
莆田港东吴港区罗屿作业区9号和10号泊位防风网工程施工工艺及设计优化
2020-12-23 11:37杨金福建省罗屿港口开发有限公司
珠江水运 2020年22期
杨金 福建省罗屿港口开发有限公司
1.工程概况
莆田港东吴港区罗屿作业区9号和10号泊位工程位于湄洲湾北岸东埔镇罗屿岛,其中,9号泊位建设一个30万吨级铁矿石接卸泊位(水工结构按靠泊40万吨船舶设计);10号泊位建设一个10万吨级散货泊位。设计年通过能力1600万吨。为了降低码头和堆场的粉尘污染排放量,保证港区及周边空气环境质量,需在堆场周边建设防风网以降低堆场内风速,消减作业现场及港区周边区域的粉尘扩散量。
罗屿作业区9号和10号泊位防风网沿堆场四周布置,全长3850m,高17m。基础类型为条形基础,混凝土浇筑量31322m³。结构类型为钢排架,其中上部钢结构H型钢1512.85t,热轧无缝钢管1219.924t。防风网片采用1.2mm冷轧板,冲孔成型后热镀锌,板型为蝶形板,标准板宽0.6m,安装面积约59000m²。
该防风网工程为码头后期实施项目具有交叉作业多,地下管网复杂,施工空间受限,跨路跨障碍物多等难点。同时该工程地位于台风多发区且受东北季风影响,钢结构吊装作业安全质量管控难度大。

图1 基础结构断面图
2.主要施工工艺
本防风网工程主要施工项目有基础工程、钢结构加工及制作、钢结构及防风网网片安装。
2.1 基础工程施工
防风网工程的基础结构形式为条形基础,宽度为6.5m,按设计要求分段施工,标准分段基础长38.75m,分段基础沉降缝采用浸沥青板填充。通过预埋地脚螺栓使防风网钢结构与基础有效锚固连接。本基础结构断面图见图1。其主要工艺流程如下:定位放线→基槽开挖平整→基础垫层浇筑→基础钢筋绑扎→基础模板安装→基础混凝土分层浇筑→预埋地脚螺栓→柱子模板安装→柱子混凝土浇筑→基础防腐→坎墙砌筑→基础回填。
条形基础混凝土浇筑,以基础伸缩缝位置为一个单位(标准段38.75m),每单位混凝土浇筑量大,为保证混凝土浇筑质量及混凝土抹面工序顺利衔接,分三层浇筑基础混凝土。首先浇筑第一层330mm,再浇筑第二层至660mm,最后浇筑第三层至1000mm。基础混凝土浇筑完成达到强度后,再浇筑长短柱。
受混凝土浇筑震动,和基础内钢筋交叉的影响,难以固定安装地脚螺栓。其安装固定精度及质量决定后续调整工作量及钢结构与基础连接的可靠性,是基础工程质量控制最需要着重关注的。为保证安装精度,地脚螺栓采用模板固定支架法进行固定。其施工方法如下:
(1)固定支架制作:预先采用槽钢制作地脚螺栓固定支架,固定支架的宽度与基础短柱的宽度一致,固定支架不与基础模版体系联系,固定支架的高度高出基础面250mm。
(2)预埋地脚螺栓:在预制的定位法兰盘上固定地脚螺栓,将法兰盘、固定支架的中心轴线调整至与基础中心轴线一致。地脚螺栓的位置、标高测定后,将定位法兰盘与固定支架电焊固定(如图2所示)。将黄油抹在地脚螺栓螺纹处,并裹上塑料膜,扎上细铁丝。
(3)浇筑混凝土(如图3所示):浇筑时防止振动棒与螺栓碰撞并随时观察和测量模板、支架固定、螺栓的位置情况,一旦发生位移、变形,必须马上停止浇筑并进行调整、复位。
2.2 钢结构加工及制作
钢结构包含H型钢立柱、无缝钢管立柱、腹管、撑管、系杆、剪刀撑,材质为Q235B钢。其标准段钢结构如图4:标准段A轴采用(ZG-1)H型钢直立柱,B轴采用(ZG-2)和(ZG-3)无缝钢管焊接斜立柱。B轴钢立柱在A轴钢立柱顶上方往下1米处衔接,A-B轴之间的连接采用腹管(FG-1~3)焊接;非支撑处、非变形缝处A轴(B轴)两个立柱间采用(CG-1)撑管螺栓连接;支撑处A轴(B轴)两个立柱间除了安装撑管外,立柱间另加装剪刀撑(ZC);变形缝处A轴(B轴)两个立柱间采用系杆(XG)螺栓连接。非标准段钢结构(如跨道路、跨廊道、跨电力线路等),其跨越桁架与立柱之间采用螺栓连接,桁架的长度和高度取决于各跨越段情况而定。
本工程的钢结构材质为Q235B。钢结构材料进场前需检验合格并组织专人验收。验收合格后,将材料按品类、规格堆放整齐并做好标志。

图2 地脚预埋螺栓固定

图3 基础柱子现场浇注
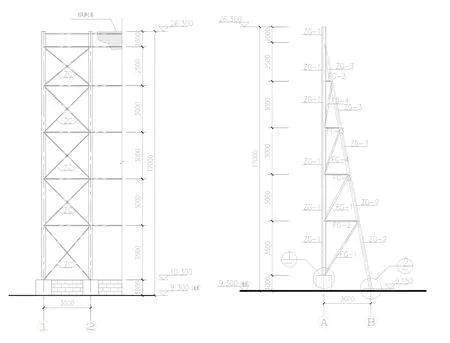
图4 标准段钢结构立面图
钢结构制作工艺采用单榀平台上组装法。具体制作加工流程如下:放样下料→切割矫正→组装焊接→酸洗镀锌→出场运输→拼装热喷锌。
(1)放样下料和切割矫正。钢构件加工前,按设计施工图标注的尺寸,在样台上以1:1比例放出实样。放好的实样经施工技术、质检人员严格检查验收合格后,方可开始样板及样杆的制作。样板和样杆是下料、弯制、制孔等加工的依据。样板上必须清晰地标注好图号、零件号,到工程结束为止,放样的钢尺一经检验不得更换。放样下料必须根据工艺要求预留制作和安装时的切割、焊接、刨边等加工余量。
切割构件时,要检查气源火焰是否正常。切割完成后,将构件表面的飞溅物残渣清楚干净同时打磨光滑。检查切割完成的构件,使用冷矫正和冷弯曲的加工工艺针对尺寸和形状与样板不符的构件进行再加工。加工修正后钢材表面不能存在明显的凹面损伤。加工矫正成型的构件按照编码规整码放。
(2)组装焊接。部件在经过拼装、焊接、矫正工作后开始构件的组合拼装。根据结构形式、焊接方法与焊接顺序等因素计划好组合拼装的顺序。组合拼装构件连接处的表面和焊缝每边50mm范围内的毛刺、铁锈等都必须清洁干净。同时为了降低变形的可能,先小件拼接组焊、矫正,再开始大件的组合安装工作。结构组装采用铁楔夹具将两个零件定位夹紧焊接。
(3)酸洗镀锌。组装成型的钢构件进行镀锌处理时需酸洗处理以去处表面油污和锈渍。构件现场拼接处应涂刷沥青漆,以便现场除漆焊接。酸洗处理后的构件进入镀锌厂镀锌。受镀锌厂镀槽长度限制,钢构需分节镀锌。镀锌后的构件表面应连续平整光滑且不得存在漏镀或者露铁等缺陷。镀件的锌层应该和基本金属结合牢固保持有效的附着强度,在进行锤击测试之后不发生脱落或凸起等情况。
(4)出场运输和拼装热喷锌。镀锌钢构件冷却后出厂,在运输过程中应对镀锌件进行成品保护防止运输过程造成磨损。钢构件运输至现场按要求堆放后,对分节钢构件拼接焊口区进行除漆并拼装焊接。钢构件焊接完成后抽样开展焊缝无损探伤检测,并进行热喷镀封闭防腐处理。拼装热喷后钢构件经监理单位验收合格后可进入下一道安装工序。
2.3 钢结构及防风网片安装
防风网钢结构按工序要求先后开展钢构件立柱、系杆、剪刀撑及防风网片安装。其主要施工工艺流程如下:基础轴线标高复测→吊机就位→立柱初吊安装→立柱调整定位→立柱柱脚焊接固定→地脚螺栓均匀拧紧→底板空隙二次灌浆→系杆及剪刀撑安装→防风网片安装→验收。

图5 钢构立柱现场安装图
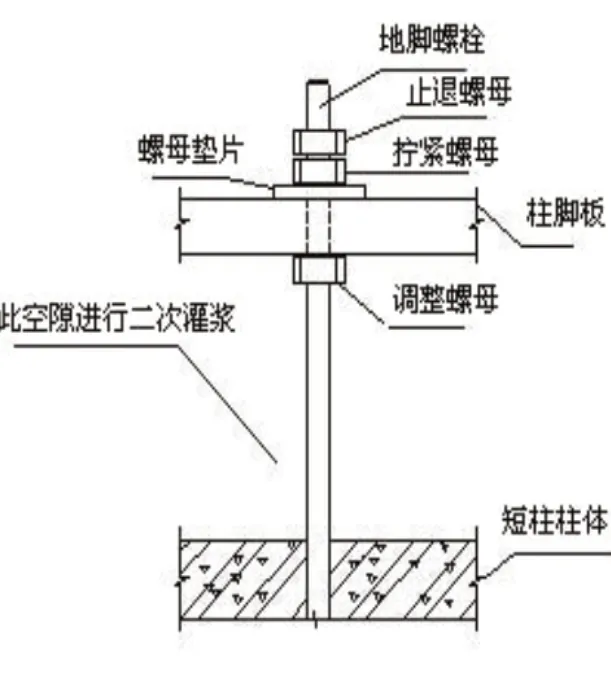
图6 钢构立柱定位调整图
(1)钢构件立柱安装。本工程标准段钢构件立柱长17m,单榀重2t,特殊段钢构件立柱长17m,单榀重量9.7t。根据起重计算分析,标准段的立柱采用25t的汽车起重机进行吊装,特殊段的立柱采用50t的汽车起重机进行吊装,吊装用具选用极限工作荷载为20t的合成纤维吊装带。根据钢构件立柱的立柱尺寸、立柱形状、同时考虑吊机的起重性能,将吊点设置在直立柱与斜立柱连接处,柱身较垂直且容易校正对线。
钢构件立柱安装前,需对基础的平面位置、标高、轴线、间距等进行复核测量。复核测量合格后,将纵横十字线标注刻画在基础表面上。基础标高的调整数值根据立柱的实际长度和柱底的平整度确定。为便于立柱安装调整,需预先在柱底板下的地脚螺栓上安装调整螺母,将调整螺母上表面的标高调整至柱底板标高齐平。立柱安装前,在立柱柱身的四个面标出中心线。安装立柱时,起重机缓慢下落立柱,利用固定在立柱两侧的斜挂缆风绳辅助调整,确保立柱面的中心线与基础上划出的纵横十字线能够对准重合,对准重合后将柱脚和柱底板焊接临时固定。通过架设在立柱的纵横十字线的延长线上的全站仪开始对垂直度的测量,再通过调整立柱底板上下的螺母调整校正立柱的垂直度和标高。调整校正完成后,焊接柱脚加劲板。然后松开缆风绳再一次进行复校调整,复校调整后将螺母均匀拧紧,立柱安成。相邻两根立柱校正安装完成后,通过安装连接系杆来提升相邻立柱整体连接的刚性,防止风力作用变形。立柱安装完成后,柱子底板下面的空隙用高强无收缩砂浆二次灌浆密实。具体立柱安装及定位调整如图5和图6所示。
(2)系杆、剪刀撑安装。钢构立柱安装完毕后,进行跨间的系杆及剪刀撑安装。系杆为螺栓连接,剪刀撑为焊接,均采用爬梯进行安装作业。安装作业从下往上,施工人员站在提前架设好的爬梯上展开作业,进行作业时必须佩戴安全带同时挂好防坠器来确保施工作业安全。
(3)防风网片安装。系杆、剪刀撑安装完成后,进行防风网片的安装,防风网片单片宽600mm,长2940mm,厚1.3mm,单片防风网片重29kg。防风网片进场时,需对网片外观、规格尺寸抽样检查并同时委托第三方检测单位对防风网板的镀锌层厚度进行抽样检测。经验收合格开展安装作业。防风网片从下往上逐跨进行安装,地面上设1个配合人员负责对吊装的网片进行绑扎,钢构架上安装两侧各安排1个高空作业人员,当吊车将网板起吊至将要安装的位置,高空作业人员将该片网板安放至安装槽内并上紧网板与钢柱间的螺栓。网片之间采用连接片连接锁紧。
3.设计优化
3.1 防风网片加工工艺设计优化
本工程防风网片原设计为镀铝锌板开孔后,表面采用静电粉末喷塑,其网片材质及加工工艺与本工程周边的湄洲湾东吴作业区东1#泊位工程及湄洲湾国投配煤基地工程的一致。上述两个项目受海边环境影响,空气中氯离子含量较高,其防风网工程建成投产使用1-2年后,防风网网片腐蚀较为严重,对防风网使用造成较大影响。目前上述两项目均已开展更换网片作业,后期使用维护成本较高。结合海边环境及各类防腐工艺,本工程防风网网片由原设计镀铝锌板开孔后进行静电粉末喷塑的加工工艺优化变更为冷轧钢板开孔后进行热浸锌(锌层厚度为不小于90μm)的加工工艺,变更工艺后的防风网网片经试验检测,锌层厚度及附着力均能满足规范要求,具有较好防腐能力。优化变更工艺增加工程费用约76万元。目前该防风网已投入使用2年多,使用良好未出现腐蚀现象。该设计变更虽然增加前期建设投入费用,但是确保了工程的质量以及使用耐久性并且极大地降低了后期维护的成本。
3.2 立柱与基础交接区设计优化
本项工程立柱底板与基础之间缝隙原设计采用细石混凝土进行二次浇注,因缝隙空间狭小不能采用振捣棒进行密实,无法保证抗剪键周围及底板下部位置混凝土密实,容易出现浇筑不到位、空鼓现象。将原设计细石混凝土二次浇注优化变更为高强无收缩灌浆料二次灌浆可有效解决上述质量问题。高强无收缩灌浆料加水搅拌后,利用其良好的自流性,自流密实基础缝隙,无需振捣。同时其具有微膨胀补偿功能,即使长期使用也不会出现收缩,保证了立柱与基础可以紧密接触。另立柱柱脚加劲板焊接部位原设计未有防腐措施且无法安装防风网片。为保证立柱耐久使用及柱脚整体美观,该焊接部位采用采用400mm厚的水泥砂浆进行包封。设计优化变更后,不但解决了柱脚防腐问题、柱脚整体美观问题,还解决该区域无法安装防风网片问题,同时减少了防风网网片工程量。
4.结语
莆田港东吴港区罗屿作业区9号和10号泊位防风网工程施工工艺的主要重点和难点主要是基础预埋螺栓固定以及防风网立柱精确定位安装。利用模板固定支架法有效的解决基础预埋螺栓固定及定位安装精度。利用双螺母调节法配合缆风绳精确定位安装防风网立柱。同时该工程设计变更优化保证了工程质量、使用耐久性并减少了后期维护成本。本工程施工工艺及设计变更优化可为类似工程施工提供借鉴。
猜你喜欢
基层中医药(2021年3期)2021-11-22
小哥白尼(趣味科学)(2021年11期)2021-02-28
山东交通科技(2020年2期)2020-08-13
核科学与工程(2020年6期)2020-02-23
表面工程与再制造(2019年3期)2019-09-18
电镀与环保(2017年6期)2018-01-30
电镀与环保(2017年2期)2017-05-17
云南科技管理(2015年5期)2015-12-22
中国当代医药(2015年36期)2015-03-11
云南中医学院学报(2014年3期)2014-07-31
