冷轧活套带钢跑偏原因分析及改进措施
2020-12-25 08:40边谢
装备维修技术 2020年18期
边谢
摘要:由于带钢在活套内跑偏原因很多,所属设备繁多且运行速度高,怎样通过行之有效方法,把复杂问题变成简单,找出带钢跑偏根本原因。为了缩短故障停机时间和检修停机时间,节省资材、减少施工作业工作量,不可能采用排除法逐一对设备进行更换或解体检修,只有通过简单仪器测量,根据结果,对影响带钢跑偏原因分类排除,最后针对故障点确定检修项目,平衡停机条件,进行拆解检查更换修理,尽可能短时间恢复设备精度,为轧钢生产保驾护航。
关键词:冷轧;活套;带钢跑偏;原因分析;改进措施
前言
根據活套结构形式的不同,分为立式活套和卧式活套,活套功能精度的好坏直接影响带钢在活套塔内的跑偏情况,对产线速度的发挥和稳定运行起到至关重要的作用。
1跑偏现象及原因分析
1.1活套车及轨道偏差
活套车轨道相当于基准,理论上两侧轨道水平、相对标高及平行度没有误差,在2m测量长度内取三点,水平(平直度不超过2mm)轨道表面光滑,不能有明显缺陷(凸起、坑凹),轨道接缝处平缓偏差不大于2mm,两侧轨道平行度误差不超过2mm,两侧轨道相对标高不大于3mm。由于轨道安装过程中未达到技术要求,或使用过程中基础下沉、轨道磨损变形,固定螺栓松动,位置偏差造成活套车运行时跑偏。活套车车轮、侧导轮磨损(不等径),车轮与轨道中心偏移,侧导轮与轨道间隙不对称,导致活套车歪斜和啃轨。
1.2摆动门精度偏差
活套摆动门用于支撑活套存储带钢,安装在生产线的两侧,由活套车的连锁滑道驱动打开或关闭。需要调整摆动门3°角。摆动门打开状态(活套车中心线距离摆动门撞轮中心线)1050mm,摆动门关闭状态(活套车中心线距离摆动门撞轮中心线)1734mm,摆动门撞轮打开状态至关闭状态行程684mm,两侧摆动门处于关闭状态时,理论上处于同一水平线,在2m测量长度内取四点,平直度误差不超过5mm,相对标高不超过5mm。无论是摆动门托辊3°角还是摆动门位置偏差,都会对带钢在活套运行时产生跑偏。
1.3辊系磨损及安装不准确
活套内辊系包括Ф1200×2100mm活套车转向辊,辊身衬聚氨酯邵氏硬度85±5,单侧衬胶层厚度20mm。ф300×2100mm活套车立式托辊,辊身衬聚氨酯邵氏硬度85±5,单侧衬胶层厚度20mm。Ф150×1000mm摆动门托辊,辊身衬聚氨酯邵氏硬度85±5,单侧衬胶层厚度12.5mm。Ф150×2100mm活套托辊,辊身衬聚氨酯邵氏硬度85±5,单侧衬胶层厚度12.5mm,各辊系磨损量小于10mm。磨损辊组更换后,要求安装精度达到:辊组水平度小于0.2mm/m,垂直度小于0.5mm/m,与轧制中心线偏差小于1mm。
1.4纠偏系统的问题
入口纠偏单元用于纠正带钢开卷后,运行过程中产生偏差,使其对中进入入口活套,纠偏辊数量3根,新辊辊子直径500mm,辊身长度1900mm,辊衬材料聚氨酯,纠偏液压缸(Ф125/70)纠偏范围±115mm,精度±10mm。活套内纠偏系统,控制活套带钢跑偏,纠偏辊安装在摆动框架上,可随摆动框架一起摆动,摆动由液压缸驱动完成。辊子直径1200mm,辊身长度1900mm,辊衬材料聚氨酯,纠偏液压缸(Ф125/70)纠偏范围±115mm,精度±10mm。活套出口纠偏系统,控制活套出口带钢跑偏,保证对中进入拉矫机和酸洗槽。纠偏辊数量1根,新辊辊子直径1200mm,辊身长度1900mm,辊衬材料聚氨酯,纠偏液压缸(Ф125/70)纠偏范围±115mm,精度±10mm。纠偏系统主要由探测头、传感器、电控器、液压控制站等组成。液压系统由油箱、液压泵、冷却器、液位计、过滤器、温度开关及压力开关构成。
2活套带钢跑偏影响因素分析
2.1活套抗跑偏能力分析
带钢在活套运行时,小车整体处于运动平衡状态,假设小车水平精度、轨道精度、导轮间隙精度合格,对活套小车进行受力分析,垂直方向受力由钢丝绳拉力、配重重量、小车自重、带钢重量、带钢张力平衡,小车所受力矩由侧导轮和小车偏载平衡。
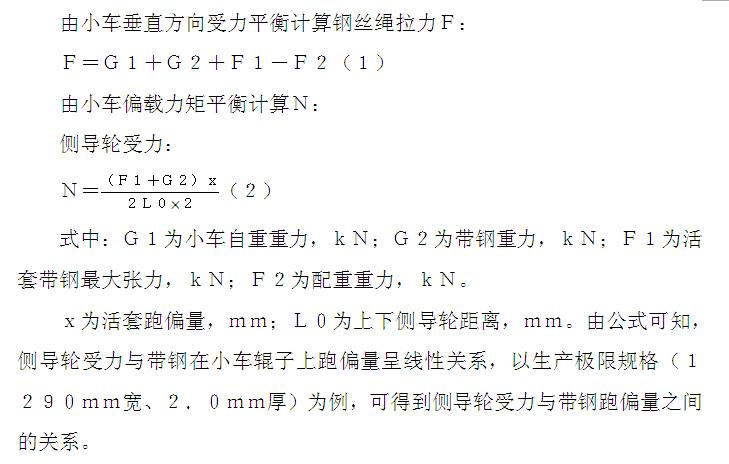
由小车垂直方向受力平衡计算钢丝绳拉力F:
F=G1+G2+F1-F2(1)
由小车偏载力矩平衡计算N:
侧导轮受力:
N=(2)
式中:G1为小车自重重力,kN;G2为带钢重力,kN;F1为活套带钢最大张力,kN;F2为配重重力,kN。
x为活套跑偏量,mm;L0为上下侧导轮距离,mm。由公式可知,侧导轮受力与带钢在小车辊子上跑偏量呈线性关系,以生产极限规格(1 290mm宽、2.0mm厚)为例,可得到侧导轮受力与带钢跑偏量之间的关系。
2.2活套小车重心点位置分析
帶钢在活套运行时,活套小车由钢丝绳牵引升降,受力点位于小车的理论重心点,如果小车自身重心发生偏移,会造成升降过程中小车倾斜,带钢发生跑偏。
2.3轨道和导轮间隙精度测量分析
活套小车在升降过程中,4根轨道是小车运行线路,操作侧、驱动侧方向水平通过侧导轮控制,入、出口侧水平通过正压轮控制,当侧导轮和正压轮位置调整后运行过程基本不变,活套小车通过导轮和压轮与轨道接触,因此轨道垂直精度(正压轮接触面)和直线精度(侧导轮接触面)直接影响活套小车的稳定性。
3改进措施
(1)周期检查更换活套车车轮、侧导轮,两侧轮组要同时更换。上机车轮严格控制在公差范围内,减少车轮及侧导轮直径差,车轮、侧导轮直径一般使用千分尺测量,需要测量3个位置,每处位置轮径相对差不大于0.2mm,车轮材料55#钢,调质处理HB200-269,轮面表面淬火HRC55-60,且淬硬层深度3~5mm,侧导轮材料45#钢,调质处理HB217-255,轮面表面淬火HRC52-58,且淬硬层深度2~5mm。
(2)定期检查活套轨道精度,在轨道上每隔1m,使用条式水平仪测量轨道水平,采用板尺和激光水准仪分别测出两侧轨道标高。用挂拉线方法检查轨道平行度,根据测量结果,重新调整轨道,达到标准要求。一般采用加减垫板方式调整,垫板要与轨道下面紧密贴合,不能有悬空现象,垫板通过螺栓压板固定或焊接,防止垫板从轨道下面窜出。
(3)活套车运行中,产生歪斜。主要原因,由于活套车与轨道中心线偏移,偏移量小于2mm,超过范围进行调整,轨道作为基准,挂好钢线,拆卸侧导轮压盖,松开偏心轮,用千斤顶移动活套车,测量数值,使活套车与轨道中心线符合偏差要求。
(4)沿摆动门托辊中心线(垂直带钢轧制线),调整摆动门托辊3°角(面向带钢运行方向),调整好后,将托辊辊座用螺栓固定,而后焊接挡块,防止位置偏移。当两侧摆动门处于关闭位置必须对齐,调整拉杆、转臂、矫正摆动杆方式,使其达到同一水平,调整同时还要兼顾摆动门撞轮中心线与弧形轨中心线相对位置尺寸,保证活套车充套及放套时,摆动门打开、关闭自如。
(5)活套内各辊组磨损量测量(辊径),根据测量结果决定是否更换。辊子安装精度测量,可使用条式水平仪、激光水准仪辅助挂钢线方法测量调整,找正:用顶丝调整轴承座位置,轴承座加减垫片方式,保证辊子水平度及垂直度标准。
参考文献:
[1]张贵春,龚佳鹏,章明.连退机组入口立式活套带钢跑偏原因分析及治理[J].轧钢,2015,32(2):78.
[2]杨帆.冷轧连续机组活套设备的改进[J].轧钢,2015,32(4):54.
猜你喜欢
啄木鸟(2022年4期)2022-04-11
科技研究·理论版(2021年20期)2021-04-20
动漫界·幼教365(小班)(2019年10期)2019-10-28
幼儿教育·父母孩子版(2019年5期)2019-10-18
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
中小企业管理与科技·中旬刊(2017年10期)2017-11-06
新少年(2017年1期)2017-03-15
电子技术与软件工程(2016年24期)2017-02-23
职业·中旬(2009年12期)2009-06-01
中学科技(2008年7期)2008-08-14