
钢制家具金属涂层理化性能检测与研究
2020-12-16 07:45孙卉
商品与质量 2020年53期
孙卉
宁津县产品质量监督检验所 山东德州 253400
1 金属涂层理化性能要求
本文的检验依据是GB/T3325-2017《金属家具通用技术条件》,根据该标准,金属涂层理化性能主要包括硬度、冲击强度、耐腐蚀、附着力4个方面的内容,具体要求详见表1。
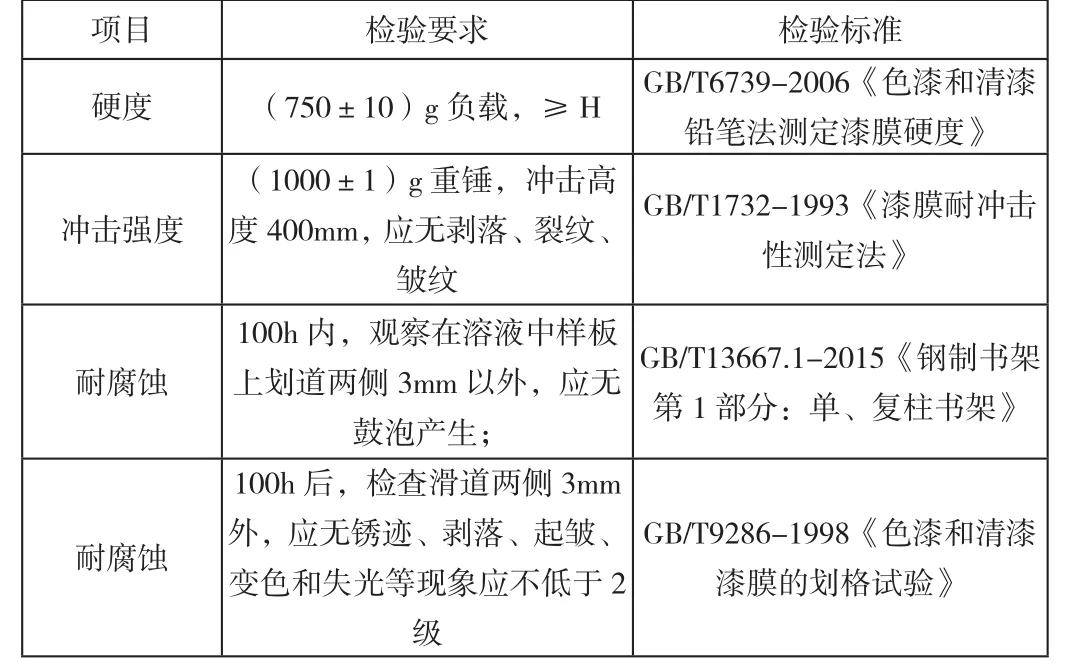
表1 金属涂层理化性能
2 硬度检验与研究
金属涂层硬度的检验是采用GB/T6739-2006中的测量方法,通过在涂层上推压已知硬度的铅笔来测定硬度。依据标准制定的样品需要在温度(23±2)℃、湿度(50±5)%的环境中调节不少于16h。在该环境条件下,使用QHQ-A型铅笔划痕试验机及相对应的铅笔进行检验。推动试验机以0.5-1mm/s的速度远离操作者方向7mm以上的距离,更换不同硬度的铅笔,直到涂层表面出现3mm以上的划痕[1]。
通过大量试验发现,样品的涂层厚薄不均会对金属涂层的硬度产生重要影响,金属涂层表面的粗糙度也会对其硬度产生影响。产品若置于潮湿或者通风条件较差的环境中,其金属涂层的硬度会有所降低。通过分析影响检测结果的几种因素,为了提高涂层的硬度,生产企业需要在生产过程中采用合理的喷涂工艺与喷涂速度,保证产品表面的光滑度,并将其放置在良好的环境中。
3 冲击强度检验与研究
冲击强度是指涂于基材上的涂膜在经受高速负荷作用下可能发生快速变形但涂层不出现开裂与脱落的能力,它主要反映了被测涂层的柔韧性和对基材的附着力。金属涂层冲击强度的检验是采用GB/T1732-1993中的测量方法,根据标准制定样品:规格为50mm×120mm×0.3mm或65mm×150mm×0.45-0.55mm,制备好的样品需放置在温度(23±2)℃、湿度(50±5)%的环境中状态调节不少于16h,并在该环境条件下进行检测。将漆面朝上的样板放置在QCJ-120型冲击器的铁砧上,质量为(1000±1)g重锤调节到400mm高度,在距离样板边缘大于15mm处冲击3次,每2个冲击点的距离不少于15mm,使用4倍放大镜检查金属涂层有无裂纹、皱纹及剥落等现象。
为了改进涂层的冲击强度性能,需要生产企业严格把控以下几点:①采用质量较好的基材,优先选用满足要求的型钢;②使用各项检测指标合格、兼容性较好的环保喷涂材料;③认真打磨基材,打磨越彻底,喷涂材料和基材的结合力就越大,耐冲击性能也越强;④改进喷涂工艺、掌握喷涂程序和时间,尤其是上次喷涂后的固化时间,要求每次间隔喷涂时间合理,没有充分干燥切忌盲目反复喷涂,需要减少喷涂次数。
4 耐腐蚀检验与研究
腐蚀是材料受环境介质的化学、电化学和物理作用产生的损坏或变质现象。金属耐腐蚀检验步骤如下:在3块试板(50mm×120mm)任意一面的2个对角线上,用锐利的刀具划出深至钢板的划痕;然后浸入温度为15℃~25℃、浓度为3%的氯化钠溶液中进行100h的耐腐蚀试验。试验过程中观察溶液中试板上划道两侧3mm以外区域有无鼓泡产生;试验结束后,取出试板,用蒸馏水对试板进行清洗,并用滤纸吸干水分,检查试板上划道两侧3mm外区域有无锈迹、剥落、起皱、变色和失光等现象,最后取3块试板中最差评定值作为检测结果。
通过研究分析可知,影响金属涂层耐腐蚀性的主要原因如下:①基材处理不彻底,造成喷涂质量较差,产品不耐腐蚀;②喷涂材料纯度较低,由于喷涂材料中含有较多的杂质,使得喷涂质量较差,涂层更容易腐蚀;③厚度不均匀,易造成耐腐蚀性差;④产品的存放环境,若产品生产后存放在有腐蚀性气体或湿气较重的环境中,容易降低产品的后续耐腐蚀性;⑤喷涂工艺问题,若喷涂过程中温度过高,则喷涂层表面会产生龟裂,降低产品的耐腐蚀性[2]。
5 附着力检验与研究
在样品上裁取规格尺寸为150mm×100mm的长方形样板,然后在规定的环境中状态调节不少于16h。首先,确定涂层厚度,根据厚度选取是采用单刃刀具还是多刃刀具,同时确定切割的间距。将样板放置在坚硬、平直的物面上,握紧切割刀具,使刀具垂直于样板表面对切割刀具均匀施力,切割到底材表面,使用均匀的切割速率在涂层上形成规定的切割数,形成网格图形;粘贴胶黏带,5min内撕去胶黏带,在样板上至少3个不同的位置进行试验,检测结果一致取值,否则,重复试验。
6 结语
钢制家具在人们生活中的使用日益广泛,金属涂层的理化性能是体现钢制家具质量的一个重要指标面。只有提高钢制家具金属涂层的理化性能,保证产品的质量,才能促进家具行业的不断发展与进步[3]。
猜你喜欢
今日农业(2022年16期)2022-11-09
汽车工艺师(2022年9期)2022-10-09
今日农业(2022年3期)2022-06-05
国企管理(2022年3期)2022-05-17
建材发展导向(2021年14期)2021-08-23
装备维修技术(2020年10期)2020-11-19
人大建设(2018年11期)2019-01-31
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14
小说月刊(2014年11期)2014-04-18
