率较高,可以进行批量生产,因此主流的汽车线束企业大都采取压接连接导线和端子。
根据《汽车电线束技术条件》(QC/T 29106—2014)等行业技术标准,端子的压接质量标准主要由以下几个方面评价[1]。
(1)拉拔力:端子的机械压力不仅对端子是否容易松脱有影响,还对导线的导通特性、电压降等有显著影响。压接后端子与导线承受的拉拔力是否满足技术条件的最低标准尤为重要。
(2)外观:在导体压接区,导体芯线是否全部压入端子的卷曲部分;电线绝缘层是否压入导体压接区;压接区电线前段线端是否可见;压接区是否有飞边毛刺等。
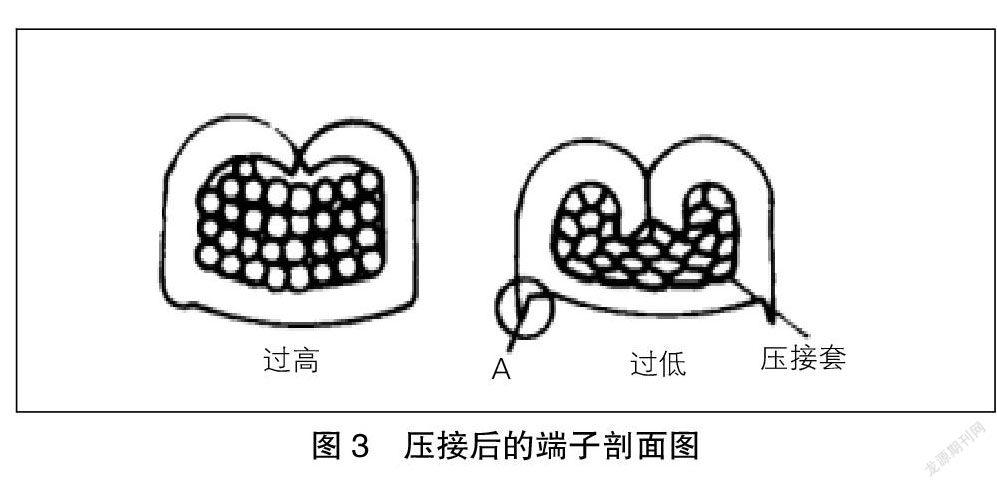
(3)剖面质量:除拉力测试和目测法测外观外,还通过显微镜观察压接端子样件截面的形状,比如高宽比、收缩率、填充率、毛刺高度等参数也是评价端子压接质量的重要依据。端子除满足拉拔力条件外,还得防止压接过度而造成电压降显著上升等不良影响。经过不断地测试,导线截面形状如“B”字形最为合适。
1.3 大端子压接的特殊性
线径大于2.5 mm2的大端子压接与小线径的端子相比,压接过程中所需的机械压力较大,更容易出现端子压接变形等质量缺陷。大端子压接对于机械压力控制需要更加精确,对于模具和刀具的精度和可靠性也有更高的要求。本文在研究试制线束大端子的压接过程中发现,大端子压力机的模具报废率比中小端子的模具报废率平均高11.2%左右。由此可见,大端子压接具有一定的特殊性。本文研究大端子的压接质量并进行了应力分析,提出了一种大端子的模具改善方法。图4为压接质量良好的大端子。
2 大端子压接设备及模具的应用
为了保证端子的压接质量,大端子必须采用专用模具,并且配套具备压力监控的半自动或全自动设备。如果压接次数较多,还得增加相应的压接次数监控装置,避免模具损坏后,出现批量的质量缺陷[2-3]。
2.1 大端子压接质量缺陷
2.1.1 压接高度过小或过大
压接高度是指线束压接区的截面高度,根据现场实践经验,一般通过线束压接的压接高度衡量压接的质量。压接高度过小会导致线芯电压降偏大、额定电流偏小、线芯及导体压接区的金属易折断等问题。压接高度过大会导致线束压接强度不够,容易导致线束端子脱落、端子接触不良等问题。只有合适的压接高度,才能保证线束具有合理的电压降及良好的压接质量[4]。
2.1.2 压接区域过度弯曲
压接区域过度弯曲的原因主要是模具设计不良,压接时应力集中,导致端子弯曲。因此,设计模具时应考虑限制端子前部上翘的功能,在设计过程中可采取增大压接接合区等方法。
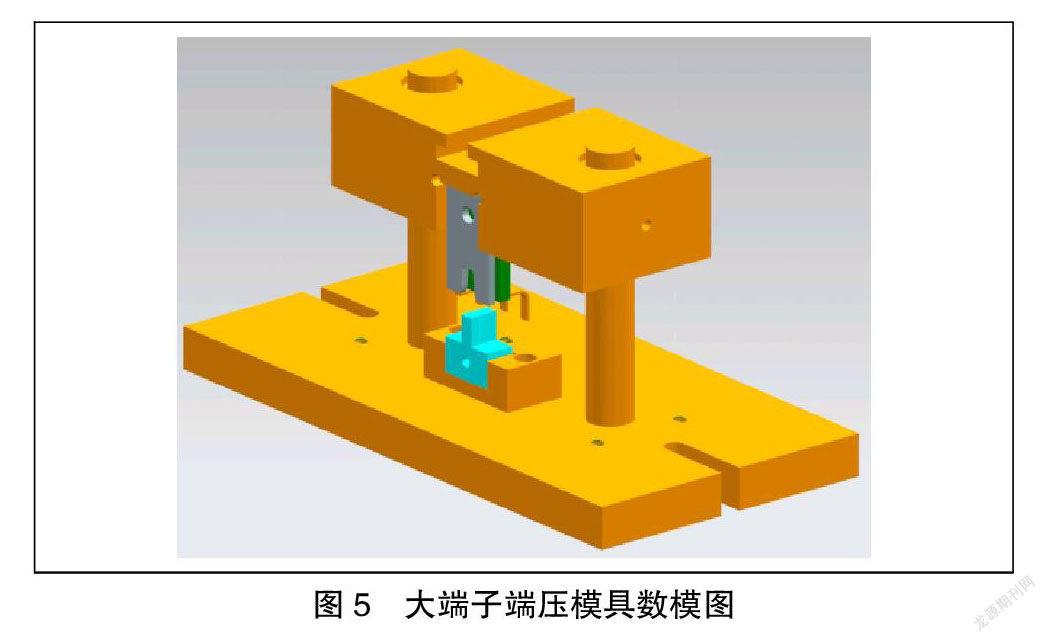
本研究在分析大端子应力情况时,详细分析了大端子的厚度、压接翅的翅长和翅宽,以及大端子倒角齿、滚花等尾部特征,并依次设计了相应的模具。图5为模具的数模图。该模具具备纵向可调的特点,能适应多种大端子的特性,具备良好的柔性。
2.2 大端子压接设备压力监控系统的设计
目前,国内的端子压接质量主要靠破坏性试验判断连接质量,大端子种类较多且没有统一的质量标准,而且破坏性试验比较消耗人力和物力。本文在研究大端子模具的应力状况下,基于气压原理设计了一套自动化压力监控系统。该系统采用气压表实时监控的方式,結构简单,有效地控制了大端子压接过程中的压接力,并借鉴了国内学者石柏军等关于质量监控系统的思路,成功设置了一套可以用于质量管控的压力监控系统[5]。
压力监控系统主要由压力传感器、压力显示屏、压力报警器及对应的压力系统组成,其中压力系统是以大端子的步距为参数进行夹紧和安装后,并根据线材对应的长度将大端子送到指定位置后进行压接,压力由一个H2MD步进电机提供。压力传感器安置在大端子模具下方,当步进电机通过传动机构持续施压后,压力传感器会将收集到的压力信息传输到压力监控系统,并显示在压力显示屏上。当压力过小时,压力显示屏显示的数字呈黄色,并提示“压力不足,请继续施压”;当压力过大时,压力显示屏显示的数字呈红色,并提示红色感叹号;当压力达到预定的安全范围,显示屏上的数字呈绿色。
压力监控系统还具备空压警告、气压过低报警等安全功能及吹气等辅助功能。其中,空压警告是当大端子模具空压时产生的压力特性曲线会与正常压线产生一定差距,压力控制会根据差异快速判断并发出警报;而气压过低报警装置是根据气压表传输的数据进行判断,这两个功能能有效地降低工人操作失误等原因造成的设备损坏并提高模具使用寿命。吹气功能是为了利用气压系统吹出端压后报废的端子,可以大大提高模具端压的工作效率。
3 大端子压接机压接质量分析
根据大端子常见质量缺陷,本文主要从拉拔力和目测外观质量两个维度进行分析。为了得到科学的数据,本文统一研究线径为2.0 mm2的压接质量;并根据不同的剥头长度、不同的压接部位,设置严格的分组。
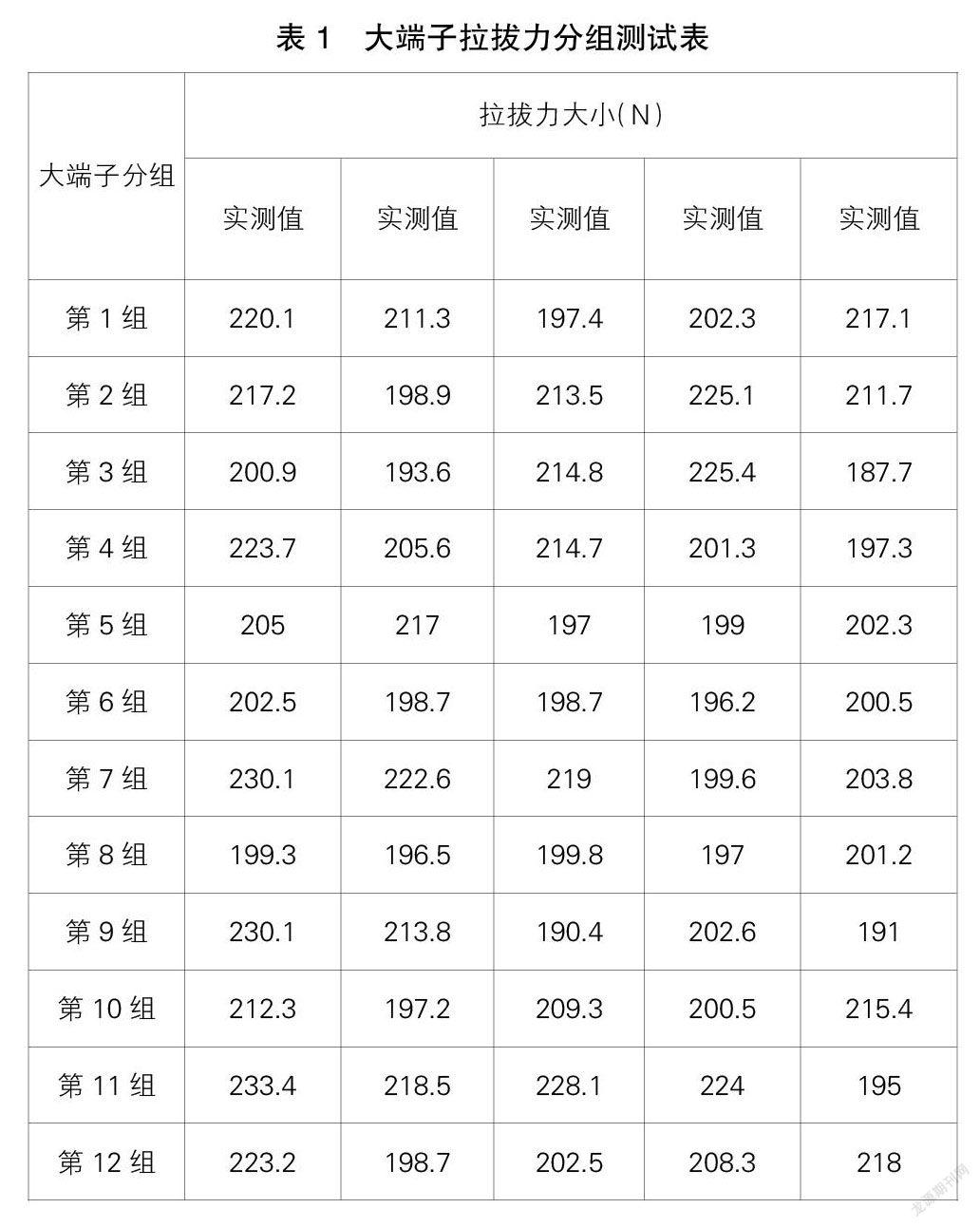
3.1 端子拉拔力大小分析
本文设置了12组试验,结果见表1,12组试验数据中仅有2个样本NG,不良率约3.33%,基本满足目标。其中,不良品集中在第3组,经分析该组试验不良率高的原因主要为剥头长度不够,说明线束的剥头尺寸也影响端子压接质量。在实际生产中,为保证端子的压接质量,剥头长度等因素仍然需要管控。
3.2 端子目测外观分析
大端子的压接质量外观分析按照如下顺序进行:先大后小,先前再后,先正面再后面,先整体后局部,即按照端子的正面→端子侧面→端子背面→端子侧面→端子前端→端子尾端的顺序。根据对试验样品大端子前端接插区、导体检查窗、前喇叭口、导体包铜、后喇叭口、绝缘检查窗、绝缘包铜等多个部位的压接进行检测发现,试验样品均满足相关要求,开发的大端子专用模具总体上满足线束压接性能要求。
4 结语
本文主要介绍了汽车线束大端子的压接工艺,并详细分析了大端子压接工艺的主要质量缺陷和管控方式。结合长期处理线束试制压接工艺问题的经验,设计了大端子压接模具,提高了压接质量。但在实际工作中发现,端子压接质量除与压接模具有关外,还与线束本身、端子的材质和厚度有很大关系。对于线束大端子压接质量管控,除改善模具结构外,仍需要严格的工艺控制,例如控制导线剥头长度、批量压接前先进行拉力测试验证等。
参 考 文 献
[1]QC/T 29106—2004,汽車低压电线束技术条件[S].
[2]白雪,崔颖武.汽车线束自动压接设备压力检测研究[J].汽车电器,2016(10):58-59.
[3]张淑红,陶自春.基于PLC的全自动柔性压端机控制系统[J].电气传动,2018,48(1):51-54,64.
[4]奚雷康.浅谈汽车线束端子压接工艺[J].汽车实用技术,2020(14):129-131.
[5]石柏军,李真炎,彭元萍.汽车钣金件压力连接质量监控系统的研究[J].机床与液压,2015,43(14):139-141,135.
猜你喜欢
三门峡职业技术学院学报(2019年1期)2019-06-27 07:32:56
山东工业技术(2016年24期)2017-01-12 08:38:18
科技传播(2016年19期)2016-12-27 15:28:27
知音励志·社科版(2016年11期)2016-12-20 19:14:58
新教育时代·教师版(2016年33期)2016-12-02 13:34:20
知音励志·社科版(2016年8期)2016-11-05 04:05:43
科技视界(2016年18期)2016-11-03 22:54:52
电测与仪表(2016年6期)2016-04-11 12:07:16
汽车维修与保养(2015年2期)2015-04-17 01:30:33
淮南师范学院学报(2015年3期)2015-03-22 01:16:13
