HNC-21数控实验设备调试技术
2020-12-02 07:48王锐王刚
科技创新与应用 2020年34期
王锐 王刚

摘 要:数控设备是机电一体化的工作系统,文章介绍HNC-21数控实验设备电气及机械的综合知识,最终达到熟练掌握数控机床调试技术的目的。
关键词:数控系统;电气控制;调试技术;误差补偿
中图分类号:TH-39 文献标志码:A 文章编号:2095-2945(2020)34-0015-03
Abstract: Numerical control equipment is the work system of electromechanical integration. This paper introducesthe electrical and mechanical knowledge of the HNC-21 numerical control experimental equipment, for the purpose of ultimately achieving the purpose of grasping the debugging technology of CNC machine tools.
Keywords: CNC system; electrical control; debugging technology; error compensation
引言
HNC-21數控实验设备由硬件和软件组成,可实现G代码编程,电气装调和机械精度检测等。通过调试实验设备的学习,能够掌握数控机床电气控制原理,NC系统参数设定,变频器,步进驱动器和伺服驱动器的调试方法等,同时能够对机床出现的常见故障进行快速准确的诊断与维修。
1 电气控制原理
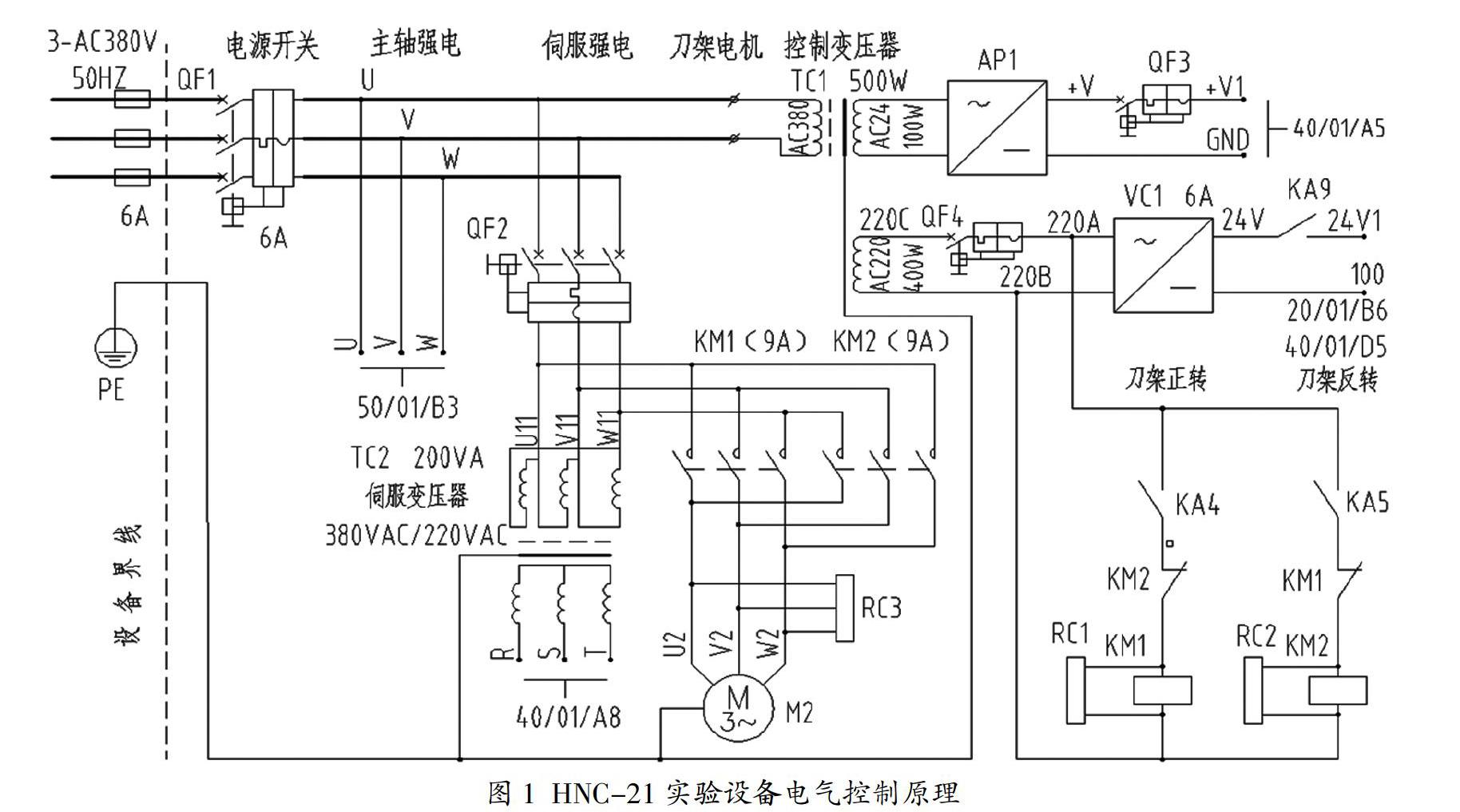
HNC-21实验设备采用交流三相380V供电,主轴采用变频驱动控制,进给轴X采用步进驱动实现开环控制,进给轴Z采用伺服驱动实现半闭环控制,电气控制原理如图1所示。
伺服变压器TC2将AC380V转换为AC220V,供电给伺服驱动器。控制变压器TC1将2相AC380V转换成AC24V和AC220V,AC24V经过整流桥AP1变换为DC36V供电给步进驱动器,AC220V用于刀架正反转控制电路、伺服驱动器内部控制电路和开关电源VC1。开关电源输出DC24V用于系统电源、急停控制回路、刀架信号电源和PLC输入转接板指示灯电源等。继电器KA9吸合产生的24V1用于伺服使能控制和PLC输出继电器控制。继电器KA4和KA5用于刀架正反转控制电路,接触器KM1和KM2用于刀架电机主电路。RC1和RC2用于接触器线圈灭弧,RC3用于接触器主触点灭弧。
2 配置硬件与PMC系统参数
配置硬件参数是列出设备的部件清单,HNC-21系统能够配置32个部件。HNC-21板卡型号5301,板卡地址0,步进电机标识46,伺服电机标识45,输入/输出开关量标识13,手摇脉冲发生器标识31,主轴模拟电压输出标识15,配置0用于区别接口类型,调整设备功能。
PMC系统参数用于定义I/O模块接口,开关量输入总组数为46,X0-X4字节用于基本输入信号,由系统XS10、XS11端口输入,X5-X29字节用于扩展输入信号,X30-X45字节用于MCP面板和MDI键盘输入信号。开关量输出总组数为38,Y0-Y3字节用于基本输出信号,由系统XS20、XS21端口输出,Y4-Y27字节用于扩展输出信号,Y28-Y29字节用于主轴D/A数字量输出信号,Y30-Y37字节用于MCP面板和MDI键盘输出信号。
3 外部运行允许控制
外部运行允许控制即数控机床的急停控制,它是数控设备的保护电路,如图2所示。急停控制继电器KA9采用DC24V供电,它与行程限位开关闭点、急停按钮串联,超程解除按钮与行程开关闭点并联。数控系统正常启动后,旋开急停按钮,KA9线圈得电,外部运行允许信号X2.3由PLC信号转接板输入,系统由急停变成复位,机床可正常工作。手动运行十字滑台X、Z轴至超程位置,进给轴停止运行,系统显示急停与超程报警,按住超程解除,将行程限位短路,可移动进给轴向相反方向运行,报警消除。
4 设置步进X轴
实验设备进给轴X采用开环控制,应用雷塞步进驱动器及步进电机实现。进入数控系统轴0参数界面,外部脉冲当量分子为25,分母为256,伺服驱动器型号为46,伺服驱动器部件号为0,电机每转脉冲数为200,步进电机拍数为4,快移加减速时间常数为100,快移加速度时间常数为64,加工加减速时间常数为100,加工加速度时间常数为64。
机床行程软限位的设定,软限位对机床起到双重保护的作用。车床X轴为直径编程,系统显示值为实际机床移动距离的2倍,在设定机床软限位时,应输入机床实际所走的位移值。
5 调试伺服Z轴
实验设备进给轴Z采用半闭环控制,应用三洋伺服驱动器及伺服电机实现。进入数控系统轴2参数界面,外部脉冲当量分子为5,分母为2,伺服驱动器型号为45,伺服驱动器部件号为2,最大定位误差为20,最大跟踪误差为12000,电机每转脉冲数为2000,反馈电子齿轮比为1:1。
改变驱动器相关参数能够提高其运动性能,位置比例增益PA000设30,值越大,增益越高,刚度越大。速度比例增益PA002设50,值越大,增益越高,刚度越大。在系统不振荡条件下,PA000和PA002尽量设较大值。速度积分时间常数PA003设20,值越小,积分速度越快,在系统不振荡条件下,PA003尽量设较小值。依次修改参数,观察Z轴电机状态,查看系统跟踪误差,将其调到比较理想状态。
6 系统与伺服脉冲匹配
数控系统可输出单脉冲、双脉冲与AB相脉冲三种信号,伺服驱动器也可接收以上指令脉冲。通过调节系统与伺服参数,可实现指令类型的匹配。
硬件配置0确定系统控制指令类型,大小是一个字节,D3-D0指定伺服轴为2号轴,数值为0010;D5-D4指定系统脉冲指令形式,缺省单脉冲输出为00,单脉冲输出为01,双脉冲输出为10,AB相输出为11;D7-D6指定系统接收反馈脉冲的形式,缺省AB相反馈为00,单脉冲反馈为01,双脉冲反馈为10,AB相反馈为11。如果系统输出指令与反馈脉冲均为AB相脉冲,通过计算配置0应设50/242。伺服驱动指令脉冲接收形式由PA400定义,双脉冲为00H,AB相脉冲为10H,单脉冲为20H。
如果系统输出单脉冲,反馈AB脉冲,通过计算配置0可设2/18/194/210,伺服PA400应采用单脉冲设20H才合适。如果系统输出双脉冲,反馈AB脉冲,通过计算配置0可设34/192,伺服PA400采用单脉冲设20H,这时运行Z轴,我们会发现Z轴可动,但无法判断方向,所以机床要正常运行必须匹配好系统与伺服的指令脉冲。
7 变频主轴控制
实验设备主轴采用变频控制,应用日立变频器及三相异步电动机实现。线路连接完成后,首先初始化变频器,初始化模式B85设01,初始化有效B84设01,同时按下FANC、▲和▼键,再按STOP/RESET键3秒以上,先松开STOP/RESET直至显示D01并闪烁,再松开FANC、▲和▼键,闪烁完成,出现游动的浮标,最后停止显示D01,表示初始化完成。
电机运行前先确认变频器相关参数是否与电机参数相匹配,额定电压A82设380V,额定功率H03设0.55kW,磁极数H04设4极,额定频率A03设50Hz,最小频率A15设01(0Hz),最大频率A04设50Hz,斜坡上升时间F02设10s,斜坡下降时间F03设10s。
变频器接收数控系统给定频率,需设置变频器相关参数。参数A01设01,参数A02设01。智能端子1和2用于主轴正反转的控制,相应参数设C01设00,C02设01。
8 刀架控制分析
实验设备采用四工位刀架完成刀具的自动更换,由动作控制中心PMC实现。数控系统给定换刀指令T0101→(如果当前位置不是1号刀具)刀架电机正向寻刀(PLC控制Y0.3信号输出→中间继电器KA4吸合→接触器KM1动作)→检测到刀位信号X1.1→正转延时0.1S→刀架电机反向锁紧(PLC控制Y0.4信号输出→中间继电器KA5吸合→接触器KM2动作)→反向锁紧1s后刀架电机断电。如果在换刀允许最大时间10s内没有找到刀位信号,系统提示换到超时报警。
9 机械精度检测与补偿
螺距误差和反向间隙影响机床的定位精度和重复定位精度。实验设备采用光栅尺进行精度检测,光栅尺与系统通过XS31接口连接,系统参数轴1设为旋转轴,单元型号设45,部件号设1,定位误差和跟踪误差设0。螺距补偿类型设2,补偿点数设5,参考点偏差号设4,补偿间隔设50000。
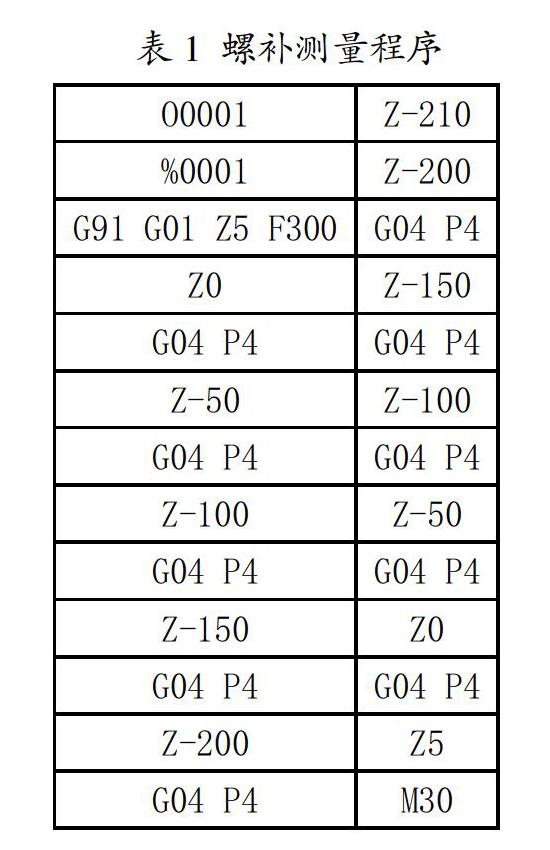
被测点位置0定义在Z轴负向最远端,向坐标轴正向排列依次为0、1、2、3、4,运行螺补测量程序如表1,将Z轴正向移动误差输入轴补偿参数中的偏差值[0]、[1]、[2]、[3]、[4]中,将Z轴负向移动误差输入到轴补偿参数中的偏差值[5]、[6]、[7]、[8]、[9]中,均按照被测点位置0、1、2、3、4输入。双向螺补已将反向间隙补偿到螺距误差中,不需单独测量,重启系统再次测量,观察补偿后的变化。
10 结束语
数控实验设备调试注重实际机床的电气控制原理分析、设计与安装,机械部件精度的检测与调整。通过调试过程的学习,能够达到数控机床调试人员的基本技能要求。
参考文献:
[1]邵泽强.数控机床装调维修技术综合实训[M].北京:机械工业出版社,2016:138-144.
[2]李艳玲,陈运安.数控机床原理与维修[M].北京:人民邮电出版社,2011:45-47.
[3]杨克冲,陈吉红,郑小年.数控机床电气控制[M].武汉:华中科技大学出版社,2005:90-96.
[4]倪祥明.數控机床及数控加工技术[M].北京:人民邮电出版社,2011:53-66.
[5]张光跃.数控机床电气连接与调试[M].北京:机械工业出版社,2016:30-32.
[6]刘战术,窦凯,吴新佳.数控机床及其维护[M].北京:人民邮电出版社,2010:91-92.
[7]孙海亮.数控电气控制基础及实训[M].武汉:华中数控有限公司国培部内部培训使用教材,2009:57-67.
[8]李艳霞.数控机床及应用技术[M].北京:人民邮电出版社,2015:42-46.
猜你喜欢
装饰装修天地(2018年21期)2018-10-21
知识文库(2018年4期)2018-05-14
科技信息·中旬刊(2017年12期)2017-10-21
卷宗(2017年14期)2017-07-19
科学与财富(2017年16期)2017-06-13
中国新技术新产品(2016年24期)2017-02-05
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
企业导报(2016年13期)2016-07-19
智能制造(2015年5期)2015-05-29
现代电子技术(2009年9期)2009-06-25