
面向绿色制造的涤纶低弹丝生产关键工艺参数优化
2020-12-28 02:02邵景峰李宁袁玉楼
丝绸 2020年12期
关键词:绿色制造
邵景峰 李宁 袁玉楼
摘要: 为了实现涤纶低弹丝生产过程绿色低碳制造,文章以加弹工艺为研究对象,提取关键工艺参数并考虑实际约束条件,构建以涤纶低弹丝韧度最大、碳排放最小及能量效率最高为综合目标的多目标优化模型。采用信噪比与改进综合赋权的灰色关联分析相结合的方法,将模型优化从多目标向单目标转化;通过Box-Behnken Design试验设计获取试验数据,基于响应曲面法建立灰色关联度与关键工艺参数之间的二阶响应模型,进而应用遗传算法对优化模型进行求解。最后,通过算例验证与分析,结果表明该模型更为合理地优化了涤纶低弹丝生产过程中的关键工艺参数,在保证纤维质量的同时使碳排放量较传统工艺条件下降低了3.81%,提高了能源利用效率。
关键词: 工艺参数优化;涤纶低弹丝;绿色制造;碳排放核算;纺织生产
中图分类号: TS102.522;TQ340.69
文献标志码: A 文章编号: 10017003(2020)12004108
引用页码: 121107 DOI: 10.3969/j.issn.1001-7003.2020.12.007(篇序)
Optimization of key process parameters for polyester drawn textured yarn orientedto green manufacturing
SHAO Jingfeng1, LI Ning1, YUAN Yulou2
(1.School of Management, Xian Polytechnic University, Xian 710048, China; 2.Xianyang Textile Group Co., Ltd., Xianyang 712000, China)
Abstract: In order to realize green and low carbon manufacturing of polyester drawn textured yarn(P-DTY), the texturing process was selected as the research object, and the key process parameters were extracted. Besides, the actual constraints were considered to establish a multi-objective optimization model with the maximum toughness, the minimum carbon emission and the maximum energy efficiency of P-DTY as the comprehensive objective. The model optimization was transformed from multi-objective to single objective by combining signal-to-noise ratio and grey correlation analysis with improved comprehensive weighting. Then, Box-Behnken Design was used to obtain test data, and a second-order response model between the gray correlation degree and key process parameters was established based on the response surface method. Further, genetic algorithm was applied to solve the optimization model. Finally, the results of example verification and analysis show that the model is more reasonable, because it optimized the key process parameters in the production process of P-DTY, which can reduce the carbon emission by 3.81% and improve energy use efficiency under the precondition of ensuring fiber quality, compared with the traditional process.
Key words: process parameter optimization; polyester low elastic yarn; green manufacturing; carbon emission accounting; textile production
提倡節能减排以实现人类社会可持续发展的目标指引,绿色制造综合考虑资源与环境耦合效应引领现代制造业向“绿色、智能、高效、服务”的方向积极发展开来[1]。《纺织工业“十三五”发展规划》[2]指出,中国经济发展进入新常态,纺织工业发展环境和形势正发生深刻变化,要从建设生态文明新高度推动纺织工业节能减排,发展低碳、绿色、循环纺织经济以推动行业转型升级,实现到2020年纺织单位增加值能耗累计下降18%的绿色发展目标[2]。在涤纶低弹丝(draw texturing yarn,DTY)的生产加工过程中,企业更加关注强、伸度,卷缩性等具有代表性的质量特征,同时针对能耗、能源利用效率及碳排放加以考虑。因此,合理构建能耗与产品质量之间关系,优化关键工艺参数,对实现涤纶低弹丝绿色制造具有重要意义。
近年来,随着资源环境问题的日益严峻,绿色制造成为国内外学者研究的热点,Deif[3]提出了一种新的绿色制造模式的系统模型,通过工业案例对系统模型进行了验证分析;Ahn等[4]从可持续发展的角度出发,在节约能源和材料及探索新技术方面对绿色制造及其应用进行了展望;Dornfeld等[5]讨论了绿色技术的基本要求,确保其有效应用的方法和工具,并对其影响进行了测量。在此基础上,数据驱动技术结合绿色制造随之应用开来:Alay等[6]利用绿色制造相关方法对纺织工业中的抗菌针织物进行了改进,并限制生产全过程的有害排放,具有良好的试验效果;Singh等[7]采用人工蜂群算法对绿色制造单元的加工过程进行建模并对工艺参数进行了优化,提高了加工过程的绿色度;Zhang等[8]提出了一种基于IIPG模块的绿色制造通用参考模型,细化了不同产业领域绿色制造一般模式和总体框架;Jagadish等[9]基于模糊逻辑模型的减法聚类构建绿色制造过程决策支持系统,用于GM过程参数的预测和优化,通过验证分析,提高了GM过程的效率和性能。
中国学者分别从不同角度出发,针对制造业过程参数优化,结合绿色制造技术进行了一系列的研究。比如,基于生命周期与碳排放评价,文笑雨等[10]建立了兼顾效率指标和绿色指标的多目标柔性工艺规划数学模型,在保证生产效率的同时减少制造过程中的碳排放量;潘建新[11]针对降低干切削过程中二氧化碳排放量的问题,运用响应曲面法优化加工参数,显著降低了能耗和碳排放。在具体的纺织工业生产实践过程中,郭桥生等[12]通过对假捻变形机进行技术改造,研究工艺条件变化对纤维织物风格的影响,进而提出一种新型节能聚酯纤维DTY的生产工艺,通过验证,起到了明显的节能效果;吴金亮等[13]通过优化DTY加工中牵伸比、网络压力、变形温度及超喂率等生产工艺,得到了高弹性、蓬松度良好、网络均匀的涤纶纤维;魏艳红等[14]通过对捻系数、牵伸倍数等纺纱工艺进行优化,确定最优工艺。随着研究方法逐渐趋于智能化,智能优化算法越来越受到学者们的关注,张国祥等[15]融合粒子群算法与人工鱼群算法,构建最小加工时间和最小碳排放量为目标函数的多目标切削参数优化模型,结果表明该融合算法具有较高的精度和较好的收敛性;顾敏明等[16]提出一种热定型过程参数优化方法,基于粒子群算法对温度值进行寻优,实现了降低能耗的有效性;詹欣隆等[17]提出一种改进的非支配排序万有引力搜索算法,通过对铣削加工低碳多目标参数优化模型进行求解,为面向绿色制造的工艺参数优化提供了一种新的思路。
综上,国内外学者结合绿色制造技术,针对制造过程中工艺参数寻优进行了相关研究,但鲜有综合考虑产品质量、能量效率及工艺过程对环境的影响(如加工过程碳排放)。为此,本文充分考虑绿色低碳生产,以纺织工业涤纶低弹丝加弹工艺为研究对象,以关键工艺参数(如加工速度、热箱温度等)为优化变量,构建最大DTY韧度、最小碳排放量及最大能量效率的多目标优化模型,并对优化模型进行求解。
1 涤纶低弹丝多目标优化建模
1.1 确定关键工艺参数优化指标
结合文献[12-13],并在文献[18]的研究基础上展开分析,可见涤纶低弹丝加弹生产过程中涉及众多工艺参数(如纺丝温度、罗拉转速、冷却条件等),并且参数间存在耦合关系而相互制约。为此,本文在前期研究基础上,确定影响能耗、碳排放量及产品质量特征值的工艺参数集合为关键工艺参数,从而在确定生产条件后,影响优化目标的关键工艺参数则为:加工速度(Vl2)、牵伸比(B)、第一热箱温度(Th1)、第二热箱温度(Th2)、油轮转速(Vo)、油尺高度(Ho)。
1.2 确定优化目标
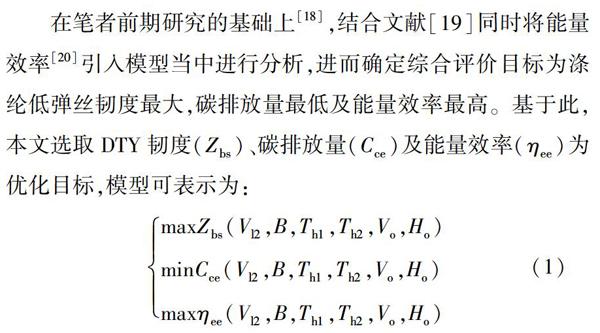
在笔者前期研究的基础上[18],结合文献[19]同时将能量效率[20]引入模型当中进行分析,进而确定综合评价目标为涤纶低弹丝韧度最大,碳排放量最低及能量效率最高。基于此,本文选取DTY韧度(Zbs)、碳排放量(Cce)及能量效率(ηee)为优化目标,模型可表示为:
1.2.1 涤纶低弹丝韧度表征
在反映涤纶低弹丝质量特征的指标中,纤维的断裂强度及伸度作为代表性考量值,而在考虑DTY品质时,却不能将单一指标的优劣程度作为衡量DTY成品质量好坏的因素。因此,结合文献[19]并在此基础上,将涤纶低弹丝韧度,即强度与伸度乘积的一半作为综合评价指标来评估涤纶低弹丝的品质性能,通常DTY韧度值愈高愈好,韧度高的纤维耐磨耐折、内在质量好。
1.2.2 涤纶低弹丝加弹碳排放核算
在文献[18]的基础上,分析得到DTY加工过程中的碳排放主要表征为能源碳排放(Cee)、物料碳排放(Coe)及工艺碳排放(Cne),其中能源碳排放(Cee)主要为电能消耗转化的碳排放,具体包括加弹机的变形拉伸、罗拉传动、排烟及卷绕成型装置的动力消耗,还有电辅热系统的电能消耗。因此,采用式(2)进行电能消耗碳排放核算,即:
式中:Cme为各设备中电动机的电能消耗碳排放量,Cre为各设备电辅热时对应的电能消耗碳排放量。
Cme可采用式(3)进行计算,即:
式中:fe为电能对应的碳排放系数,kg/(kW·h);Mi为各设备电动机电能消耗,kW·h;smi和tmi为设备开启和停转的时间,h;Pmi为各设备部件运转时的实际功率,kW。
Cre可采用式(4)进行计算,即:
式中:Ri为各设备电辅热电能消耗,kW·h;rri為电辅热加热丝的条数;Pri为电辅热加热丝加热时的实际功率,kW;Tri为电辅热加热丝的加热时长,h。
物料碳排放(Coe)主要表征为上油系统上油时的DTY油剂消耗量,可采用式(5)进行计算,即:
式中:fo为DTY油剂对应的碳排放系数;Vo为上油轮转速,r/min;co为单位轮转的油剂消耗量,L;to为上油时长,h。
工艺碳排放(Cne)主要表征为DTY加弹过程中产生的油剂废气排放量Nnmhc,可采用式(6)进行计算,即:
式中:fg为油剂废气对应的碳排放系数;λ为以油剂废气排放形式的比例;k为油剂含量,以每吨POY丝为单位,m3/t;Go-poy为POY丝的消耗量,以单位时间计算,t/h。
综上,可得整个加弹过程的碳排放指示量Gtotal,即:
式中:fi为各能源分别对应的碳排放系数;Ei为各能源消耗量。
1.2.3 加弹能量效率
文献[20]提到:在机械加工过程中,传统的能量效率、能量利用率及能量“投入-产出”之间的比能效率均可表征能量效率。在此基础上,分析得到DTY加弹过程中加弹机耗能主要是机械传动和热箱加热两部分组成,加弹能效比函数可由式(8)表示,即:
式中:Emd为DTY机机械传动带来的电能消耗量,kW·h;Ehb为DTY机热箱加热带来的电能消耗量,kW·h;Etotal为单台DTY机的电能总消耗量,kW·h。
1.3 确定约束条件
DTY加弹过程中,关键工艺参数变量的取值界限受加工过程中的实际条件及经验限制[13,18],并且第二热箱温度小于第一热箱温度,各设备电动机功率不能大于其主电机额定功率,即:
2 分析方法
2.1 信噪比
信噪比(signal-to-noise ratio,S/N)在参数优化中占有重要位置,常用于作为评价质量特征值的关键指标,由其设计的评价指标具有强稳健性且产品质量特征值不易受干扰[20]。通常信噪比对于质量特征量有望大趋向和望小趋向的要求,考虑到涤纶低弹丝韧度及能量效率越大越好,因此应用信噪比的望大趋向,即:
碳排放量应用信噪比的望小趋向,即:
式中:每组试验重复次数由n表示;第i次试验数值由i表示,工艺目标值由yi表示。
2.2 改进综合赋权的灰色关联度分析
在涤纶低弹丝关键工艺参数多目标优化过程中,灰色关联度分析法(grey relation analysis,GRA)首先确定原始数据矩阵,然后对数据作归一化处理,以消除不同量纲间的差异性,进而计算与理想参考值之间的灰色关联系数,最后得到灰色关联度的计算结果[20],操作步骤如下:
1)确定原始数据矩阵。将每组试验数据序列进行编码,分别代表DTY韧度、碳排放量、能量效率的原始数据序列,其中i(i=1,2,3)为指标;j(j=1,2,3,…,54)为试验序号,构造原始数据矩阵Xi(j),即:
2)数据无量纲化处理。消除原始数据序列间因量纲不同而引起的计算复杂,采用式(13)和式(14)进行数据规范化处理,即:
指标具有望大趋向时,采用式(13)转换:
指标具有望小趋向时,采用式(14)转换:
式中:xi(j)为原始数据;Yi(j)为规范化数据。
3)数据差序列转化。采用式(15)计算规范化数据序列间的数据差Δi(j),其中理想数据参考列用x0i表示,即:
4)确定灰色关联系数。采用式(16)计算灰色关联系数fi(j),其中φ为分辨系数,φ∈[0,1],一般φ取0.5,即:
5)综合赋权确定指标权重。早在20世纪90年代,Diakoulaki提出CRITIC赋权法,其基本思想是用标准差表征指标间的对比强度及用相关系数衡量指标间的冲突性来挖掘原始数据信息,以此作出科学评价[21]。但随着科学研究的推进,相关研究表明,数据的变异程度由标准差映射却存在大误差与低准确性的缺点,并且因解构性不足将偏离具有差异水平原型的平均差,相反而言平均差在反映数据变动程度上更加客观全面[21]。因此以平均差代替标准差改进CRITIC赋权法,用cj表示,即:
式中:平均差由j表示,指标之间的相关系数由ri(j)表示。
用熵权法弥补数据间的离散性,与改进的CRITIC赋权法相结合以获取组合权重,从而达到更加完善的赋权效果,采用式(18)进行计算,最终的组合权重用wj表示,即:
6)确定灰色关联度。采用式(19)得到灰色关联度g(j),其中wi表示综合权重,即:
应用灰色关联分析方法,以信噪比修正后的原始数据作为试验数据处理以得到各指标的灰色关联度。将关键工艺参数与DTY韧度、碳排放量及能量效率之间的关联转化为关键工艺参数与灰色关联度之间的关联,进而拟合两者之间的函数关系式,实现将DTY韧度最大、碳排放最低和能量效率最高的多目标优化向灰色关联度最大的单目标优化转化。
3 关键工艺参数优化
3.1 试验因素区间确定及编码
在1.1节的基础上,将影响优化目标的关键工艺参数(Vo,Vl2,B,Ho,Th1,Th2)作为响应曲面优化模型的试验因子,并确定试验因子区间,如表1所示。
在表1中,由于不同的试验因子量纲不同,因此需要对试验因子区间进行水平编码变换以消除影响,经变换操作后如表2所示。
3.2 响应曲面法试验设计分析
响应曲面法(response surface methodology,RSM)是利用合理的试验设计,借助数学及统计学技术,采用多项式回归方程来拟合因素与响应值之间的函数关系,通过对回归方程定量地分析各因素对响应值的影响,并考虑因素间交互耦合机理寻求最优参数组合,适用于解决非线性数据处理的相关问题[22-23]。
试验过程中考虑的因素相对较多,经过对试验因子进行水平编码处理,可构建6因素3水平的DTY-RSM分析模型。基于此,借助Design Expert軟件,采用BBD(box-behnken design)进行试验设计[23]。该方法为响应曲面试验设计中最常用的设计方法之一,进而获取54组3水平的试验数据进行试验,并利用式(2)~(7)核算不同工艺参数组合下1 h内DTY加弹过程的碳排放量,利用式(8)计算DTY加弹能量效率值ηee,利用式(10)和式(11)对试验数据进行信噪比处理,结果如表3所示。
将表3的数据代入式(12)~(19)得到DTY韧度、碳排放量及能量效率值经规范化处理后信噪比数据,同时得到各指标的灰色关联系数,如表4所示。灰色关联度的计算公式如式(20)所示,即:
3.3 多目标优化响应曲面模型构建
RSM所拟合的预测模型连续,并考虑了随机误差,因其拥有在试验条件寻优过程中可以连续对试验的各个水平进行分析的特点,较优于只能对孤立试验点进行分析的正交试验设计[20-22],其二次多项式回归模型为:
式中:变量个数由c表示;xa、xb为第a个、第b个设计变量;回归系数分别由θo、θa、θaa、θab表示,误差由β表示。
DTY加弹生产关键工艺参数对优化目标的影响不只体现在单工艺效应,优化目标同样受参数间的耦合效应及二次效应制约。基于此,结合表3及表4数据,借助Design Expert软件的BBD试验拟合得到油轮转速(x1)、加工速度(x2)、牵伸比(x3)、油尺高度(x4)、第一热箱温度(x5)、第二热箱温度(x6)六因素对灰色关联度的最小二乘估计的二阶响应曲面模型,即:
g=0.65-0.025x1-0.046x2-0.01x3-0.001 532x4-0.064x5-0.037x6+0.001 606x1x2-0.019x1x3-0.01x1x4+0.024x1x5+0.014x1x6-0.008 82x2x3+0.004 581x2x4+0.004 098x2x5+0.003 513x2x6+0.002 407x3x4-0.012x3x5+0.008 082x3x6-0.008 609x4x5-0.000 031 54x4x6-0.009 359x5x6+0.016x21+0.013x22+0.007 099x23+0.006 068x24+0.029x25+0.003 322x26(22)
3.4 关键工艺参数交互作用效应分析
通过对二阶响应曲面回归模型的方差分析,各工艺参数对灰色关联度的影响程度不同,其中油轮转速、加工速度及第一、第二热箱温度具有显著影响(P<0.000 1),同时,上述因素之间的交互作用效应明显,具有较强的耦合作用。比如,由图1可知,油轮转速及加工速度取低值时灰色关联度取高值;由图2可知,加工速度与第一热箱温度取低值时灰色关联度取高值;由图3可知,油轮转速与第一热箱温度取低值时灰色关联度取高值,而灰色关联度表征DTY韧度、碳排放量及加弹能量效率之间的耦合关系。基于此作推断假设:进行综合评价时在保证DTY质量品质的前提下,关键工艺参数值的设定保持低值状态将更有效地降低碳排放量及提高能量效率。
3.5 关键工艺参数遗传算法优化
根据前文理论分析,要使综合优化目标达到最优,即DTY韧度最大、碳排放量最低及能量效率最高,则灰色关联度越大越好。同时,基于3.4节的分析基础上作出推断假设,为实现进一步验证,通过MATLAB R2018b软件编写遗传算法(genetic algorithm,GA)程序对关键工艺参数继而进行寻优,算法流程如图4所示。设置种群规模200,采用轮盘赌选择方式,交叉概率0.8,变异概率0.2,根据优化目标和约束条件,定义二次回归函数的负值作为适应度函数(-g),随机初始化种群,使用双精度实数编码染色体产生新个体,对新个体进行筛选评估,最终调整获取最优个体值[19],可得到一组最佳优化参数,即:油轮转速(Vo)=0.4 r/min,加工速度(Vl2)=500 m/min,牵伸比(B)=1.7,油尺高度(Ho)=260 mm,第一热箱温度(Th1)=175 ℃、第二热箱温度(Th2)=145 ℃,算法迭代过程如图5所示。
4 模型验证分析
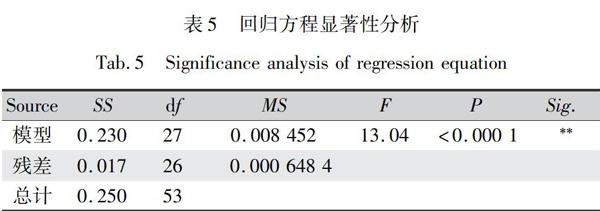
检验回归模型的显著性,结果如表5所示。其中,平方和由SS表示,自由度为df,均方由MS表示,统计量为F,显著性概率为P。
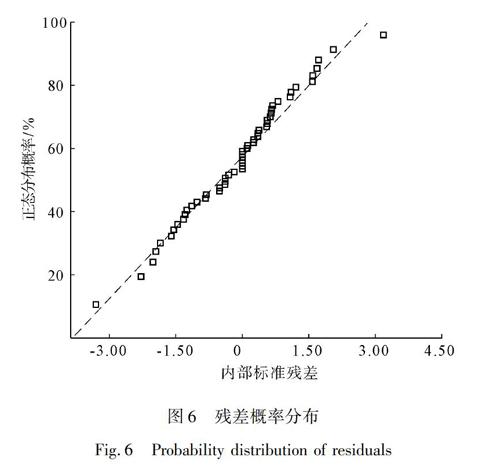
二阶响应曲面回归模型判定系数R2=0.931 2,修正判定系数R2Adj=0.859 8。由表5可知,显著性概率P<0.000 1<0.05,并且进一步验证试验数据的可靠性进行残差分析。由图6残差概率分布可以看出,数据点基本逼近在一条直线上,说明所建立的二阶响应面回归模型具有良好的拟合性能,回归模型具有显著性,能表示不同工艺参数下的灰色关联度。
在咸阳纺织企业试验平台将优化参数(PCo)与传统参数(PCt)、优选参数(PCs)得到的结果进行比较分析,其中传统参数(PCt)为本企业现有参数,即:(Vo)=0.5 r/min,加工速度(Vl2)=600 m/min,牵伸比(B)=1.55,油尺高度(Ho)=180 mm,第一热箱温度(Th1)=195 ℃、第二熱箱温度(Th2)=150 ℃。而优选参数(PCs)则是对试验数据进行灰色关联分析进而通过响应曲面模型预测得到的最佳条件,即:油轮转速(Vo)=0.4 r/min,加工速度(Vl2)=525 m/min,牵伸比(B)=1.67,油尺高度(Ho)=226 mm,第一热箱温度(Th1)=176 ℃、第二热箱温度(Th2)=154 ℃,在此基础上搭载MATLAB仿真试验平台,测算不同工艺参数组合下综合优化目标的各个响应值,验证优化方法的可行性及有效性。具体试验结果对比值如表6所示。
由表6中的试验结果对比表明,优化参数得到的结果在碳排放量与能量效率表现上更佳,其中碳排放量分别降低了3.81%和0.43%,能量效率分别提高了2.43%和0.23%,在DTY韧度上优化参数及优选参数得到的结果较低于传统参数。究其原因:考虑到碳排放量与能量效率比重在综合目标优化过程中占比要大于DTY韧度,因此在进行关键工艺参数寻优时侧重于减小碳排放量与提高能量效率,但优化参数得到的DTY韧度值损失量较小,仍满足要求。
关键工艺参数值优化对比显示,优化以DTY韧度、碳排放和能量效率为代表的综合目标,在符合实际约束条件下,应选择油轮转速、加工速度及第一、第二热箱温度保持在相对低值,最终获得了DTY韧度、碳排放和能量效率折中最优的DTY关键工艺参数集,以此降低加弹生产过程碳排放量、提高能量效率、减少能源消耗。
5 结 论
凭借碳足迹理论分阶段确立了涤纶低弹丝加弹工艺的碳排放测算过程,采用信噪比与改进综合赋权的灰色关联度分析方法建立绿色工艺评估指标之间的关联矩阵,根据影响程度大小赋予单指标权重,将多目标优化问题向单目标优化问题实现转化。在此基础上,应用响应曲面法进行BBD试验设计,构建涤纶低弹丝关键工艺参数与综合优化目标之间的回归函数,并对参数间交互效应进行了分析与推断,进而运用遗传算法进一步对关键工艺参数寻优,获得了在约束范围内的最优参数组合。最后,通过模型验证与分析,所构建的优化模型能够实现对关键工艺参数值的优化,有助于获取合理的制造与环境协调优化的工艺参数组合,改善涤纶低弹丝加工过程的绿色性,在保证产品质量的同时降低过程碳排放,提高能源利用效率。
参考文献:
[1]向峰, 黄圆圆, 张智, 等. 基于数字孪生的产品生命周期绿色制造新模式[J]. 计算机集成制造系统, 2019, 25(6): 1505-1514.
XIANG Feng, HUANG Yuanyuan, ZHANG Zhi, et al. New paradigm of green manufacturing for product life cycle based on digital twin[J]. Computer Integrated Manufacturing Systems, 2019, 25(6): 1505-1514.
[2]中华人民共和国工业和信息化部. 纺织工业“十三五”发展规划[J]. 纺织科技进展, 2016(10): 2-4.
Ministry of Industry and Information Technology of the Peoples Republic of China. The 13th five years plan for the development of textile industry[J]. Progress in Textile Science & Technology, 2016(10): 2-4.
[3]DEIF A M. A system model for green manufacturing[J]. Journal of Cleaner Production, 2011, 19(14): 1553-1559.
[4]AHN S H, CHUN D M, CHU W S. Perspective to green manufacturing and applications[J]. International Journal of Preclsion Engineering and Manufacturing, 2013, 14(6): 873-874.
[5]DORNFELD D A. Moving towards green and sustainable manufacturing[J]. International Journal of Preclsion Engineering and Manufacturing-Green Technology, 2014, 1(1): 63-66.
[6]ALAY E, DURAN K, KORLU A. A sample work on green manufacturing in textile industry[J]. Sustainable Chemistry and Pharmacy, 2016, 3: 39-46.
[7]SINGH A, PHILIP D, RAMKUMAR J, et al. A simulation based approach to realize green factory from unit green manufacturing processes[J]. Journal of Cleaner Production, 2018, 182: 67-81.
[8]ZHANG X, MING X, LIU Z, et al. General reference model and overall frameworks for green manufacturing[J]. Journal of Cleaner Production, 2019, 237: 117757.
[9]JAGADISH, BHOWMIK S, RAY A. Development of fuzzy logic-based decision support system formulti-response parameter optimization of green manufacturing process: a case study[J]. Soft Computing, 2019, 23(21): 11015-11034.
[10]文笑雨, 孫海强, 魏新龙, 等. 绿色制造模式下多目标柔性工艺规划问题研究[J]. 机械设计与制造, 2019(5): 222-227.
WEN Xiaoyu, SUN Haiqiang, WEI Xinlong, et al. Research on multi-objective flexible process planning under green manufacturing mode[J]. Machinery Design & Manufacture, 2019(5): 222-227.
[11]潘建新. 基于绿色制造的加工参数优化研究[J]. 机电工程, 2019, 36(7): 669-674.
PAN Jianxin. Optimal selection of machining parameters based on green manufacturing[J]. Journal of Mechanical & Electrical Engineering, 2019, 36(7): 669-674.
[12]郭桥生, 吴梦芳, 裴付宇. 新型节能聚酯纤维DTY生产工艺研究[J]. 丝绸, 2015, 52(9): 11-15.
GUO Qiaosheng, WU Mengfang, PEI Fuyu. Research on production process of new energy-saving polyester DTY[J]. Journal of Silk, 2015, 52(9): 11-15.
[13]吳金亮, 卢庆丰, 丁国军, 等. 83 dtex/36 f 轻网高弹涤纶DTY生产工艺[J]. 丝绸, 2016, 53(6): 11-14.
WU Jinliang, LU Qingfeng, DING Guojun, et al. Production process of 83 dtex/36 f high elasticity PET DTY[J]. Journal of Silk, 2016, 53(6): 11-14.
[14]魏艳红, 刘新金, 胡晗, 等. XLA与LYCRA两种包芯纱的工艺优化及其质量对比分析[J]. 丝绸, 2019, 56(9): 35-42.
WEI Yanhong, LIU Xinjin, HU Han, et al. Process optimization and quality comparison of XLA and LYCRA core-spun yarns[J]. Journal of Silk, 2019, 56(9): 35-42.
[15]张国祥, 吉卫喜, 王煜. 面向绿色高效制造的数控加工参数优化研究[J]. 机械设计与研究, 2016, 32(5): 123-127.
ZHANG Guoxiang, JI Weixi, WANG Yu. Research of NC machining parameters optimization for green and high efficiency[J]. Machine Design & Research, 2016, 32(5): 123-127.
[16]顾敏明, 戴文战. 涤纶织物热定型降耗优化算法[J]. 纺织学报, 2018, 39(1): 164-168.
GU Minming, DAI Wenzhan. Optimization algorithm for energy saving in heat setting of polyester fabric[J]. Journal of Textile Research, 2018, 39(1): 164-168.
[17]詹欣隆, 张超勇, 孟磊磊, 等. 基于改进引力搜索算法的铣削加工参数低碳建模及优化[J]. 中国机械工程, 2020(12): 1481-1491.
ZHAN Xinlong, ZHANG Chaoyong, MENG Leilei, et al. Solving multi-objective parameter optimization problem of CNC milling by an improved non-dominated sorting gravity search algorithm[J]. China Mechanical Engineering, 2020(12): 1481-1491.
[18]邵景峰, 马创涛, 王蕊超, 等. 基于碳排放核算的涤纶低弹丝生产工艺优化[J]. 纺织学报, 2019, 40(2): 166-172.
SHAO Jingfeng, MA Chuangtao, WANG Ruichao, et al. Polyester drawn textured yarn production process optimization based on carbon emission accounting[J]. Journal of Textile Research, 2019, 40(2): 166-172.
[19]王小林, 裴洪全, 姚阿大. 变形热箱温度对75 dtex/72 f涤纶DTY物性影响的研究[J]. 聚酯工业, 2017, 30(5): 20-24.
WANG Xiaolin, PEI Hongquan, YAO Ada. Research on the influence of temperature in hot box on physical properties of 75 dtex/72 f polyester DTY[J]. Polyester Industry, 2017, 30(5): 20-24.
[20]邓朝晖, 符亚辉, 万林林, 等. 面向绿色高效制造的铣削工艺参数多目标优化[J]. 中国机械工程, 2017, 28(19): 2365-2372.
DENG Zhaohui, FU Yahui, WANG Linlin, et al. Multi objective optimization of milling process parameters for green high-performance manufacturing[J]. China Mechanical Engineering, 2017, 28(19): 2365-2372.
[21]傅为忠, 陈文静. 基于改进CRITIC-GGI-VIKOR的工业发展绿色度动态评价模型构建及其应用研究[J]. 科技管理研究, 2017, 37(10): 249-257.
FU Weizhong, CHEN Wenjing. Dynamic evaluation model building and application study of industrial development green degree based on improved CRITIC-GGI-VIKOR[J]. Science and Technology Mangament Research, 2017, 37(10): 249-257.
[22]周潔, 张楠. 基于响应面法的碳纤维铺放工艺参数优化及耦合作用分析[J]. 工程塑料应用, 2018, 46(9): 66-71.
ZHOU Jie, ZHANG Nan. Process parameters optimization and coupling effect of carbon fiber placement based on response surface method[J]. Engineering Plastics Application, 2018, 46(9): 66-71.
[23]赵鹏程, 王俊元, 梅林玉, 等. 基于响应面法的静电纺丝制备壳聚糖/聚氧化乙烯的工艺参数优化[J]. 丝绸, 2020, 57(2): 31-34.
ZHAO Pengcheng, WANG Junyuan, MEI Linyu, et al. Optimization of process parameters for preparation of CS/PEO by electrospinning based on response surface methodology[J]. Journal of Silk, 2020, 57(2): 31-34.
收稿日期: 20200409; 修回日期: 20201106
基金项目: 中国纺织之光科技教育基金会应用基础研究项目(J201508);中国纺织工业联合会指导性计划项目(2016076);陕西省教育厅服务地方科学研究项目(16JF009);陕西省重点研发计划项目(2017GY-039);西安市科技计划项目(2017074CG/RC037(XAGC005));西安工程大学研究生创新基金项目(chx2020021)
作者简介: 邵景峰(1980),男,教授,博士,主要从事智能信息处理的研究。
猜你喜欢
大经贸(2017年2期)2017-04-14
科学与财富(2016年30期)2017-03-31
科学与财富(2017年6期)2017-03-19
中国新技术新产品(2017年7期)2017-03-18
考试周刊(2016年105期)2017-02-13
山东工业技术(2016年23期)2016-12-23
科学与财富(2016年15期)2016-11-24
中国纺织(2015年11期)2016-01-18
