
机器人滚边系统浅析
2020-12-09 05:40郭松亮李艳鹏杨焱邢文涛郭艳杰
汽车实用技术 2020年21期
郭松亮 李艳鹏 杨焱 邢文涛 郭艳杰

摘 要:机器人滚边工艺现在已经被广泛地应用于汽车关键件的包边制造中。文章详细介绍了机器人滚边系统,为天窗顶盖机器人滚边提供参考。
关键词:机器人滚边工艺;滚头系统;机器人及控制系统;滚边胎膜;冲压件质量;冲压件设计
中图分类号:TP242.2 文献标识码:A 文章编号:1671-7988(2020)21-172-03
Abstract: Robot roller hemming technology has been used to body-in-white key components in the manufacture of roller hemming. Based on introduction of robot roller hemming system. These provide reference for the roller hemming of sunroof during the vehicle manufacturing.
Keywords: Robot hemming process; Roller head system; Robot and control system; Hemming membrane; Stamping quality; Stamping design
CLC NO.: TP242.2 Document Code: A Article ID: 1671-7988(2020)21-172-03
1 引言
随着社会的进步,世界汽车发展的趋势已由大批量生产向多品种、小批量生产转化。为了满足汽车消费者广泛而多样化的需求,适应汽车市场的激烈竞争,必须引进先进设备及工艺技术,不断缩短车型变换周期、丰富车型的配置。汽车天窗配置因具备时尚美观、凸显档次,亲近自然、沐浴阳光,抽风换气、改善车内环境,降温节能、降噪除雾等优点深受广大消费者喜爱。包边工艺是在天窗顶盖总成的制造中较为常见的一种成型工艺。机器人滚边技术是指采用机器人臂上安装的滚边头,对放置在胎膜上的内外板件进行滚压达到连接的目的[1-2]。机器人滚边工艺具有成本低、设备占用空间小、柔性化程度高等优点。 目前此项技术已经在国内外的一些先进的汽车生产企业广泛应用。
滚边后的天窗顶盖总成件质量状态直接影响车身装配尺寸精度、整车表面质量、整车美观等性能,所以对机器人滚边工艺过程进行质量控制显得尤为重要。本文主要通过机器人系统、滚边过程等方面进行介绍,分析对天窗顶盖滚边质量的影响因素,为天窗顶盖机器人滚边技术的推广和应用提供参考[3]。
2 机器人滚边系统介绍
机器人滚边系统主要由滚边胎膜系统、滚头系统、机器人及其控制系统三部分构成[4]。
滚边胎膜主要起到定位和滚边的作用。在生产过程中,将零部件放置在胎膜上,定位、夹紧机构启动后开始进行滚边。滚边胎膜系统主要由胎膜和定位机构及一些检测机构组成。
与常用夹具一样,滚边定位机构通常包含BASE、加紧机构、定位装置及控制系统组成[4]。滚边胎膜主要有整体铸造和镶块拼装两种形式。采用整体铸造工艺加工而成的胎膜具有较高的强度,整体结构稳定有利于前期项目装调,但是在后期的维修方面较为麻烦;镶块拼装结构的胎膜由若干体积较小的组合件构成,不仅易于加工还减小了在热处理过程中的变形。采用镶块拼装结构形式的胎膜拆装方便,后期维修十分方便,已经逐步成为主流的机器人滚边胎膜结构。胎膜要求具有较高的耐磨性和结构稳定性,一般采用热处理后表面硬度可以达到HRC50以上的球墨铸铁作为原材料。为了节约成本和材料,胎膜在设计时多采用镂空的结构形式。
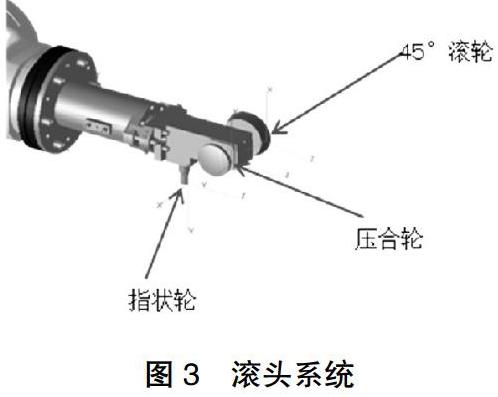
滾头系统是装配在机器人六轴上,按照预先输入的程序进行滚边作业的关键部件。如图3所示,滚头系统包括机器人连接法兰、基板和专业滚轮组成。“弹簧压缩式”为目前主流的滚头结构形式,其结构简单稳定,装配调试快捷,维护成本低。与其配套的机器人可免管线包、免水气连接,使用裸机极大节省投入称本。滚轮一般由专用滚轮(45°)、压合轮和指状轮组成。滚轮通常没有通用的,滚轮的造型和大小取决于产品,滚轮需要根据产品需求进行加工以满足滚边功能,其次,滚轮设计时还应考虑机器人滚边轨迹的流畅性,降低调试难度。
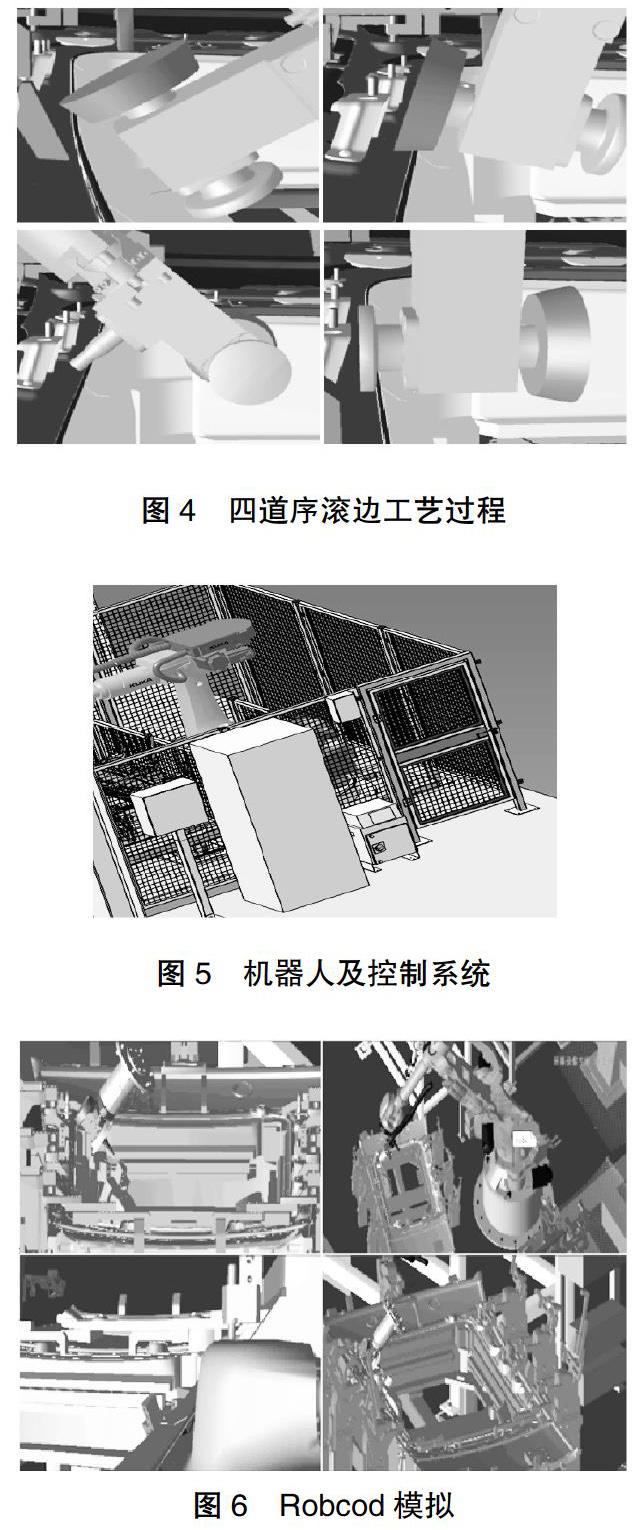
天窗顶盖机器人滚边一般采用六道滚边和四道滚边两种工艺[3]。图4为天窗顶盖采取四道序工艺进行滚边的工艺过程。滚边角度分别为135°、90°、45°、0°,顺序为首尾相接,往复运动。其中45°滚轮完成前两道序的滚边,主要起到翻边的作用;指状轮完成第三道工序,主要起到点压的作用,针对天窗顶盖包边困难的四个拐角区域效果较好;压合轮完成最后一道工序,起到压实内外板的作用。滚边过程中,滚头将压力传递给滚轮,滚轮与板件直接接触并产生相互作用力,所以要求滚轮具有较高的韧性、耐磨性和强度。国内滚轮材质一般都采用日本进口材料且经过严格、先进的热处理工艺,滚轮表面硬度一般控制在56-60HRC之间。
如图5所示,机器人及其控制系统一般由机器人、机器人PLC柜、机器人控制柜、HMI触摸屏控制盒及安全防护装置等部分组成。作为滚边作业的执行者,机器人的选取也很重要。目前主流的机器人品牌有KUKA、ABB、FANUC、MOTOMAN等。在机器人选型时一般会从控制轴、机器人额定负载、有效工作范围、安装形式几个方面进行分析。机器人控制轴数目越多其灵活性及操作性越好,考虑到天窗顶盖作业内容的复杂性,一般会选取六轴工业机器人;机器人工作范围、安装形式要依据项目具体的现场布局进行选择。一般情况下都会选择地面安装的形式,如果因布局受限,需要将机器人布置在工位上方则需要选择下探式机器人。机器人工作范围需要运用仿真软件进行模拟分析。Robcod是目前国内运用最为广泛的仿真模拟软件。通过Robcod模拟,可以获得并导出一个按照工艺要求做出的离线程序达到模拟现场滚边作业的目的。不仅可以了解机器人的工作范围还可以验证滚边过程中有无干涉点、工艺节拍是否满足生产等信息。机器人额定负载是指机器人的最大载荷,需要根据具体的项目来定。根据行业内天窗顶盖滚边经验及滚边设备制造厂家测试结果,完成天窗顶盖滚边作业最大的压合力在200KG以内,参照机器人选型手册选择承载力为210KG的工业机器人最为合适。本案例机器人型号为承载力210KG的KUKA机器人。
3 结语
本文从胎膜系统、滚头系统、机器人及其控制系统三个部分对机器人滚边系统进行了详细介绍,为业界同事了解机器人滚边系统提供有利参考。天窗顶盖的机器人滚边工艺是多项技术相结合的一种柔性化制造工艺,这项技术的运用与进一步发展需要行业内工程师不断地学习与交流。
参考文献
[1] 刘殿福.机器人滚边压合技术应用[J].汽车与配件,2011(02):28-30.
[2] 龚彪.浅谈机器人滚边在汽车行业中的实际运用[J].大众科技, 201214(06):136-137+128.
[3] 王立影,杨冬,梅杨虹,王芝斌.机器人滚边零件质量控制因素分析[J].汽车与配件,2010(37):20-22.
[4] 朱路生.汽车天窗包边机构及工艺研究[D].合肥工业大学,2014.
