
凸轮轴装配机的设计分析
2020-11-23 07:46:22杨广明蒋佩岩郭大伟郭波
装备维修技术 2020年4期
杨广明 蒋佩岩 郭大伟 郭波


摘要:本文介绍了凸轮轴装配机各机构的细节和工作原理,并通过对工件误差的分析,设计了高精度的罩盖定位装置,增加了精定位机构,大大降低了穿轴的难度,保证了穿轴的质量,提高工作效率。
关键词:凸轮轴装配;高精度;自动化设备
1.概述
随着我国汽车行业的发展,汽车零部件国产化的比率逐步提高,要求零部件的加工装配效率也越来越高,加工质量越来越好,对自动化生产线的需求也就不断增加。凸轮轴装配机是发动机装配生产线中的一个重要环节,它能够对发动机中的罩盖和凸轮轴完成组装的功能。凸轮轴装配机工作可靠,操作方便,大大降低了劳动强度和提高工作效率。
2.总体设计
凸轮轴装配机是一台全自动的设备,主要由穿轴机构、粗定位机构、精定位机构、罩盖定位装置等4部分组成(如图1),实现稳定而准确的穿凸轮轴工作。由于凸轮轴是细长杆结构,与罩盖孔的配合间隙较小,对于设备的精度要求较高,同时由于罩盖孔的位置累计误差已经大于了轴和孔的配合间隙,装配时又要有一定的柔性。
2.1穿軸机构
穿轴机构主要由顶杆1、气缸2、气缸3、气缸6、顶尖7、气缸9等组成(如图2)。气缸2和气缸6串联到一起,穿轴时可以停到三个位置上。气缸3用一个安装板连接到右侧的夹紧机构上。顶杆1在气缸3的带动下,和气缸9驱动的顶尖7,一起夹紧定位凸轮轴。气缸2和气缸6带动夹紧后的凸轮轴一起移动到罩壳里,完成凸轮轴的装配工作。
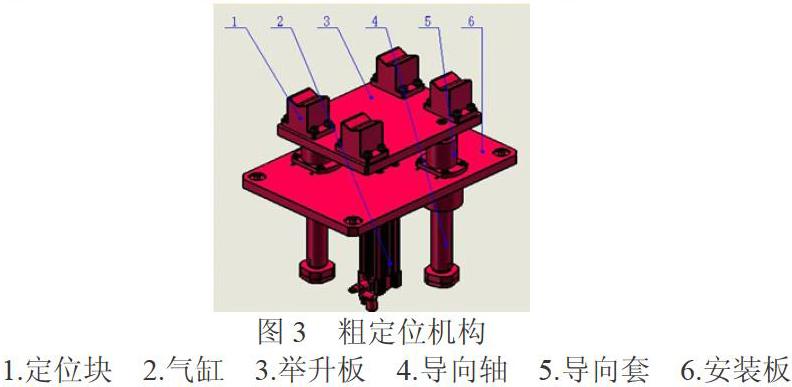
2.2粗定位机构
粗定位机构主要由定位块、气缸、举升板、导向轴、安装板组成(如图3)。设备能够垂直升降。工作开始时,机构保持伸出状态,上料机械手把需要安装的凸轮轴放置到粗定位机构的定位块上,凸轮轴中心与罩盖中心高度一致。穿轴时,机构缩回,以防止与穿轴机构干涉。
2.3精定位机构
精定位机构(如图4)与粗定位机构相似,要保证定位块上凸轮轴的中心与罩壳的孔中心保持一致。但增加了定位基准块3和定位销5。当机构伸出是,定位基准块顶到罩盖定位夹具的工艺精加工面上,以罩壳定位夹具的面作为基准。同时定位销深入到罩盖的定位销孔里进行定位。大大的增加了机构的定位精度和稳定性。
2.4罩盖定位装置
罩盖定位装置具有很高的定位精度,主要由摆动压紧气缸1、侧向气缸3、定位销5、粗定位块7等组成(如图5),罩盖的定位主要由定位销5保证,侧向气缸推动罩盖靠紧定位销5,旋转压紧气缸压紧罩盖,使罩盖稳定而准确的放置到工作位置。
3. 凸轮轴装配机的设计分析
3.1凸轮轴的装配工艺要求
凸轮轴长度450mm,直径只有40mm,是标准的细长杆结构。凸轮轴和罩盖孔的最小间隙为0.05,是配合精度比较高的,要求将这个细长轴准确的穿过罩盖孔,保证不能磕伤罩盖,罩盖的材质为铝合金,硬度相对较低,只要有很小的磕碰都会伤及表面。因此必须保证中心的精度。
3.2罩盖定位装置分析
由于罩盖与凸轮轴的装配精度较高,罩盖的定位尽量与图纸的基准相同(如图6)。用定位销和底面进行定位,减小基准不同带来的累计误差。但由于工件往夹具上放的时候,必须与定位销之间保留一定的间隙,无形中增加了一个随机误差,为了尽量减小这部分误差,定位夹具侧面增加了一个推靠气缸,将工件的孔壁贴到定位销的侧面上,这样就可以消除间隙误差的影响,但罩盖定位销孔直径的误差无法避免,最大为定位孔直径误差d的一半。这样看来,罩盖水平方向定位的误差为:
3.3穿轴机构分析
穿轴机构的顶杆1需要穿过罩盖,长度必须大于罩盖长度,形成细长杆结构,为了增加顶杆的精度和刚性,在罩盖定位装置上增加了导向套。由于工件自身的误差较大,无法用穿轴机构直接把凸轮轴穿入到罩盖孔内,因此增加了精定位机构,进行二次定位。穿轴机构只要保证0.2mm的精度,先把凸轮轴穿入罩盖的非配合孔中,放到罩盖下面的精定位机构上就可以了。然后用穿轴机构的气缸6将凸轮轴推入到配合孔里。
3.4精定位机构分析
精定位机构的使用,主要是减少中间各环节的累计误差,方便穿轴。精定位机构伸出时,定位销与罩盖的定位夹具孔配合,用夹具上的限位块作为挡块,保证两个机构很好的结合在一起,形成一个整体,既保证了精度,又提高了刚性。定位块采用V型结构,具有更高的定心作用。只有凸轮轴本身直径的误差a影响装配尺寸。根据V型块的定位原理,凸轮轴的垂直方向上最大定位误差为:0.707a。穿轴时,为了凸轮轴有一定的自适应空间,保证最大轴径时凸轮轴的中心与罩盖孔的理论中心对齐。这样垂直方向上,两工件的中心线误差为:k2=0.707a+w/2。而水平方向上,误差为罩盖的定位误差k1,但偏向一侧,不利于装配,因此凸轮轴的中心对准罩盖孔的理论中心位置偏d/4的位置,这样使位置度公差w对称于凸轮轴中心线。保证更多时候,穿轴准确。
4. 凸轮轴装配机的动作过程
上料机械手将罩盖放置到定位装置中,推靠气缸将罩盖推靠到定位销上,夹紧气缸将罩盖夹紧,罩盖定位准确后,上料机械手再将凸轮轴放到初定位机构的V型块中。
穿轴机构的气缸3带动顶杆1缩回,向右移动,穿过罩盖,顶住凸轮轴左侧顶尖孔,同时,气缸9带动顶尖7伸出,顶住凸轮轴的右侧顶尖孔,定位并夹紧凸轮轴。初定位机构缩回,避让出穿轴的移动空间。气缸2缩回,气缸6伸出,将夹紧的凸轮轴向右缓慢的移动到罩盖里(停到配合段前面位置),精定位机构伸出,准备定位凸轮轴,气缸3带动穿轴顶杆1伸出,气缸9缩回,松开凸轮轴,将凸轮轴自由的放置到精定位机构上的V型块中,使凸轮轴中心和罩盖孔的中心重合。气缸6伸出,带着推套8继续前行,将凸轮轴准确、无磕碰地推到罩盖的配合孔中,完成装配工作。
结束语
凸轮轴装配机是一台全自动的设备,能够准确可靠的实现装配功能,能够保证做出的产品100%合格。用户已经投入生产,实践证明设备生产效率高,压装的质量好。大大提高了企业的生产能力和竞争力,符合社会生产力的发展要求。
参考文献:
1. 闻邦椿.机械设计手册第6卷【M】.【6】版 北京:机械工业出版社,2017
2.刘治华 机械制造自动化技术及应用 北京:化学工业出版社 2008
3.姜明灿 张正祥 吴水苹.公差与测量技术 武汉:华中科技大学出版社,2006
猜你喜欢
北京航空航天大学学报(2017年9期)2017-12-18 07:12:33
中国科技博览(2016年27期)2017-01-23 02:11:38
中国科技博览(2016年24期)2016-12-28 20:41:00
光学精密工程(2016年3期)2016-11-07 09:03:34
科技视界(2016年23期)2016-11-04 11:41:09
中国科技博览(2016年18期)2016-10-19 10:54:59
测绘科学与工程(2016年6期)2016-04-17 06:51:25
山东冶金(2015年5期)2015-12-10 03:27:41
深空探测学报(2015年3期)2015-12-07 11:14:48
中国高新技术企业(2015年24期)2015-06-25 00:18:06
