基于PLC碱洗塔废气处理控制系统设计
2021-01-04 01:16赵静,张斌
科技创新导报 2021年21期
赵静,张斌

摘要:工业生产过程中常常会产生大量的废气,并且这些废气的存在会影响生产过程中所需的气体质量。针对此问题,对碱洗塔废气处理系统采用碱洗的方式清洁含有硫化物和氨气等工业气体,但除去废气的过程中,碱洗液浓度会在使用过程中逐渐降低,于是提出基于PLC专家控制碱洗液的PH值和液位高度。在实际工程中,采用西门子 S7-200 系列 PLC对碱洗塔中的废气实现控制,应用效果理想。
关键词:碱洗塔废气处理系统;PLC;专家控制;碱洗液浓度
Design of Waste Gas Treatment Control System of Alkali Washing Tower Based on PLC
ZHAO Jing1 ZHANG Bin2
(1. Xi'an Mingde Institute of Technology, Xian, Shanxi Province, 710124 China; 2. Shaanxi Safety Production Science and Technology Center, Xi’an, Shaanxi Province, 710004 China )
Abstract: A large amount of waste gas is often produced in the industrial production process, and the existence of these waste gases will affect the gas quality required in the production process. In order to solve this problem, the waste gas treatment system of alkali scrubber which adopts alkali washing method to clean industrial gases containing sulfide and ammonia, but in the process of removing waste gas, the concentration of alkali washing solution will gradually decrease in the process of use, so it is proposed to control the pH value and liquid level height of alkali washing solution based on PLC expert. In the actual project, Siemens S7-200 series PLC is used to control the waste gas in the alkali washing tower, and the application effect is ideal.
Key Words: Alkali washing tower waste gas treatment system; PLC; Expert control; Alkali washing solution concentration
前言
堿洗塔是对工业生产中所产生的废气做环保净化处理的一种设备,其任务是根据酸碱中和采用氢氧化钠吸收中和液来净化酸雾废气,广泛应用于、化工、制药冶金、机械、食品、石油等行业的废气环保净化处理。在控制过程中氢氧化钠的浓度会在使用过程中降低,需要控制碱洗液的PH值和液位高度来实现碱洗塔的废气处理,因此碱洗塔的废气处理系统需根据运行情况进行实时调节碱洗液的PH值和液位高度保证碱洗塔有效及时地处理硫化氢、氨气等气体,使之正常有效地工作。针对液位和PH这两个重要被控参数具有有时变、大滞后、非线性等特点[1],基于此,本设计在碱洗塔废气净化处理系统的工艺基础之上结合专家控制,采用西门子s7-200系列PLC与触摸屏实现该系统的有效、安全、可靠、稳定的控制。
1系统组成
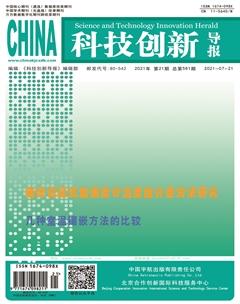
图1所示为碱洗塔废气处理控制系统。该系统由光氧等离子一体机、离心风机、两个循环泵(一备一用)、循环水箱、加药泵、碱洗塔、PH计、液位计(LT)组成。在该系统中通过液位计和PH计对液位和PH值进行监测,结合专家控制策略对液位和PH值进行控制。PLC作为中央控制单元,把实时工艺数据通过Modubus RTU通信协议并在RS-485硬件通信口基础上传送至上位机,PLC与上位机建立Modubus主站从站之间的通信来传送数据信息[2]。触摸屏(HMI)人机界面可实时显示动态画面,并具有报警、手动调试、参数设置等功能[3]。在碱洗塔废气处理系统中,光氧等离子一体机工作电压AC220V,功率14.4KW;离心风机工作电压AC380V,功率45KW;循环泵两台,功率5.5KW;液位计监测的最低液位为300mm,最高液位为700mm;PH监测值最低为7,最高为11。风机启动后,循环泵启动,光氧等离子一体机5s启动,其它所有设备均为自动状态。若液位过高或者过低、PH过低或者过高、硫化氢以及氨气浓度过高,蜂鸣器均会报警提示。
2专家控制
专家系统是包含推理以及知识的智能计算机程序,利用某个领域专家的经验及知识解决该领域中的复杂问题。而专家控制是把专家系统的工作原理、概念同计算机技术、自动控制技术相结合,模拟专家的智能,从而实现对复杂系统的过程控制。专家控制是智能控制技术的重要分支之一,该控制使复杂系统更具有可靠性、灵活性以及处理不确定信息问题的能力。 专家控制系统包含由输入输出采样信号、知识库、信息获取与处理、推理机构与控制规则集所组成[4]。 针对被控参数有时变、大滞后、非线性等特点,专家控制是根据某个领域的专家知识或操作人员的推理能力和实际经验参与到被控过程中提出的先进控制方法。
现以碱洗塔作为被控对象,结合专家控制思想,对碱洗塔废气处理系统采取专家控制,从而构成碱洗塔废气处理专家控制系统。在专家控制系统中,信息获取与处理是从基于专门的技术人员或者专家的经验归纳总结而获取的信息,把这些信息整理之后就构成了知识库。知识库用于存放获取的专家经验知识。推理机利用知识进行推理,对于简单的知识结构,根据问题的求解过程可以采用正向推理的方法,逐个判断各个规则条件,若满足条件执行该规则,若不满足,继续搜索直到匹配成功。控制规则集是存放了若干条规则,每条产生式规则可以用IF(满足这个条件),THEN(采取这个操作)这样的语句形式来进行表示。结合碱洗塔废气处理系统的工艺要求,把系统可分成两个独立的回路,即该系统有两个控制子系统:水箱液位控制子系统以及PH值控制子系统。液位控制子系统是利用液位计(LT)检测液位高度,与给定值比较后得到偏差,对液位进行控制;PH值控制子系统利用PH计(PHT)检测PH值,与给定值比较得到偏差,对PH值进行控制,对其分别建立水箱液位控制规则库和PH值控制规则库。
(1)液位控制规则库
IF 水箱液位高度600mm≤LT≤700mm,THEN 进水阀关闭;
IF 水箱液位高度LT>700mm,THEN 高液位报警;
IF 水箱液位高度300mm≤LT≤400mm,THEN 进水阀打开;
IF 水箱液位高度LT<300mm,THEN 低液位报警;
IF 水箱液位高度LT<300mm,THEN 关闭循环泵1;
IF 水箱液位高度LT<300mm,THEN 关闭循环泵2;
(2)PH值控制规则库
IF PH计PHT>11,THEN 高PH值报警;
IF PH计PHT>11,THEN 加药泵关闭;
IF PH计PHT<7,THEN 低PH值报警;
IF PH计PHT<7,THEN 加药泵开启;
3触摸屏人机界面设计
碱洗塔废气处理控制系统采用触摸屏编程组态软件SIMATIC WinCC flexible,在触摸屏人机界面中设置系统监视画面、手动界面、参数设定[5]。监视画面需要显示各机电设备的状态、系统状态、实时数据及报警提示,如图2所示。
在参数设定界面中可对风机频率、水箱液位的上下量程、PH值上下量程、硫化氢及氨气上限进行设置,如图3所示。液位计上量程显示水箱最高液位,高于该值系统报警;液位计下量程显示水箱最低液位,低于该值系統报警,循环水泵停止工作;PH计上量程显示高于该值系统报警,禁止加药;PH计下量程显示低于该值系统报警,加药泵启动加药,高于该值加一后停止加药;风机频率设定显示主风机运行频率设置,范围0-50Hz;高于硫化氢上限或者氨气上限,系统报自动警[6]。
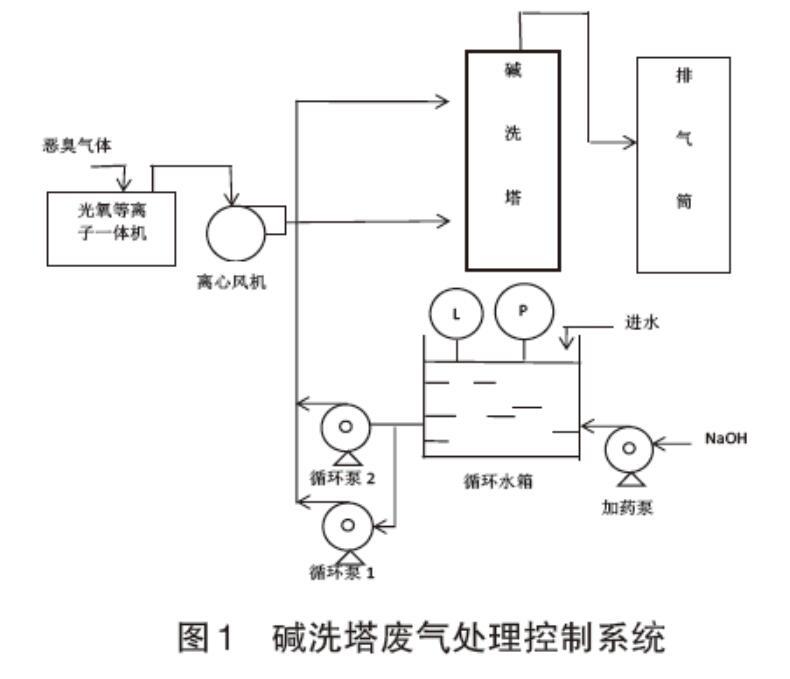
在手动界面中,可对各机电设备进行手动调试及状态显示,如图4所示。碱洗塔废气处理控制系统运行结果如图5所示。从图5中可看出液位、PH值、硫化氢及氨气浓度均在正常范围内,未出现蜂鸣器报警提示。
4结论
在碱洗塔废气处理系统中,在任意时刻可通过人机界面对系统中液位、PH值、硫化氢及氨气浓度进行在线监测,采取西门子S7-200系列PLC对系统实现专家控制,控制稳定,应用效果理想。
参考文献
[1] 王再英等. 过程控制系统与仪表[M].北京:机械工业出版社,2017:45-124
[2] 杨锐. 西门子PLC编程案例精讲[M]. 武汉:华中科技大学出版社,2020:85-99
[3] 段荣华. 基于力控与S7-400 PLC的辊子输送机运行状态监控系统[J].工业仪表与自动化装置,2019(01):84-90
[4] 宣铁锋. 基于专家PID的电阻炉温度控制策略[J].仪表技术,2020(02):34-37
[5] 马传广. PLC在矿山排水自动控制系统的应用研究[J]. 中国设备工程,2021(14):147-148
[6] 高振兴. 基于PLC的自动化控制网络诊断系统[J].工业控制计算机,2019(05):45-46
中图分类号:X701 DOI:10.16660/j.cnki.1674-098x.2108-5640-3794 第一作者:赵静,(1983—),女,硕士研究生,副教授,研究方向为自动化控制方向
第一作者简介 :赵静(1983-),女,陕西省西安市人,硕士研究生,副教授,研究方向自动控制。