
大跨度钢桁架桥梁主梁车间拼装方案分析
2021-01-10 15:19:18赵亚江李克
科技信息·学术版 2021年36期
赵亚江 李克
摘要:钢桁架桥是一种介于梁与拱之间的一种结构体系,它是由受弯的上部梁结构与承压的下部柱整体结合在一起的结构。由于梁和柱的刚性连接,梁因柱的抗弯刚度而得到卸荷作用,整个体系是压弯结构,也是有推力的结构。本文以兰州市北滨河西延段工程七A标段(K2+500—K3+940段)EPC总承包桥梁工程的主梁车间拼装方案进行分析,提出了几点注意事项。
关键词:大跨度;鋼桁架;桥梁
一、前言
本工程为兰州市北环线工程(北滨河路西延线),起点位于现有北滨河路西端,向西以桥梁型式上跨西沙桥北的T502#路,线位略向南改移以避开兰州石化三〇三厂储油罐,后沿黄河北岸陡坎上布线,跨输油管道、兰州铁路枢纽北环线、利用即有桥孔下穿中川城际铁路,经蛤蟆滩,在一级水源保护地外围布设线位,过柴家台村后折向北,利用隧道绕越柴家峡水电站,从中核浓缩铀有限公司(五〇四厂)靠河一侧穿越(方案暂定隧道穿越),再向西至新城黄河大桥,接G109线位,下穿高速后继续沿老路前行,终点止于新G109国道。路线全长约22.5km,为城市主干路,双向六车道,设计速度60km/h。
二、车间预拼装方案
本项目主梁为车间分节制作,节段在现场采用高强螺栓连接成桥,钢梁各节段均与相邻节段匹配制作。
(一)预拼装准备
1、技术准备及要求
拼装前,组织现场所有施工人员,认真学习施工图纸及本工程所涉及到的操作规程、施工规范、验评标准及其他技术文件,使每个施工人员对所操作的对象都清楚所要达到的标准。
2、材料准备及要求
(1)进行预拼装的钢构件,应是经过质量部门检查,质量符合设计要求和《钢结构工程施工质量验收规范》规定的构件。
(2)焊条、拼装用普通螺栓和螺母的规格、型号应符合设计要求,有质量证明书并符合国家有关标准规定。
3、主要机具
行车、电焊机、焊钳、焊把线、搬手、撬棍、铣刀或锉刀、手持电砂轮、记号笔、水准仪、钢尺、拉线、吊线、焊缝量规等。
4、作业条件。
(1)按构件明细表核对预拼装单元各构件的规程型号、尺寸、编号等是否符合图纸要求。
(2)预拼装所用的支承凳或平台应测量找平,检查时应拆除全部临时固定和拉紧装置。在厂内用钢板等搭建预拼装场地,并对场地进行水平校正,使所有基准点在同一平面上。
(二)车间预拼装工艺
1、根据设计图纸及招标文件的要求选择具有代表性的杆件,在批量生产杆件前制作试装件进行预拼装,以检验工厂制造工艺和工装的正确性。
(1)预拼装前应绘制各部分试装图,编写详细的试拼装工艺,并报请咨询监理工程师批准
(2)提交预拼装的杆件必须经验收合格,并在涂装之前进行预拼装。
(3)预拼装胎架应有足够的承载力,保证在整个预拼装过程中不发生沉降,使杆件应处于自由状态。
(4)厂内预拼装采用平面辗转试装法,即主桁、桥面系(含下平纵联)、公路桥面纵横梁体(含上平纵联)、桥门架及横联均在各自的平面内进行试装。
(5)预拼装时,必须使板层密贴,冲钉不得少于螺栓孔总数的10%,螺栓不得少于螺栓孔总数的25%。
(6)预拼装过程中应检查拼接处有无相互抵触情况,有无不易施拧螺栓处。
(7)预拼装时,必须用试孔器检查所有螺栓孔。钢桁架的螺栓孔应100%自由通过较设计孔径小0.75mm的试孔器,正交异性钢桥面板、桥面系和联结系的螺栓孔应100%自由通过较设计孔径小1mm的试孔器,方可认为合格。
(8)磨光顶紧处应有75%以上的面积密贴,用0.2mm塞尺检查,其塞入面积不得超过25%。
(9)正交异性桥面板段试装的主要尺寸应符合相关规定。
(三)预拼装流程
(1)主桁预拼装
主桁预拼装杆件选择具有代表性的节间及因上拱度设置而造成上弦杆伸长或缩短值不同节间的杆件(伸缩值分别为+8、+6mm),进行平面辗转试装,根据生产轮次安排,一次试装二个节间,本桥选用4个节间,分三次试装。分别为A1~A2、A3~A4、A5~A’4,根据其伸缩值计算出预拼装拱度,检测其试装结果。
(2)铁路桥面系预拼装(含下平联)
铁路桥面系横纵梁与下平联一体预拼装。
(3)公路桥面纵横梁体系预拼装(含上平联)
公路桥面纵横梁体系预拼装4个节间。
(4)桥门及横联预拼装
桥门及横联选择有代表性的节点进行预拼装,因桥门及横联结构基本相同,只选择一组横联进行平面预拼装,关联复杂的杆件采取安装现场配钻工艺。
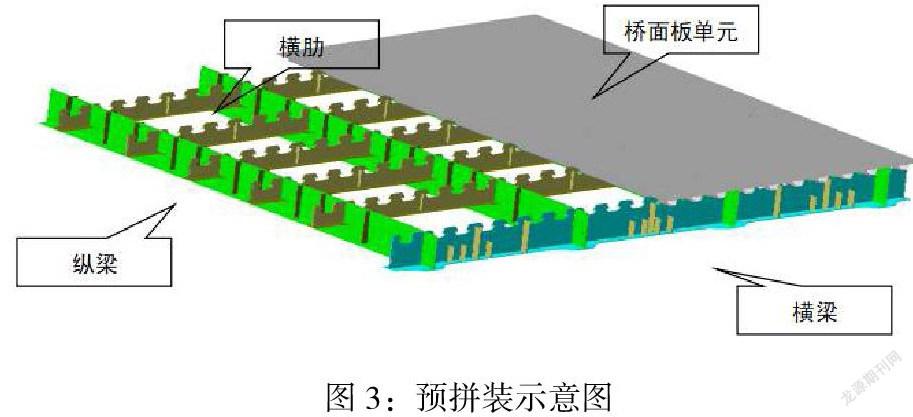
(5)正交异性板段制造及预拼装
正交异性板段制造在胎架上完成。拼装以胎架定位横梁、边横肋,中间横肋、纵梁及桥面板单元按纵、横基线就位并辅以加固设施。
三、拼接过程中防范方案
(1)在下列情况下须对构件进行预拼装
A.为保证安装的顺利进行,应根据构件或结构的复杂程度、设计要求或合同协议规定,在构件出厂前进行预拼装。
B.由于受运输条件、现场安装条件等因素的限制,大型钢结构件不能整体出厂,必须分成两段或若干段出厂时,也要进行预拼装。
(2)预拼装形式
一般分为立体预拼装和平面预拼装两种形式,除管结构为立体预拼装外,其它结构一般均为平面预拼装。
(3)在操作平台上放出预拼装单元的轴线、中心线、标高控制线和各构件的位置线,并复验其相互关系和尺寸等是否符合图纸要求。
(4)按轴线、中心线、标高控制线依次将各构件吊装就位,然后用拼装螺栓将整个拼装单元拼装成整体,其连接部位的所有连接板均应装上。为降低成本,节约造价,拼装螺栓采用同规格的普通螺栓。
(5)预拼装后,经检验合格,应在构件上标注上下定位中心线、标高基准线、交线中心点等。同时在构件上编注顺序号,做出必要的标记。必要时焊上临时支撑和定位器等,以便按预拼装的结果进行安装。
(6)按照与拼装相反的顺序依次拆除各构件。在预拼装下一单元拼前,应对平台或支承凳重新进行检查,并对轴线、中心线、标高控制线进行复验,以便进行下一单元的预拼装。
四、拼接过程的质量控制
1、预拼装所用的支承凳或平台应测量找平,检查时拆除全部临时固定和拉紧装置。
2、预拼时严格按轴线、中心线、标高控制线和工艺图进行,对号入座。
3、安装过程中严禁对各构件进行敲砸,损坏构件或使构件产生变形,只能用撬棍使其预拼装就位。
4、为保证拼装时的穿孔率,零件钻孔时可将孔径缩小(3mm),在拼装定位后进行扩孔,扩到设计孔径尺寸。对于精制螺栓的安装孔,在扩孔时应留0.1mm左右的加工余量,以便进行饺孔。
5、验收标准。
高强和普通螺栓连接的多层板叠,应采用试孔器进行检查,并符合下列规定:
(1)当采用比孔径直径小0.1mm的试孔器检查时,每组孔的通过率不应小于85%;
(2)当采用比螺栓公称直径大0.3mm 的试孔器检查时,通过率应为100%;
3.4出厂要求
1、预制构件、成片或成框结构预制工作完成后,应由质量检验人员进行整体检查。确认合格后,在显著位置粘贴上产品合格证明标签。
2、按照要求做好标识,包括装置名称、单元名称、结构编号及分段编号。
3、按约定的出厂条件,完善油漆等防腐保护。半成品或成品件在厂内吊运、转移时应采取隔垫措施,防止损伤已完成的防腐层。
4、预制件应方便运输,除尺寸满足运输要求外,还应有足够的刚度与强度,否则应有临时加固措施。必要时应标识出吊装索具捆绑点的位置。
参考文献
[1]预应力混凝土连续梁桥施工监控[J].赵倩. 交通世界.2020(11)
[2]桥梁施工监控及桥梁裂缝成因分析[J].刘爱龙. 四川水泥.2019(03)
[3]大跨度连续刚构桥施工监控[J].周昌,刘莲娟. 公路交通科技(应用技术版).2019(10)
[4]钢筋混凝土拱桥施工监控研究[J].李茂军. 城市地理.2018(08)
[5]浅谈连续刚构桥的发展及其施工监控技术[J].刘家敏,崔英明. 黑龙江交通科技.2018(07)
[6]大跨度预应力混凝土箱梁防范质量通病对策[J].戴明逊. 世界橋梁.2017(02)
作者简介:
1.赵亚江(1975-11),男,汉族,籍贯:甘肃天水,大专,工程师,甘肃省 兰州市 研究方向:建筑工程施工技术。
2.李克(1993-03),男,汉族,籍贯:甘肃庆阳,本科,工程师,甘肃省 兰州市 研究方向:机械设计制造及其自动化专业。
猜你喜欢
湖南教育·A版(2019年4期)2019-05-10 03:31:44
小学生学习指导(低年级)(2019年4期)2019-04-22 03:28:24
中国公路(2017年11期)2017-07-31 17:56:30
中国公路(2017年10期)2017-07-21 14:02:37
建材发展导向(2016年6期)2017-01-17 20:57:32
商情(2016年43期)2016-12-26 00:00:00
山东工业技术(2016年15期)2016-12-01 05:31:04
价值工程(2016年29期)2016-11-14 01:47:10
企业导报(2016年8期)2016-05-31 19:42:50
科技视界(2016年1期)2016-03-30 23:11:13
