
工业4.0背景下的人机协作天线罩涂胶技术
2020-12-16 10:54:54陈晓珊佟梦晗修世超
精密制造与自动化 2020年4期
陈晓珊 佟梦晗, 修世超
(1.华晨宝马汽车有限公司 沈阳110043;2.东北大学机械工程与自动化学院 沈阳110819)
鲨鱼鳍天线罩的发明者是一位澳大利亚的飞机维修工程师,在维修飞机的时候获得灵感,把飞机上的扰流板移植到了汽车上,获得了成功,并注册了专利[1]。BMW 是第一个购买了“鲨鱼鳍”专利的汽车品牌,并将其成功地应用在汽车设计当中。其天线罩的装配方式为涂胶(如图1、图2所示)后粘贴固定于指定位置。其所采用的粘接剂产品为:Sikaflex®-250 DB-2,其有两种组成部分,分别为1,6-二异氰酸根合己烷的均聚物,其化学式为:(C8H12N2O2)x;二苯基甲烷-4,4'-二异氰酸酯,其化学式为:C15H10N2O2。外观为糊状物,黑色,无臭。其涂胶应同时满足胶量标准及位置标准,如涂胶质量有偏差,则产品车可能出现漏水、胶溢出等质量问题[2]。

图1 天线罩涂胶样板

图2 人工天线罩涂胶
1 传统天线罩涂胶工艺
豪华乘用车的组成零件较多,所以总装工厂的工艺步骤也数量繁多,因此工厂希望将尽量多的工艺过程安排在有限的线体空间内。如采用传统机器人来进行天线罩涂胶,根据工厂的安全要求,需要将机器人工作站放置在防护栏内,且机器人的活动范围距防护栏应有足够的安全距离[3]。这就导致了机器人工作站占地面积较大,且防护栏会阻断线旁通行,为整体工艺规划增添不必要的负担[4]。所以天线罩涂胶大多采用人工操作的方式,如图2所示,采用气动定量泵,使胶通过匹配的导流管,形成具有稳定横截面的条状胶,然后人工将其粘贴到天线罩的接合面。为了保证胶面质量,此工位操作者需要进行严格的培训,需要进行一定的投入(如培训师、练习用胶等)。并且由于此项操作需要一定的技能,操作者较难更换。即使由熟练操作者稳定地进行工作,也有可能出现较差质量的胶面,这可能会导致返修,而产生额外成本[5]。
2 人机协作涂胶工艺
人机协作涂胶项目如图3所示,由胶泵单元(如图4所示)和涂胶单元(如图5所示)组成。粘接剂经过气动压力系统进行加压,从胶桶中抽出,然后由加热器进行一次加热,降低粘度,增强流动性能,然后进入胶管进行输送。胶管内有加热丝,外壁包裹隔热材料,进而保证粘接剂在胶管内的温度。输送系统最终将胶输送至涂胶单元中并进行人机协作涂胶作业,如图6所示。

图3 项目总图

图4 胶泵单元

图5 涂胶单元

图6 人机协作涂胶
在天线罩安装工位,待装配的天线罩会被物流按照订单顺序进行排序并运送到存储区,操作者按顺序拾取,并将指定型号的零件放置在位于等待位的天线罩夹具内。夹具如图7所示,由结构件、夹具A、夹具B、安全传感器组成。此夹具当前状态可兼容两个型号的天线罩,最多可兼容4种,分别位于夹具的4个侧面。
操作者在放置天线罩之后,触发如图8所示的确认按键,IIWA会将当前零件移动到条码扫描位置,由如图8所示的条码扫描仪扫描如图9所示零件内的条码,进而对零件进行检测,并与 IPS—L系统数据进行比对,判断其是否为待涂胶零件,防止操作者放置错误。如天线罩内部的条码粘贴位置有误或其他原因导致无法扫描,操作者也可使用如图 9所示的备用手持式扫描枪对零件上的条码进行扫描来继续进行操作。

图7 天线罩夹具

图8 条码扫描仪

图9 备用条码扫描枪
在确认零件放置正确后,协作机器人IIWA会移动夹具,使天线罩相对涂胶嘴进行运动,从而使胶涂在天线罩表面,如图10所示。涂胶结束后,操作者再将其粘贴至指定位置,完成操作。

图10 天线罩自动涂胶
3 人机协作涂胶技术性能的改进
通过与传统工业机器人涂胶将术和工艺的对比分析,证明人机协作涂胶新技术的技术性能有了很大的提升。
3.1 与传统工业机器人涂胶对比
由于本项目采用人机协作机器人,并且符合相关的安全标准及规范,所以无需防护装置。其可直接放置于线旁进行作业,结构简单、紧凑,且现场通行无阻隔,更便于工艺规划及现场管理。
由于人机协作涂胶的天线罩拾取及放置工作由操作者来完成,其工艺节拍时间应少于单台传统机器人涂胶的理论时间(由于本工厂未采用过传统机器人涂胶,所以无法统计准确节拍时间),其对线体总节拍的限制性更小。
3.2 与传统人工涂胶工艺对比
3.2.1 高度的质量稳定性
该工艺不同于手动涂胶,机器人自动涂胶可精确控制涂胶轨迹,通过模拟分析及仿真(如图 11所示),最终确认最佳涂胶轨迹。由于机器人具有高度的重复精度,所以该工艺过程可保证天线罩涂胶的高度一致性,从而确保天线罩粘接的质量。
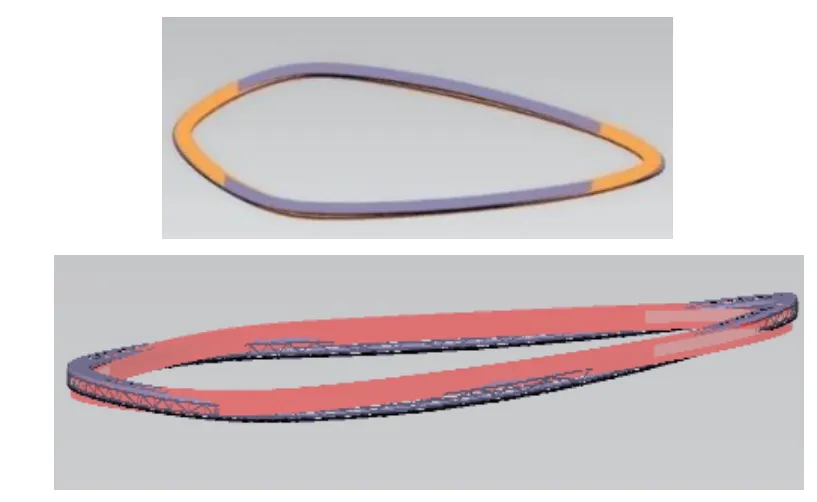
图11 涂胶路径模拟
3.2.2 优化人机工程学
传统手动涂胶需要将天线罩放置于适当高度的工装上,手持胶枪,并低头目视涂胶过程,如图 2所示。操作者长时间手持重物会对其手臂来成一定的负担,低头动作需要颈部弯曲,长时间保持此姿势同样会为操作者带来一定的不适感[6]。
采用人机协作涂胶,操作者只需要以站立姿势将天线罩放置于位于等待位的装卡工具上,如图 6所示,其涂胶过程由机器人自动完成,所以具有更加优化的人机工程。
3.2.3 节拍优化
在之前的人工操作期间,经实测操作者的平均工作速度,并进行统计,最终给成产部门批准的操作时间为52.6 s。而协作机器人涂胶实测速度均(包括操作者动作)值为21.2 s。
3.2.4 节省成本
虽然人工涂胶工艺与协作机器人涂胶工艺采用相同的粘接剂,但手持式胶枪使用小包装的产品,如图12所示,其容量为300ml。协作机器人涂胶采用的式大型桶式包装,如图13所示,容量为23L。
图12 小包装粘接剂

图13 大包装桶式粘接剂
粘贴工艺成本评估如表1所示,其中每台车所需成本为除人工以外的综合成本评估,并不仅限于粘接剂产品价格本身,得到结果为每年节约33850欧元。成本控制是制造业的根本,节约百分比高达72%,此节约比例以及年化节约成本均非常显著,如表1所示。

表1 天线罩涂胶粘接剂成本核算
4 结语
人机协作技术作为工艺4.0的重要组成部分,其为制造业带来了更多的解决方案,用以提升效率、安全性、人机工程以及经济性等,其或可帮助企业优化生产流程及工业过程,是今后汽车总装技术重点发展方向之一。积极尝试新技术、新思路,并享受其带来的便利,以此促进全球工业能力的提高。
猜你喜欢
上海建材(2022年2期)2022-07-28 03:16:02
装备制造技术(2021年9期)2021-12-17 14:03:28
智能制造(2021年4期)2021-11-04 08:54:46
陶瓷学报(2021年4期)2021-10-14 08:57:32
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
中华养生保健(2020年2期)2020-11-16 00:49:18
航空制造技术(2020年14期)2020-09-06 07:36:40
电子制作(2018年10期)2018-08-04 03:24:32
制导与引信(2017年3期)2017-11-02 05:17:02
