
新型微乳化切削液的配制方法和性能研究
2020-12-22 10:36陈福生谷从旺
机电产品开发与创新 2020年6期
陈福生, 武 洋, 谷从旺
(河南平高电气股份有限公司, 河南 平顶山 467001)
0 引言
在金属切削过程中, 为提高加工质量, 提高切削效率,提高工件的加工精度,延长刀具的使用寿命,减少刀具与工件的摩擦,延长刀具使用寿命,避免材料因切削热而产生的热变形,防止设备和加工件锈蚀,要达到这些目的,采用性能优良的切削液往往可以明显提高切削效率,降低表面粗糙度,取得良好的经济效益。 如今,很多企业都引进先进的加工设备,一些数控机床、数控加工中心在企业广泛使用,机械加工行业发展迅猛,使用高性能的金属切削液势在必行,因此开发研制新型金属切削液,对提高企业金属加工液的水平,满足企业生产的需要,取代国内外价格高昂的产品, 降低企业生产成本具有重要的现实意义。
微乳切削液是介于乳化油和合成切削液之间的冷却液,具有乳化油的润滑性、防锈性又具有合成切削液的冷却性和清洗性。微乳切削液和乳化油相比,由于微乳切削液大量使用表面活性剂,使其渗透、清洗能力比乳化油更强;与合成切削液相比,微乳切削液加入了大量的油性剂和油溶性添加剂,极大的提高了微乳切削液的润滑性,因此微乳化切削液的综合性能非常优越。
1 微乳液材料的组成
1.1 基础油的选用
在实验中采用粘度较低的AN10 全损耗系统用油。使用环烷基,减一线AN10 全损耗系统用油效果更好,制备的母液更透亮均匀稳定,润滑性能比AN5 全损耗系统用油要好,价格也比较便宜,能有效降低成本,适合批量生产。通过实验比较使用环烷基--减一线AN10 全损耗系统用油,是比较理想的基础用油,性价比较合适,AN5 全损耗系统用油虽然性能更好,但价格较贵,加工成本较高,AN10全损耗系统用油和其它基础油进行性价比较,见表1。

表1 各基础油在微乳液中的性价比
1.2 油溶性缓蚀剂的选用
油溶性缓蚀剂有石油磺酸钠 (T702)、 石油磺酸钡(T701)、环烷酸锌(704),它们和AN10 全损耗系统油混合后,采用不同油溶性缓蚀剂的量能产生不同的效果,见表2。
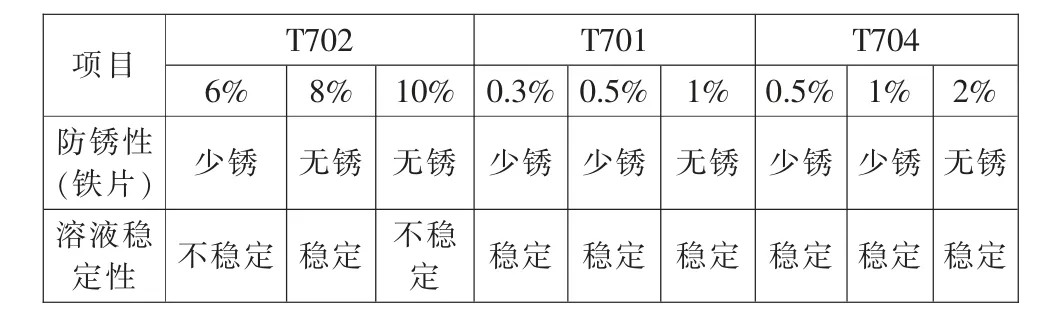
表2 油溶性缓蚀剂在微乳液中的观察情况
石油磺酸钠(T702)对微乳液有良好的感受性,适量加入防锈效果非常明显,T702 作为油溶性缓蚀剂也是很好的表面活性剂能更好地分散在体系中, 从而降低水相的积聚程度,起到良好的防锈效果。石油磺酸钡(T701)的性能不是很好,如果和油溶性缓蚀剂环烷酸锌(T704)匹配使用,对钢、铸铁有良好的防蚀效果,对铜、铝也起到较好的防蚀效果。
1.3 铝、铜缓蚀剂的选用
NF815 是一种含硅的铝材缓蚀剂,pH 值在9.7-9.8之间程碱性,不溶于油,溶于水和大多表面活性剂,在微乳液抑制铝材腐蚀效果良好。 苯并三氮唑(T706)是一种铜材缓蚀剂,溶于水和酒精,水温在40℃摄氏度时溶解度更好,在微乳液抑制铜材腐蚀效果良好,在切削液生产行业被广泛应用,见表3。

表3 铝、铜缓蚀剂在微乳液中的观察情况
铝材缓蚀剂NF815、 铜材缓蚀剂苯并三氮唑(T706)必须和油溶性缓蚀剂、 水溶性防锈剂三乙醇胺一起匹配使用可达到最佳防腐效果。
1.4 水溶性防锈剂的选用
水溶性防锈剂是微乳液的主要防锈成分。 常用的种类很多, 必须从中筛选和微乳液匹配使用较好的水溶性防锈剂,通过性能对比筛选出性能良好的水溶性防锈剂,见表4。

表4 水溶性防锈剂在微乳液中的观察情况
1.5 表面活性剂的选用
表面活性是使油和水乳化的关键性物质, 主要有阴离子、阳离子表面活性剂和非离子表面活性剂。 微乳液在热力学上属于不稳定系,由于表面自由能的作用,水、油比重差和体系中布朗运动的影响,如果乳化剂选用不当,那就会出现油滴凝聚结合现象,导致相分离(即破乳),如果选用合适的乳化剂就不会产生破乳。在实验初步选择的表面活性剂是非离子表面活性剂司本—80, 它的HLB 值是4.3,它的亲油性强,另一种是聚乙烯谜烷基(OP--10),它的HLB 值是14.5,它的亲水性强,如果单独使用一种表面活性剂,短时间微乳液能保持稳定,但放置一段时间就会出现分层现象,说明体系乳化不平衡,把两种表面活性剂HLB 值相差较大相结合,两者复配使用能保证微乳液的长期稳定状态。
1.6 pH 值调节剂的选用
微乳液pH 值应该保持在8~9 之间,pH 值太低容易繁殖细菌,导致微乳液腐败,降低微乳液的防腐性能,使工件和设备锈蚀, 但是pH 值太高会伤害操作者的皮肤,还能造成铝材的腐蚀,铝是两性金属,铝在碱性值较高的环境里会发生化学反应,所以必须把微乳液的pH 值控制在8~9 之间。微乳液里含有一定量的水,因此可以用水溶性的碱性材料调节pH 值。 选用三乙醇胺(TEA)是很好的pH 值调节剂,三乙醇胺(TEA)碱值保持能力强,它还是性能很好的水溶性防锈剂, 适当加入不会使微乳液的体系发生胶凝和析出。 在微乳液中可以加入适量EDTA 用30%的氢氧化钾的溶液进行溶解来调节pH 值, EDTA 还能降低水的硬度,进一步降低微乳液体系的表面张力,可以提高微乳液的透明度。
2 微乳化切削液配方确定
把微乳液所用的材料通过实验进行筛选, 保证微乳液的各项性能稳定,最终确定了微乳液的配方,见表5。

表5 微乳化切削液配方
3 微乳化切削液性能评定结果及使用实验结果
在ISO 金属加工液分类标准中属于MAF,是一类具有抗磨、防锈、半透明或透明的微乳化切削液。微乳化切削液是介于乳化液与合成切削液之间的产品,ISO 及我国标准中微乳化切削液尚无统一标准, 暂时借鉴现行的微乳化切削液国际指标(GB/T6144-85)进行性能评定,见表6。
把配制的微乳化切削液样品送达本事业部机械加工车间做使用试验,使用结果表明:在机加工车间通过数控机床、 数控加工中心和普通车床对微乳化切削液进行试用,经过2 个月的时间,对钢、紫铜、黄铜、铝及铝合金共计60 个批次进行加工,微乳化切削液体现出良好的防锈性、润滑性、冷却性、清洗性、消泡性,并且自制微乳化切削液对设备油漆无腐蚀,该切削液无毒无污染,无刺激性气味,对人体皮肤无伤害。

表6 实验得出微乳化切削液性能评定结果
4 结论
实验所得微乳化切削液为红棕色透明液体。所研制的微乳化切削液具有良好的防锈性、防腐性、润滑性、冷却性、清洗性,可满足工序间防锈,且满足各项技术指标。
本微乳化切削液经权威部门检测,不含国家指定的重金属和有害物质,对眼睛和皮肤无刺激,不易生长微生物,可改善工人的操作条件,对环境不造成污染。
猜你喜欢
大电机技术(2022年3期)2022-08-06
河南化工(2022年2期)2022-03-21
金属加工(冷加工)(2022年1期)2022-01-25
热带农业工程(2021年5期)2021-12-06
中国土壤与肥料(2021年5期)2021-12-02
哈尔滨轴承(2021年2期)2021-08-12
四川冶金(2019年4期)2019-11-18
中成药(2016年4期)2016-05-17
文物保护与考古科学(2016年1期)2016-04-16
企业文化·中旬刊(2016年1期)2016-03-10
