
茶叶杀青机温度控制系统SOA-PID控制研究 ①
2021-01-15 03:27梁海焘张春雨曹向虎
佳木斯大学学报(自然科学版) 2021年1期
梁海焘, 张春雨, 曹向虎, 璐 露
(安徽科技学院机械工程学院,安徽 凤阳 233100)
0 引 言
茶经过6000多年的发展,已经成为世界上最具影响力的饮料之一[1]。茶叶加工中的杀青工艺是决定成茶品质优劣的关键,其中杀青温度是影响杀青效果的最重要工艺参数[2]。随着科学技术的发展,自动化的茶叶杀青机被大量应用到杀青加工中,因此,对于提升茶叶杀青机温度控制性能的研究具有极其重要的意义。目前,国内众多高校和科研院所已经提出了一系列智能控制算法[3-4],智能算法的应用使得茶叶杀青机温度控制系统的自适应能力和控制准确性不断增强。PID控制是当前使用最普遍的控制方法之一,但其缺点也较多,如控制精度低,控制的鲁棒性较差,难以满足茶叶杀青温度的控制要求。在常规PID控制的基础上,科研人员又将模糊PID控制应用到茶叶杀青加工中,模糊PID控制主要依靠模糊规则中的知识库和数据库,改善了常规PID的控制效果,但由于其知识库和数据库中的数据都比较简单,造成了杀青温度控制的主观性较大,杀青叶的品质难以标准化[5-6]。为此,本文采用了一种SOA-PID控制策略,将SOA算法与PID控制进行有效结合应用到茶叶杀青机温度控制系统中。为了研究SOA-PID控制下的控制系统温度控制性能,利用MATLAB对其进行动态性能仿真分析,分析结果显示该控制系统的快速性,准确性和稳定性显著提高。
1 茶叶杀青机温度控制系统
1.1 温度控制系统组成
目前,国内茶叶加工行业主要使用的机械化杀青设备包括锅式炒青机、滚筒式杀青机及微波杀青机等[7],其中滚筒式茶叶杀青机使用最为广泛。因此,本文选择滚筒式茶叶杀青机温度控制系统为研究对象。滚筒式茶叶杀青机的加热方式为电加热,其温度控制系统的硬件主要由PLC核心控制器,控制系统上位机,杀青滚筒,温度检测装置和加热装置等部分组成,如图1所示。

图1 茶叶杀青机温度控制系统硬件组成
1.2 温度控制系统的控制过程
滚筒式茶叶杀青机启动后,杀青滚筒先做匀速转动,同时加热装置开始对滚筒进行加热。当温度检测装置检测到滚筒内的温度达到系统上位机的预设温度时,提示投入摊青后的茶鲜叶,鲜叶随之在滚筒内翻滚、抛扬和前进。当温度检测装置检测到筒内的温度误差信号时,PLC核心控制器立刻依据其内置的控制算法对温度误差信号进行运算处理,并输出调节信号到加热装置,加热装置随即对滚筒进行加热操作或停止加热,使得系统偏差逐渐趋近于零,从而保持滚筒内的温度相对恒定。在滚筒壁和滚筒内热空气的相互作用下,茶鲜叶内各种细胞的水分迅速汽化,叶质迅速萎软,杀青过程中茶鲜叶中的各种酶活性也均被破坏,当杀青时间达到控制系统上位机的预设时间后,杀青叶就从出料口排出,完成了整个杀青温度的控制过程。
2 茶叶杀青机SOA-PID温度控制系统
2.1 常规PID控制
PID控制原理简单,稳定性好,调整方便,控制效果较好,是最典型的工业过程控制方法之一[8]。PID控制系统包括控制器和被控对象两部分,其中控制器又包括偏差的比例Kp,偏差对时间的积分Ki和偏差对时间的微分Kd三个环节,其控制原理如图2所示。
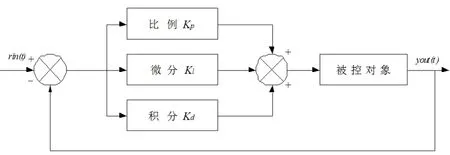
图2 常规PID控制系统原理图
PID控制器是一种线性控制器,其控制偏差e(t)可由式(1)得到:
e(t)=rin(t)-yout(t)
(1)
式中,rin(t)为输入值,yout(t)为输出值。
PID控制系统的传递函数如式(2)所示:
(2)
式中,Kp为比例系数,Ti为积分时间常数,Td为微分时间常数,s是拉式变换的参数。
然而,茶叶杀青机温度控制系统的恒温控制具有滞后性、非线性、时变性等特征,所以常规PID控制无法保证其温度控制的精确性和控制系统稳定性,难以达到预期的工艺要求和杀青效果。
2.2 SOA(人群搜索算法)
SOA(人群搜索算法)以传统的直接搜索算法为基础,直接模拟人的智能搜索行为。SOA算法把全部搜索者当作一个种群,搜索者的位置坐标就用来表示候选解,通过模拟人类搜索目标时采取的经验方向及模糊理论等,实现对问题的最优求解[9-10]。
SOA算法在搜索最优解的过程中,把适应度值作为之后种群搜索位置跟新的依据,并用适应度值来判断解的优劣,保证了初始解不断向最优解搜索进化。考虑到控制系统的多样性,SOA算法的初始值应当在允许的范围内随机产生,如PID控制器,其控制参数组成的种群P就可以用一个3×S矩阵来表示:
(3)
为了获得良好的过渡过程动态特性,采用误差绝对值对时间的积分性能指标作为参数选择的最小目标函数。为了防止能量过大并避免超调,除了采用惩罚控制,还要在目标函数中加入了控制输入的平方项,目标函数即为:
ω2u2(t)+ω3|e(t)|)dt
(4)
式(4)中,ω1,ω2,ω3为权值,ω3≫ω1,且ω1=0.999,ω2=0.001,ω3=100。
SOA算法采用高斯函数来表示搜索步长的模糊变化量,通过不确定推理就可得到搜索步长,搜索步长为:
(5)
式(5)中,αij为j维搜索空间的搜索步长,δij为高斯隶属函数,uij为隶属度。
通过模拟人的利己行为,利他行为等行为,并进行分析建模,就可得到最优解的搜索方向,搜索方向如为:
(6)
式(6)中,sign()为符号函数,φ1和φ2为[0,1]内的常数,ω为惯性权值。
在确定搜索步长和搜索方向后,种群中的个体就可进行位置更新,并最终实现对所求问题解的优化。
2.3 SOA-PID温度控制系统
依据本文2.2节所述的SOA算法原理,设计了包含SOA-PID控制(SOA算法优化的PID控制)的茶叶杀青机温度控制系统,控制系统结构如图3所示。

图3 茶叶杀青机SOA-PID温度控制系统结构图

图4 SOA优化PID控制参数流程图
对于茶叶杀青机温度控制系统中SOA-PID控制器的控制参数具体优化过程如下:
(1)SOA算法初始化产生PID控制器的3个控制参数搜索者种群,并对种群中的搜索者初始位置依次赋值;
(2)通过目标函数,得到改组搜索者的适应度值,并进行搜索者种群间学习;
(3)确定每个搜索者的搜索方向和搜索步长;
(4)更新每个搜索者的位置;
(5)当达到最大迭代次数或满足最小误差标准时,输出优化参数,否则返回第(2)步;
(6)将SOA算法输出的最优参数输入PID控制器,实现温度控制系统的准确控制。
SOA优化PID控制参数的流程图如图4所示。

图5 SOA优化适应度函数曲线

图6 SOA优化PID控制参数的变化曲线
3 实验仿真
3.1 建立仿真模型
根据茶叶的杀青工艺和滚筒式茶叶杀青机控制系统上位机的工艺参数输出数据,在保证杀青时间等工艺参数理想的条件下,使得滚筒内的温度始终维持在130℃-180℃范围之间,为了便于研究我们取150℃为最佳杀青温度。
根据“科恩-库恩”公式抽象出茶叶杀青温度的广义数学模型[11]:
(7)
为了验证SOA-PID控制下杀青温度控制系统的优越性,利用MATLAB对常规PID控制和SOA-PID控制系统分别绘制阶跃响应输出曲线,进行仿真对比。对常规PID控制系统的仿真,为了尽可能的提高控制性能,采用“试凑法”得到整定的PID控制参数,具体参数值如表1所示。

表1 “试凑法”得到的常规PID控制参数
对SOA-PID控制系统的仿真,通过SOA算法得到整定的PID控制参数。设种群规模为50,粒子个数为3,最大迭代次数为100,PID控制的参数搜索范围为[0,50],先通过MATLAB M文件运算,得到了SOA算法优化的适应度函数曲线和SOA优化PID控制参数的变化曲线,如图6、图7所示。
从图中可以得到,SOA优化适应度函数的最优值为3.7995×104,SOA优化PID控制参数的结果,如表2所示。

表2 SOA优化PID控制参数
综合茶叶杀青机温度控制系统的数学模型及表1、2的PID控制参数,在MATLAB SIMULINK模块下建立常规PID控制系统和SOA-PID控制系统的仿真模型,如图7所示。
为了验证系统的抗干扰能力,在系统运行至300s时施加一个干扰信号。
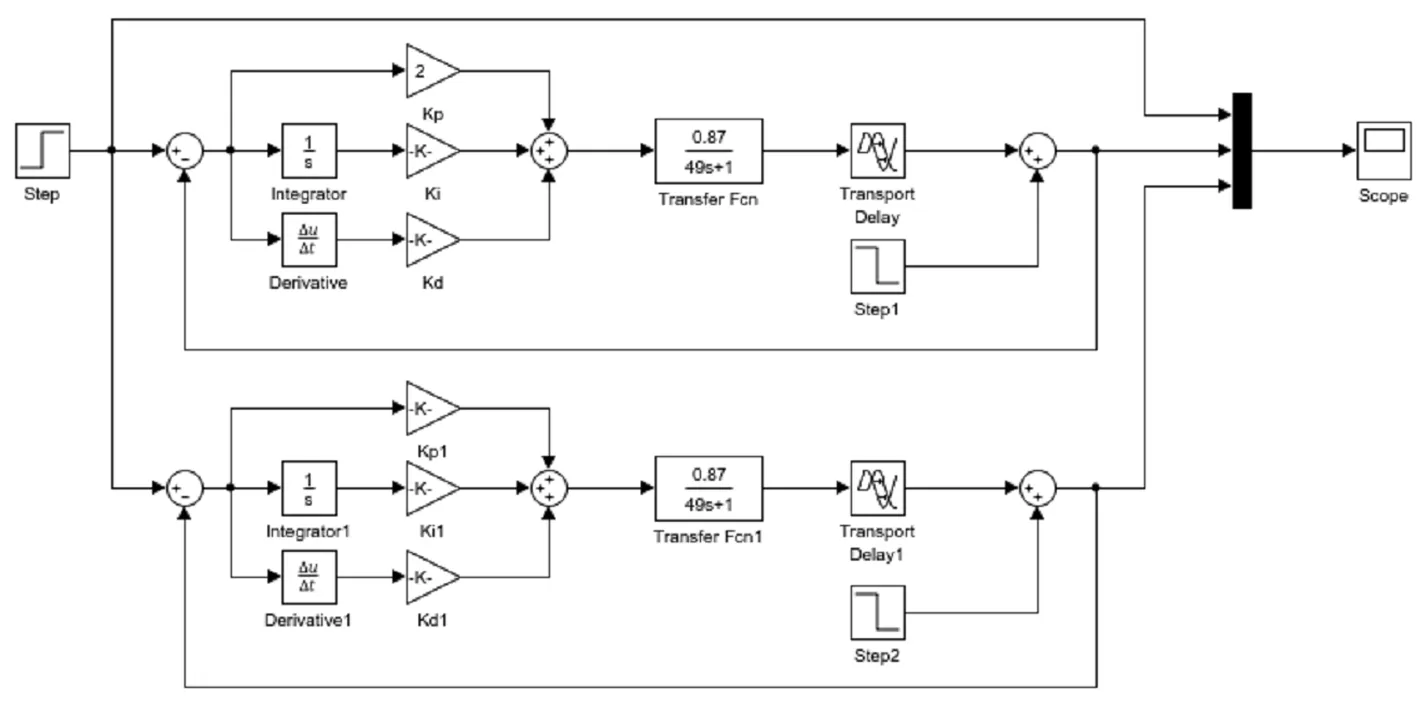
图7 SIMULINK搭建的温度控制系统仿真模型
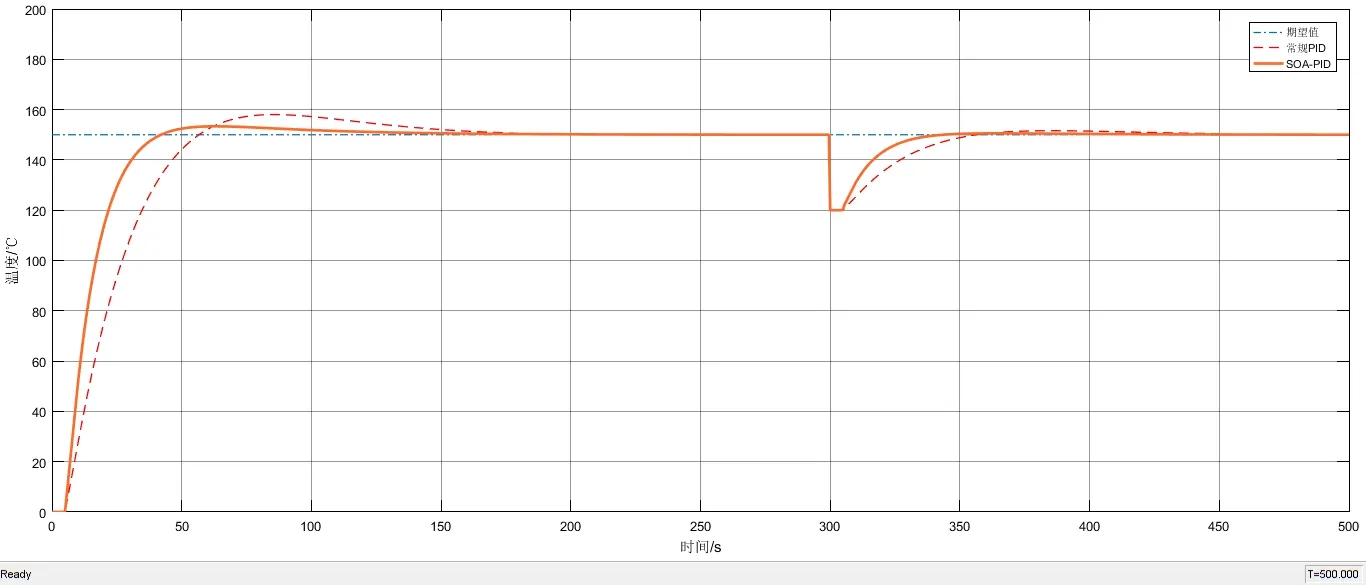
图8 常规PID和SOA-PID控制系统阶跃响应曲线
3.2 仿真结果和分析
对系统分别采用常规PID控制和SOA-PID控制时,其单位阶跃响应曲线如图8所示。
对比常规PID控制和SOA-PID控制的仿真曲线,可以看出:
(1) 常规PID控制下,系统的超调量σp1≈6%,调节时间ts1≈200s,稳态误差ess1=0;SOA-PID控制下,系统的超调量σp2≈1.3%,调节时间ts2≈150s,稳态误差ess2=0。
(2)常规PID控制的响应曲线在没有达到稳态前出现了明显的振荡现象,SOA-PID控制的响应曲线较平稳,几乎未发生振荡。
(3)SOA-PID控制的响应曲线在遇到干扰时重新回到稳态所需的时间明显低于常规PID控制。
因此,茶叶杀青机温度控制系统采用SOA-PID控制比常规PID控制的控制性能明显提高,系统超调较小,稳定速度快,抗干扰能力强,具有更好的动态性能。
4 结 论
本文针对常规PID控制的缺陷和不足,对SOA-PID控制在滚筒式茶叶杀青机温度控制系统中的应用进行了研究,研究结果表明SOA-PID控制能使茶叶的杀青加工在核心工艺参数,即温度控制方面取得明显的改善,得到的具体结论如下:
(1)SOA-PID控制在茶叶杀青机温度控制中,调节时间短,超调量小,稳态特性与动态响应特性均较为优秀,通过SOA算法可以实现茶叶杀青机智能控制系统中较为优秀的温度控制策略。
(2)SOA-PID控制下的茶叶杀青机温度控制系统控制性能优秀,可以极大地提高和保证茶叶的加工质量,满足杀青工艺对温度的控制要求,保证茶叶的杀青效果。
(3)SOA-PID控制下的茶叶杀青机温度控制系统以常规PID控制为基础,可以很好地满足滚筒式茶叶杀青机控制系统的自动控制要求,具备了应用到实际杀青加工中的条件,该研究也为茶叶杀青机在智能控制系统的总体设计方面提供了一定的理论依据。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
幼儿教育(2022年10期)2022-10-28
幼儿教育·父母孩子版(2021年6期)2021-08-05
力学学报(2020年4期)2020-08-11
测控技术(2018年6期)2018-11-25
船海工程(2018年1期)2018-03-01
制造技术与机床(2017年3期)2017-06-23
科学与财富(2017年15期)2017-06-03
黑龙江电力(2017年1期)2017-05-17
科技创新与应用(2017年1期)2017-05-11
