
关于铜矿选矿技术与设备工艺流程的分析
2021-01-05 05:50:22章红亮
中国金属通报 2020年12期
章红亮
(江西铜业集团德兴铜矿大山选矿厂,江西 德兴 334200)
金属铜具有良好导热性、导电性、耐磨等优势。随着铜在各领域的普及、应用,我国每年铜消耗量逐渐增长。这一状况对铜矿开发、选矿生产工作提出了较高的要求。选矿技术的选择、选矿设备工艺流程的设置状况与铜矿利用率、生产效率密切相关。因此,探讨铜矿选矿技术、设备工艺流程具有一定必要性。
1 常用铜矿选矿技术分析
结合当前铜矿生产状况来看,实践生产中常用的选矿技术主要包含:
1.1 磁选技术
在铜矿选矿生产中,磁选技术主要依托磁选机实现。这种选矿技术的原理为:原铜矿中不同颗粒的磁性不同。运行磁选机后,原铜矿颗粒在给料机的电磁振动作用下缓慢转移至磁场区,随着磁选机磁滚筒的循环转动,原铜矿中的磁性物质迅速吸附于磁滚筒表面,并经磁滚筒的分选作用被转移至固定位置。在此期间,原铜矿中的非磁性杂质则因无磁力作用,而在磁滚筒的抛离作用下与铜矿分离开来。而弱磁性颗粒的磁力低于铜矿颗粒,也会在抛离作用下分离出来,由于这一成分与非磁性杂质所受磁力不同,二者所产生的抛离轨迹(分离位置)也存在一定差异。结合磁选技术在铜矿选矿生产中的实践应用经验来看,这种技术的普及度较高。铜矿杂质清除效果、铜矿粒度均与磁选次数呈正相关关系。
1.2 重选技术
重选技术以原矿中不同物质的相对密度存在差异为基本原理。利用选矿设备将原铜矿混入液体运动介质中后,原铜矿中相对密度不同的矿物离子可在设备机械力、运动介质产生流体动力的联合作用下,出现明显分层、分离现象。目前,这一选矿技术主要用于低品位铜矿的预选、粗选环节中(如可通过重选技术针对硫化铜矿石进行初步提纯,以降低后续选矿难度及成本)。与其他选矿技术相比,重选技术的优势在于:成本低廉,且选矿过程相对环保。但经该技术选矿,无法直接获得精矿。
1.3 浮选技术
浮选技术是一种经典铜矿选矿方法,其原理为:铜矿中矿物表面物理化学性质存在一定差异,利用浮选药剂针对原铜矿进行处理后,矿物可选择性附着于浮选药剂产生的气泡表面,进而达成铜矿分选目标[1]。在实践选矿生产中,依据所选用浮选药剂的不同,可将这种化学选矿分成乳浊液浮选技术、脂肪酸浮选技术以及硫化浮选技术等多种类型。常用浮选方法的应用流程分别为:第一,铜矿的乳浊液浮选。利用化学药促使通矿物发生硫化反应及氧化反应,向反应产物中加入适量硅酸钠、丙烯酸(状态:聚合物)后,随后混入适量络合剂(甲苯并三唑、二苯胍等),借助络合剂的络合作用,于铜矿石表面均匀形成一层稳定性较强的亲油层,随后将表面附着亲油层的铜矿石混入油乳浊液中,此时,铜矿石的亲油层可促使其产生良好疏水性,使其摆脱沉淀状态,而转为可浮状态。第二,铜矿的脂肪酸浮选。该浮选技术的原理为:利用脂肪酸营造酸性环境,借助脂肪酸捕收剂的吸附作用,使其附着于铜矿石表面,促使铜矿石成分转为可浮状态,进而为铜矿石的分离与筛选提供支持。第三,铜矿的硫化浮选。这一铜矿浮选流程为:针对铜矿石进行初步破碎、研磨处理后,向原铜矿石中加入硫磺粉,将混合物充分浸润于pH为6.5-7.5的氨中。在氨环境下,氧化铜迅速与氨、CO2发生结合反应,硫离子在硫化沉淀反应作用下由游离状态转为沉淀状态(即硫化铜离子)。第四,铜矿的离析浮选。离析浮选也是铜矿选矿中的常用浮选手段。以氧化铜矿为例,其离析浮选流程为:将氧化铜原矿石进行破碎处理后,混入适量煤粉、氯化钠,确保上述成分充分混匀后,将其加入700℃~800℃炉内持续进行焙烧,随着焙烧的持续,氧化铜矿石中的铜成分会转化为氯化物形态挥发。当从炉内取出原矿石后,铜氯化物在低温条件下迅速发生还原反应,转变为金属铜成分,并吸附于碳粒表面,此时采用黄药类捕收剂(如丁基黄药等),即可促使金属铜转为可浮状态,并被充分筛选出来。
相对于其他选矿技术而言,浮选技术的优势在于:第一,适用范围广。浮选技术不仅适用于原铜矿的粗选、预选,还可为铜矿尾矿、中间产物的选矿提供支持,该技术可有效提升铜矿有用组分的利用率。第二,选矿效果好良好。经浮选技术进行选矿后,所得产物中的杂质残留较少,精度较高。
1.4 浸出技术
浸出技术以难选铜矿为适用范围,其原理为:依据某些矿物的特殊物理化学性质,利用特定溶浸剂处理原矿石,在水动力、化学浸出等机制的影响下,原矿石中的矿物成分自固态转化为气态或液态,便于铜矿的有效回收。这种选矿技术的特征为:浸出选矿流程对周围环境污染相对较小,整个选矿流程的操作较为便捷,难度较低。
从铜矿选矿生产中的选矿技术应用状况来看,由于原铜矿成分较为复杂,多为多金属共伴生矿,为保障铜回收率参数,通常需结合铜矿的组分构成,将不同选矿技术进行搭配组合后,以综合选矿技术方案开展选矿。例如,某多金属共伴生铜矿分别采用弱磁-正浮选技术、反浮选-强磁选技术等进行选矿,最终,该铜矿的铜回收率参数达到85.24%。
2 铜矿选矿设备工艺流程
这里主要从以下几方面入手,针对铜矿选矿设备工艺流程进行分析:
2.1 选矿设备流程方面
铜矿选矿生产中涉及的选矿设备较多,如过滤机、振动机、破碎机等[2]。按照一般铜矿选矿流程,其对应选矿设备流程为:向破碎机或筛分机中加入原矿石后,由皮带运输机将破碎后或初步筛分后的原铜矿石传输至给料机,给料机将处理后的铜矿石运送至球磨机中,实施细化分选;分级机根据不同原矿石的密度差异进行分级;随后通过浮选机对原矿石进行精选,最后由浓密集机、浓缩过滤机获得精选后的不同有用组分。
2.2 选矿工艺流程方面
原铜矿需经粗选、精选、筛分等一系列流程,获得铜精矿。铜矿的基本选矿工艺流程如图1所示。在铜矿选矿的矿石破碎环节(从粗碎到分级)中,粗碎操作多采用1.5m规格旋回式破碎机或1.2m规格旋回式破碎机,经这类破碎机处理后,可获得块度<1m规格的原矿石;而细碎则多采用2.2m规格或2.1m规格圆锥式破碎机进行破碎处理。粗碎后的原矿石经细碎、筛分、球磨处理后,可由分级设备将粒度<12mm规格的矿石送入选矿设备中进行粗选。在实践选矿工作中,需结合铜矿的矿石性质、选矿难易程度等,对基础选矿工艺流程进行适当细化或改进,以保障铜精矿品位及回收率参数。

图1 铜矿选矿工艺流程
3 铜矿选矿实例分析
以某硫化铜矿为例,针对该铜矿的选矿技术、选矿设备及工艺流程进行分析:
3.1 铜矿概况
某硫化铜矿为热液蚀变的接触变质铜矿。该铜矿的铜矿石主要包含含铜黄铁矿石、含铜磁铁矿石以及含铜磁黄铁矿石等。该铜矿的主要化学成分如表1所示。由表1可知,该硫化铜矿组分构成较为复杂,选矿难度相对较高。
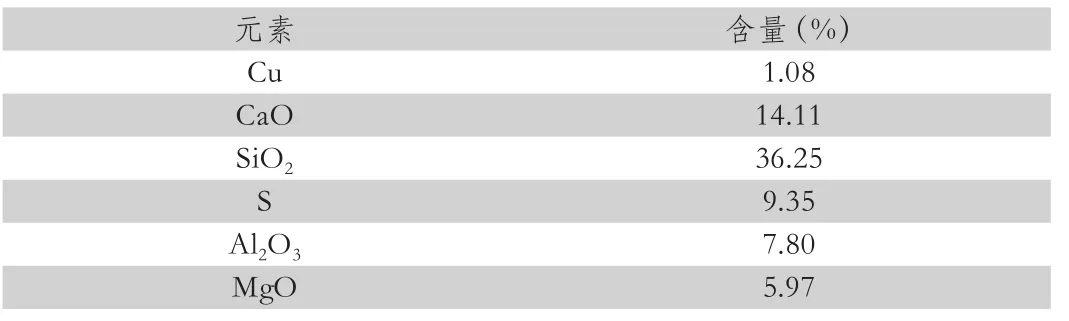
表1 某硫化铜矿主要化学成分
3.2 磨矿细度选矿
该硫化铜矿选矿的粗选选用二粗二扫工艺,浮选药剂条件为:100g/tZ~200、50g/t丁基黄药、40g/t松醇油。该铜矿按照75%占有率、-0.074mm磨矿细度参数进行粗选,所得粗选结果为:给矿品位为1.05%,铜粗精矿产率及铜粗精矿品位参数分别为31.2%、2.96%,在上述条件下,该硫化铜矿的回收率参数则为87.67%。表明磨矿细度参数设置合理。
3.3 捕收浮选
从该硫化铜矿的矿石性质、组分分布特征来看,其选矿难度较高,对浮选捕收剂选择性及捕收能力的要求较高,如捕收剂选用不当,极易影响铜回收率。
而从硫化铜浮选捕收中的常用捕收剂类型来看,Z-200捕收剂符合该硫化铜矿对成分选择性的要求;黄药类捕收剂对铜矿的捕收能力较强,符合该硫化铜矿对捕收剂捕收能力的要求,宜选择该捕收剂开展捕收选矿。为保障铜品位及回收率参数,该硫化铜矿在捕收浮选中同时采用Z-200及丁基黄药两种成分。按照2:1比例对这两种捕收剂进行配比。该搭配方案的优势在于:第一,降低捕收剂粘性,提高铜矿捕收效率。丁基黄药泡沫粘性较大,适当增加Z-200剂量后,捕收剂泡沫性质(高粘性)可得到一定改善。上述变化有助于提升捕收浮选环节的效率,缩短铜矿选矿耗时。第二,预防铜跑粗问题的发生。在Z-200与丁基黄药2:1配比条件下,选矿操作不稳现象可得到明显改善,进而降低铜跑粗问题的形成风险。
Z-200与丁基黄药配比条件下,捕收剂用量的设置与铜品位及回收率参数存在密切关联。随着捕收剂用量的减少,铜品位水平逐渐升高,但铜回收率相对较低。因此,在确定捕收剂用量时,应综合考虑铜矿选矿对铜品位、回收率的要求,平衡二者的关系。该硫化铜矿按照150g/t剂量进行选矿,从该硫化铜矿的捕收浮选结果来看,1.07%给矿品位下,该硫化铜铜矿的铜粗精矿品位、回收率分别为3.07%及90.68%。
根据该硫化铜铜矿的选矿工艺流程,在实践选矿生产中,选矿技术的选用、工艺流程的制定,均需严格考虑铜矿成分构成、选矿难易程度等信息,以确保所制定选矿方案与铜矿选矿要求的契合度。
4 结论
加强对铜矿选矿技术、设备工艺流程的分析具有一定现实意义。为了促进选矿效率及质量的提升,可结合铜矿特征、选矿要求合理选用各类选矿技术及工艺。此外,为了进一步提升铜矿利用率,还需结合既往选矿工作经验,不断优化选矿工艺流程设置,以缩小铜矿产量与需求量之间的差距。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:35:16
昆钢科技(2022年2期)2022-07-08 06:35:56
选煤技术(2022年1期)2022-04-19 11:15:12
选煤技术(2021年3期)2021-10-13 07:33:36
金属矿山(2021年8期)2021-09-09 10:30:42
化工环保(2021年3期)2021-06-17 08:06:48
世界有色金属(2018年9期)2018-07-12 10:59:50
材料研究与应用(2015年4期)2015-08-23 11:39:40
金属矿山(2014年7期)2014-03-20 14:19:52
金属矿山(2013年11期)2013-03-11 16:55:04
