
在线分析仪表智能监控系统在煤制乙二醇装置中的应用
2020-12-09 11:29:02彭维
石油化工自动化 2020年6期
彭维
(中石化湖北化肥分公司,湖北 枝江 443200)
在线分析系统是实现工业产品质量成分实时检测的唯一手段,可有效监控物料的反应率、转化率、吸收率等,将质量成分信息与常规仪表的检测技术的结合,可指导工艺准确操作,实现优化控制和工艺安全。
在线分析仪表系统一般分为三部分: 试样预处理系统、在线分析仪表本体、试样处理集成分析小屋。该类系统和生产装置一样需要经过设计、制造、安装、调试、运行等过程,对不同物质成分的分析,往往需要采用不同的测量方式或测量原理,对工厂维护人员提出了更高的技术要求,企业花费大量的人力物力培养维修人员,也仅仅能解决现场出现的简单故障。建设和发展在线分析仪表智能监控系统能较好地解决在线分析仪表在使用和维护中遇到的难点。以下将以煤制乙二醇装置为例,讲述在线分析仪表系统的应用。
近年来,国内对乙二醇的需求缺口较大,同时由于煤制乙二醇工艺的成熟和优化,以及该工艺具有成本低的优势,国内新上了大量的煤制乙二醇装置,并且规模也由原来的200 kt/a逐步发展到400 kt/a甚至600 kt/a。在线分析仪表应用于煤制乙二醇工艺的各个装置和关键控制环节,为产品质量的控制和工艺装置的安全性带来了极大的便利性和不可替代性。1套行之有效的智能化在线分析仪表监控管理系统,可以统筹管理整个工艺的在线分析仪表,对分析仪表各个状态进行智能判断和报警,将提高煤制乙二醇装置的自动化水平和在线分析系统的运行效率,降低仪表的维护量和维护成本。
1 在线分析仪表的应用现状
煤制乙二醇的工艺路线主要是: 利用煤气化合成气,通过中间产物亚硝酸甲酯(CH3NO2)进一步合成乙二醇。CH3NO2是一种危险性极高的气体,与空气能形成爆炸物,甚至预热或光照都有可能发生分解爆炸。因为反应过程复杂,同时生产工艺涉及到CH3NO2,CO,CH3OH等有毒可燃危险气体,因此对煤制乙二醇工艺过程监控尤为重要。在线分析仪表应用于工艺过程的各个环节,并以实时性和准确性的优势逐步替代人工取样分析。在线分析仪在煤制乙二醇工艺的应用点分布如图1所示。

图1 在线分析仪在煤制乙二醇工艺的应用点分布示意
1.1 在煤气化装置的应用
煤气化装置一般采用水煤浆气化炉或粉煤气化炉,主要用来煤、水和空气发生化学反应,生成CO和H2,副产物CO2,CH4,NH3,H2S等,装置内主要分析2个点,如图1所示。分析点1是气化炉出水洗塔出口,分析点2是烧嘴冷却水。分析点1主要采用在线色谱分析仪和在线连续分析仪组合分析法,分析合成气中的H2,CO,CO2和CH4,用于监测控制气化炉内各物料的配比,同时用CH4浓度监测反应炉膛内温度;分析点2主要采用在线连续红外分析仪,监测冷却水内的CO,如果烧嘴破损,起到监测和报警的作用。
1.2 在变换装置的应用
变换装置一般采用耐硫等温变换,调节合成气中CO和H2的比例,以应用于后续工段。装置内主要有2个分析点: 分析点3分析反应器出口合成气,分析点4分析蒸汽换热器微量CO。分析点3采用在线连续红外分析仪,分析合成气中的CO,监测变换效率;分析点4采用在线连续红外分析仪监测蒸汽中的微量CO,用以监测换热器状态,在换热器泄漏时及时报警。
1.3 在净化装置的应用
净化装置包括低温甲醇洗,主要功能是进一步净化和提纯合成气中的有效组分,除掉合成中的杂质和不参加反应的气体组分。装置内主要有2个分析点: 分析点5和6分析低温甲醇洗出口净化气,采用在线色谱分析仪和在线连续红外分析仪,分析净化气中的总硫和CO2含量,监测净化效率,防止后续工段中催化剂因H2S和CO2含量超标中毒。
1.4 在乙二醇合成装置的应用
乙二醇合成装置主要包含变压吸附(PSA)装置、草酸二甲酯(DMO)合成装置和加氢反应装置,主要功能是合成气通过多步反应,生成乙二醇并提纯。装置内主要有4个分析点: 分析点7和8分析原料制备和合成装置出口反应气,分析点9分析回收甲醇,分析点10分析PSA出口H2。分析点7采用在线连续红外分析技术分析反应器出口中的NO,CO;分析点8采用在线色谱分析CH3NO2含量,监测反应效率,防止含量超标而加大装置爆炸风险;分析点9采用在线连续分析仪分析甲醇溶液中的H2O,监测甲醇溶液的纯度;分析点10采用在线连续热导分析仪分析H2纯度,以监测吸附装置状态。
2 在线分析仪表在应用中的问题
在线分析仪表是一种完全自动化的分析仪表,正常工作时,无需人值守。但是,要求进入仪表的试样(气体或液体)有一定条件,要求洁净无杂质,常温常压,压力和流量稳定,状态恒定。但试样一般都不具备这些条件,有的含杂质颗粒和水,有的处于高温高压状态,有的受系统影响较大,有的状态不稳定,这就需要一套合理完善的预处理系统与之配套。预处理系统设计的水平直接决定了在线分析仪的应用水平,配置不合理的预处理系统导致分析仪表维护量大,故障增多。例如,煤气化装置介质高温高压含尘,不合理的预处理会导致管线经常堵塞;变换装置汽包蒸汽降温效果不好,会直接导致仪表的损坏。
在线分析仪表种类繁多,仪表选型非常重要。在线色谱分析仪重复性好,但是周期长;红外分析仪速度快,但是成本高。选择一款适合的仪表非常关键。在DMO合成工段,CO,NO,CH3NO2的分析要求速度快,响应及时和准确度高,色谱分析仪周期长,满足不了分析要求。因此该工段一般选择用防爆红外分析仪,仪表响应快,数据准确度高。
目前,在线分析仪已应用于工艺装置的各环节,但没有形成完整的系统,而且在线分析仪在使用过程中需要定期的维护,工作量大,效率低。如: 一些报警和故障需要技术人员手动处理,对仪表操作和管理人员的专业技术水平要求较高;在线分析仪都需要定期维护,定期做仪表标定,例如红外分析仪需要定期清理气室,色谱分析仪还需要定期更换载气等。
3 智能监控系统对在线分析仪表的管理
在线分析仪表多数远离巡检人员值班室或处于现场危险区域,若仪表巡检不及时,对可能发生的故障判断不足,都有可能使仪表处于“亚健康”工作状态,若没有及时恢复正常工作状态,造成分析数据失真,引起工艺波动,甚至容易造成生产停车等情况。由于每套分析仪表对工艺介质的分析都需要进行预处理,使试样达到分析仪表的温度、压力、流量等要求。针对该类情况,工厂设置智能监控系统时,在取样分析预处理部分增加自动阀门,温度、压力和流量变送器,监测被测试样进预处理的运行状态,监测在线分析仪表的各项工作参数和报警数据。在人员未到现场的条件下对全厂在线分析仪表进行“网络巡检”,一旦发现仪表参数不正常,或载气压力处于预设报警值,该系统提前预警,解决问题。
3.1 智能监控系统结构
智能监控系统设置三级监控维护,智能监控系统结构如图2所示。
1)第一级: 采集在线分析仪表和预处理系统所有需要巡检维护的数据并集中显示。采集信号包括: 每套试样预处理进、出口的温度,压力,流量和每台分析仪表的测量值与报警状态。
2)第二级: 在维护人员办公室或DCS控制室内安装监控服务器,数据通过以太网远传至该服务器,该服务器中设置专用智能监控软件,智能判断所监控数据。若诊断出某数据出现异常,将及时启动本地及控制室的声光报警,并用手机短信方式通知指定的维护人员,及时处理预发生的故障。该应用可有效预防分析系统的故障出现,提前消灭安全隐患。
3)第三级: 在分析仪表系统制造工厂安装服务器,用户通过专有通信网络,将诊断维护的数据远程传送至制造工厂的服务器,制造厂的技术专家对分析数据进行诊断后,可将诊断结果及处理办法发回该用户的监控服务器,以便协助用户现场维护人员及时排除隐患情况。
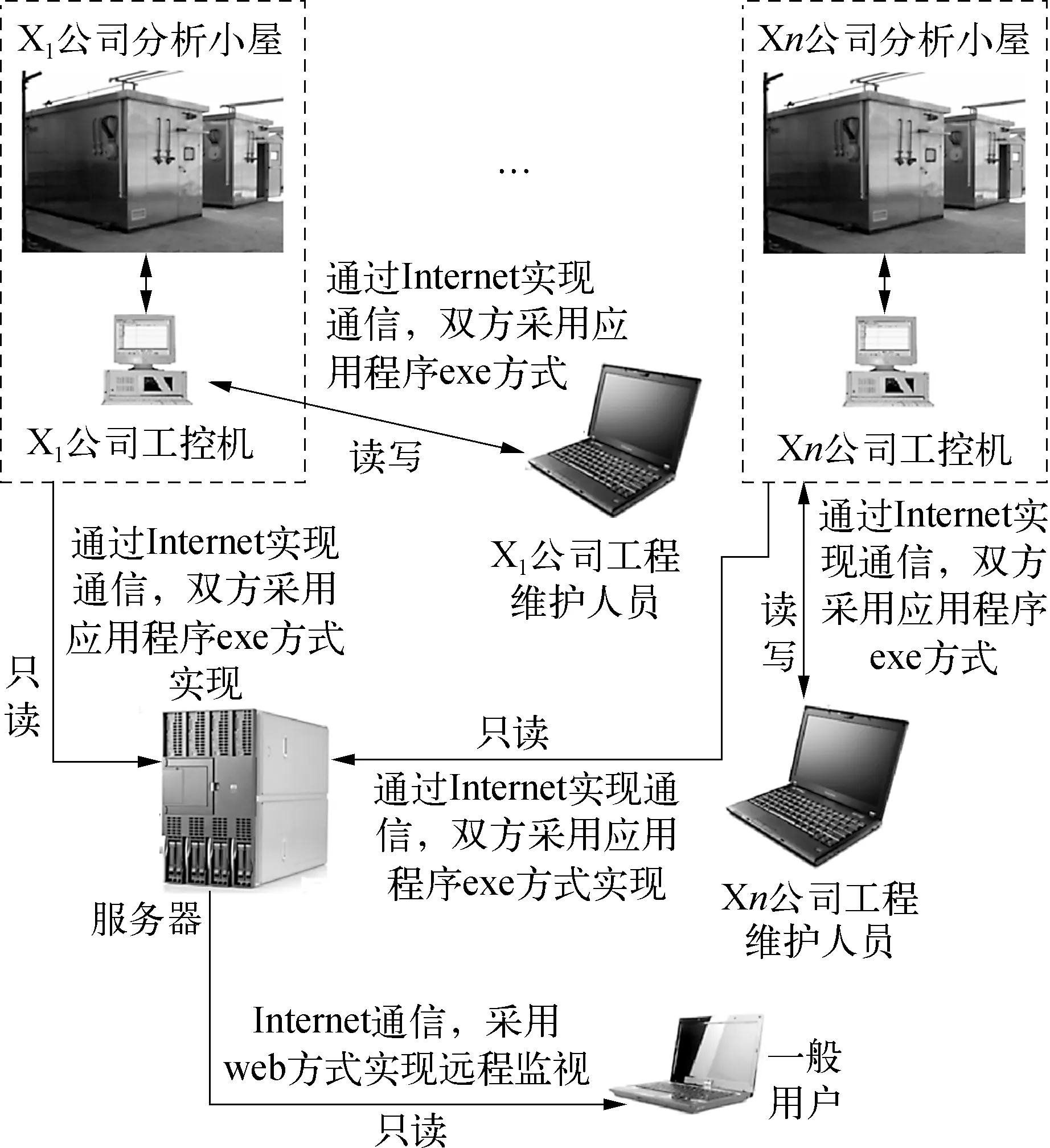
图2 智能监控系统结构示意
3.2 智能监控系统核心功能
该系统核心功能包括以下几个方面:
1)远程监控。远程查看、监控仪器仪表的运行状态。
2)预警、报警。仪器仪表设备远程故障预警、报警。
3)远程故障诊断。可通过远程诊断方式解决设备出现的问题,快速维修且降低维护成本。
4)配件与产品管理。确保原厂配件销售,并有效保障设备安全稳定的运行。
5)生命周期管理。仪器仪表设备生命周期管理,制定有效的维保计划,为设备的长期可靠运行提供技术支持。
3.3 系统应用及存在问题
由于装置区域划分,煤气化、变换单元、低温甲醇洗同属于区域A,乙二醇装置属于区域B,在A区设置工控机A,与现场分析小屋中的在线色谱分析仪通过Comm Port口远程通信,采集色谱仪分析的数据,同时一并采集样气的压力、温度等参数,工控机A与DCS进行通信,采集塔釜设备内的温度和压力。
在设备投用初期,对相关压力、温度参数进行对比列表,列举不同工况下,预处理装置前后的压力、温度差,并对之间的差值设置偏差报警,一旦监控系统出现偏差报警,维护人员就能迅速判断取样系统或者预处理系统出现的问题,同时提示此次分析结果为无效分析数据。
在线色谱仪对检维修人员的能力要求很高,一般企业很少具有专业性人才,仪表出现故障后,很难快速解决问题,通过远程诊断功能,可以与厂方或专家团队及时联系,指导现场维护人员。
由于在线分析仪表厂家不同,仪表本身开发或能够提供的参数有限,各厂家对数据的开放程度不一,通信对话方式不同,造成接入系统的技术难度增大。
4 结束语
总结说明了煤制乙二醇工业中在线分析仪表的应用,分析了在线分析系统应用过程所产生的问题,提出了智能监控系统管理在线分析仪表的系统方法。智能监控系统的应用证明,智能监控系统可有效提高仪表运行效率,降低在线分析仪表维护量和维护成本,具有广阔的应用前景。
猜你喜欢
流程工业(2022年3期)2022-06-23 09:41:06
云南化工(2021年10期)2021-12-21 07:33:42
云南化工(2021年8期)2021-12-21 06:37:38
中国石化(2021年8期)2021-11-05 07:00:16
冰雪运动(2021年2期)2021-08-14 01:54:20
空间科学学报(2021年6期)2021-03-09 06:20:14
广州化工(2020年5期)2020-04-01 01:24:58
中国盐业(2018年23期)2018-03-30 01:29:28
中国塑料(2015年5期)2015-10-14 00:59:48
自动化博览(2014年12期)2014-02-28 22:34:26
