基于5G通信的工业产线视觉检测系统设计
2020-11-30 08:36张义伟
科学与信息化 2020年31期


摘 要 基于5G通信的工业产线视觉检测系统,通过5G通信网络实现多个本地视觉检测控制器与云端服务器的组网集中管理,构建自动化生产领域的云化视觉检测系统。实现视觉检测设备的远程运维、智能管控,保证工业自动化生产过程中的产品质量。
关键词 5G通信;工业产线;视觉检测;智能管控
5G通信技术已经成为支撑智能制造转型的关键使能技术,能将分布广泛的物料、机器和设备全部连接起来,构成统一的工业互联网络,帮助制造企业摆脱以往无线网络技术较为混乱的应用状态,这对于推动工业互联网的实施以及智能制造的深化转型有着积极的意义[1]。
1系统概述
机器视觉系统是工业制造环境下使用非常普遍的一种重要应用系统,能代替人眼进行测量和判别,可极大地提高测量的精度、判别的准确率、辨别速度和增加复杂恶劣应用场合,能够实现微小尺寸测量和满足高速工业在线检测等功能,能最大程度上提高现代工业自动化生产的效率,是生产制造各个阶段的必要组成部分。
上述传统模式机器视觉系统的任务主要是单纯的图像采集、图像分析和做出判断动作,随着物联网、大数据、云计算、人工智能和5G通信等新一轮信息技术的发展,全球化工业革命开始提上日程,工业转型开始进入智能制造的实质阶段,传统机器视觉系统逐渐暴露出单机独立工作且成本高、形成数据孤岛、线路维护及软件升级复杂、有线传输距离短、部署调试时间长等“瓶颈”问题。
基于5G通信的工业产线视觉检测系统组成如图1所示,主要由本地视觉检测设备、5G CPE(5G无线数据终端)和云端服务器组成。本地视觉检测设备通过图像采集模块采集工业产线上多个待检目标的图像,通过图像处理技术对图像数据进行计算、识别或匹配,判断产品是否存在缺陷,并根据判断结果做出剔除、报警等操作,同时将图像及处理结果通过5G通信网络传输至云端服务器;5G CPE主要是对5G通信网络的中继,本地控制器通过千兆网线或WIFI连接5G CPE,然后接入5G通信网络与云端服务器进行通信,并将工业现场数据及处理结果传输至云端服务器;云端服务器主要对组网的视觉检测设备进行集中管理,提供人机交互的操作界面,方便用户查看组网内各检测设备的运行信息、检测图像以及设置参数等,同时对各检测点进行生产数据统计、图像运算等二次分析,实现产线视觉检测设备参数自动调整、产线健康状态分析、工艺指导等应用。
2硬件方案
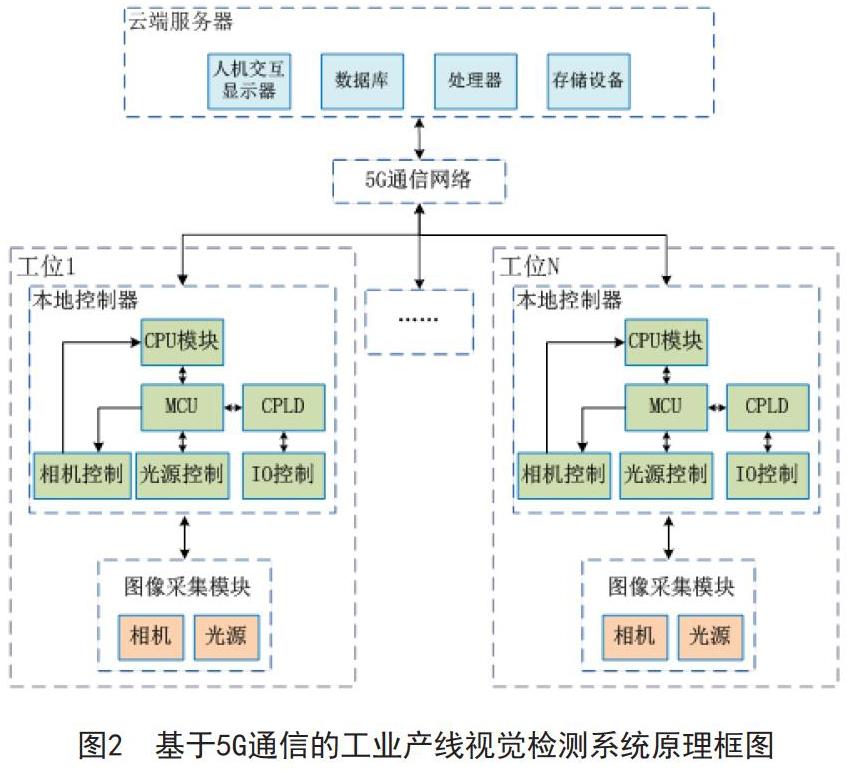
基于5G通信的工业产线视觉检测系统的原理框图如图2所示,主要由图像采集模块、本地控制器、5G CPE(5G无线数据终端)和云端服务器四个部分组成。
图像采集模块负责通过图像传感器采集工业产线各检测点待检对象的图像并进行初步处理后传送给控制器,主要由LED光源、工业相机、光学镜头、接口电路等几部分组成。不同检测对象的图像采集模块采用同一系列工业相机与接口电路,选用适合对象识别的专用LED光源与光学镜头。
本地控制器为视觉检测设备的核心处理单元,主要由CPU模块、MCU及其外围电路组成,是集工业相机控制、光源控制、图像处理、数据统计及IO信号处理等功能为一体的资源丰富的通用模块。其通过图像处理技术对图像数据进行特征分析、识别与匹配,判断产品是否存在缺陷,并根据判断结果做出剔除、报警等操作,同时将原始图像及处理结果发送至云端服务器。CPU模块采用的是符合COM Express标准模块,该模块是基于PCI Express总线的高集成度计算机模块,通过自带的接插件与控制板上的接插件对插,即插即用,主要用于操作系统及测试软件的运行。MCU采用的是当前流行的ST公司的基于Cortex-M4的32位单片机STM32F407,包含GPIO模块、QEI模块、UART、JTAG串行调试接口等,根据具体配置多达90个GPIO口可以提供使用。
5G CPE主要是对5G通信网络的中继,本地控制器通过千兆网线或WIFI连接至5G CPE,然后接入至5G通信网络与云端服务器进行通信与数据传输。经过实测,经5G CPE接入5G通信網络能达到上行200Mbps以上的传输速率,相比4G网络上行10Mbps左右的速度有了质的提升,为本系统海量数据实时传输提供了强有力的支撑。
云端服务器主要由人机交互的显示终端、云端数据库、处理器及存储设备组成,提供对组网内的视觉检测设备集中管理,提供人机交互的操作界面,方便用户查看组网内各检测设备的运行信息、检测图像以及设置参数等。同时可对各检测点进行生产数据统计、图像运算等二次分析,实现产线视觉检测设备参数自动调整、产线健康状态分析、工艺指导等应用。
3软件方案
为了实现云端服务器、本地控制器和图像采集三个模块的功能,本系统软件主体设计上分为云端集中管理软件、控制器上位机软件、控制器下位机软件三个功能独立的模块,同时还设计了5G通信类库、串口通信类库和视觉检测类库三个通用类库。系统软件组成如图3所示。
云端集中管理软件用于实现云端服务器的功能,其主要模块包括人机交互界面、数据统计、参数设置、品牌管理、数据库管理、状态分析及检测报表形成。最后提供人机交互的操作界面,方便用户查看组网内各检测设备的运行信息、系统参数及检测工具设置和与控制器通信等。同时对各检测点进行生产数据统计、图像二次分析与运算,得出具有指导意义的检测参数自动调整、产线健康状态分析、工艺指导等。
控制器上位机软件的功能主要包括图像处理、数据统计、控制器系统整体控制、与云端集中管理软件通信和与控制器下位机软件通信。因此其软件包含启动、图像处理模块、数据统计模块、串口通信模块和5G通信模块。
控制器下位机软件的功能主要是对相机、光源和I/O信号进行操作,包含I/O信号处理、相机控制、光源控制和串口通信模块。
视觉检测类库采用多层次模块化设计理念,最顶层为系统类;第二层为相机类,品牌类,班次类;第三层为工具类、公差类、光源类;第四层为最底层,提供各检测算法。
4结束语
本系统通过5G通信技术实现多控制器、多相机的扩展与组网集中管理,从而构建多工位、多维度的云化视觉检测系统。高速率、低延时的5G网络使组网更加灵活,作业效率明显提升;云端大数据处理与深度学习协同使质量保障有更高的提升;云化部署使调测、维护、扩展更便捷并让时间大幅缩短,对工业生产线提质增效升级有重要的意义,具有非常广阔的市场前景。
参考文献
[1] 王喜文.5G为人工智能与工业互联网赋能[J].自动化博览, 2019 (12): 7.
作者简介
张义伟(1982-),男,职称:高级工程师,现就职单位:中国电子科技集团公司第四十一研究所,研究方向:智能检测与控制。
猜你喜欢
中国自行车(2022年3期)2022-06-30
科学导报(2021年6期)2021-02-22
科学与信息化(2020年25期)2020-09-29
当代化工(2020年4期)2020-08-24
奥秘(2020年6期)2020-06-30
动漫界·幼教365(中班)(2020年8期)2020-06-29
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
网络空间安全(2019年8期)2019-03-18
中国电子报(2019年90期)2019-02-22