
Effect of micro-alloying Ca on microstructure,texture and mechanical properties of Mg-Zn-Y-Ce alloys
2020-11-23 09:21XiofngLiuXinhuChenJinboLiChunqunLiuDiZhoRenjuChengFushengPn
Xiofng Liu,Xinhu Chen,b,c,∗,Jinbo Li,b,∗∗,Chunqun Liu,Di Zho,Renju Cheng,Fusheng Pn,b
a International Joint Laboratory for Light Alloys (MOE),College of Materials Science and Engineering,Chongqing University,Chongqing,400045,China
b National Engineering Research Center for Magnesium Alloys,Chongqing University,Chongqing,400045,China
c Shenyang National Laboratory for Materials Science,Chongqing University,Chongqing,400045,China
d Chongqing Academy of Science and Technology,Chongqing,401123,China
ABSTRACT Microstructure,texture and mechanical properties of Mg-5Zn-0.3Y-0.2Ce alloys with the addition of trace xCa(x=0,0.3,0.6 wt%) were systematically investigated in this work.The results revealed that more secondary eutectic phases and smaller grain size of as-cast microstructure could be found with increasing Ca content.After hot extrusion,the Ca-free alloy showed a uniformly recrystallized grain structure,while the Ca-containing alloys possessed a bimodal grain structure composed of fine dynamic recrystallized (DRXed) grains with a size of several microns and un-recrystallized coarse grains.EBSD analysis showed that the three extruded alloys had a fiber texture of (0001) basal plane aligned with the extrusion direction.Texture intensity of the DRXed region was weaker than the deformed region.The extruded alloy with the addition of 0.6 wt%Ca exhibited the highest yield strength of 321MPa due to the smallest DRXed grain size,the deformed region with strong basal texture and dense nanosized precipitates.
Keywords:Ca micro-alloying Extrusion Microstructure Texture Mechanical properties Mg-Zn-Y-Ce alloy
1.Introduction
Wrought magnesium alloys have received considerable attentions as a structural light-weight material in aerospace,aircraft and automotive industries [1-4].However,the widespread application of Mg alloys is limited strongly by their inherently low mechanical properties,which is due to the hexagonal close-packed (hcp) crystal structure and lack of effective strengthening phase[5].At present,the most effective method to strengthen Mg alloys is micro-alloying combined with deformation processes [6-8].The alloying elements in Mg alloys can improve mechanical performance in nature,while the casting defects and size of parent grains are further reduced from thermomechanical treatment.Meanwhile,micro-alloying is desirable for industrial application to keep the cost.
Many investigations revealed that Mg-Zn based alloys exhibit excellent mechanical properties by adding trace element.T.Bhattacharjee[9]has shown that the tensile yield strength of the Mg-6Zn binary alloy with a small amount of Zr addition is significantly improved due to the effects of grain refinement by thermally stable fine Mg (Zn,Zr) precipitates.Moreover,inducing rare-earth (RE) elements (such as Y,Gd,Nd,Ce,etc.) to magnesium is believed to be another potential way[10,11].Our previous work[12,13]shows that combined additions of Y and Ce in Mg-Zn-Zr alloys induce the formation of Mg3YZn6(I phase),Mg3Y2Zn3(W phase) and Mg-Zn-Ce phase.Nanosized precipitates in the Mg matrix after extrusion result in pinning dislocations motions during deformation,consequently improve the mechanical properties obviously.The peak-age sample with the additions of 0.5 wt% Y and 1 wt% Ce exhibits the high yield strength of 407 MPa [14].
It is well known that Zr is a powerful grain refiner for magnesium alloys containing Zn [15].However,Zr particles settle down to the bottom of crucible quickly owing to four times density higher than that of molten Mg,which will lead to a low absorption ratio (usually 20-30%) and high casting cost [16].Thus,it is necessary to search for alternatives.During the past several years,many researchers reported that the addition of Ca in Mg-Zn alloy formed stable intermetallic compounds,which is beneficial to enhance the strength with low cost.For instance,Zhou et al.[17]reported that a Mg-6Zn-5Ca-3Ce-0.5La alloy could form different T’phase in the grain interior and at the grain boundaries.Kang et al.[18]investigated the effect of the addition of Ca on the extrusion behaviors of Mg-2Zn alloy,and suggested that the optimal Ca content was 0.5 wt%.Ca alloying can weaken the strong basal texture and refined the grains during hot extrusion,which is related to the particle stimulated nucleation (PSN).But Yu et al.[19]pointed that although Ca acts a crucial role in grain refinement,Ca containing alloy with higher Zn content exhibited stronger texture intensity compared to the as-extruded Mg-Zn alloy without Ca.Although Ca is one of the effective grain refiners,the influence of Ca addition on texture remains controversial.In addition,the effects of combined trace additions of Ca and rare earth elements on microstructures and mechanical properties in Mg-Zn alloys are still unclear.
Accordingly,a low RE Mg-5Zn-0.3Y-0.2Ce alloy,containing a small amount of Mg-Zn-RE phase particles distributed along the grain boundaries of Mg matrix,was chosen as the target alloy in the present study.Then,Ca element was added to modify the microstructure by the formation of Mg-Zn-Ca intermetallic phases and affecting the DRX process.Later,the microstructure evolution,texture and mechanical properties of the as-extruded alloys were investigated in detail.
2.Experimental
The studied alloys with nominal compositions (wt.%) of Mg-5Zn-0.3Y-0.2Ce-xCa(x=0,0.3,0.6)were fabricated by conventional gravity casting.High purity Mg,pure Zn,Mg-20 wt% Y,Mg-20 wt% Ce,Mg-30 wt% Ca master alloys were melted in an electric resistance furnace under a cover gas mixture of CO2and SF6.The detailed description of the casting process was shown in our previous paper.The actual chemical compositions were measured by XRF (1800 CCDE X-ray fluorescence analyzer),which are listed in Table 1.The rod ingots with a diameter of 80 mm and height of 60 mm were machined from the as-cast billets,homogenized at 350 °C for 12 h and then at 400 °C for 6 h,and finally quenched into water.After heat treatment,the ingots were directly extruded at 350 °C with an extrusion ratio of 25:1 and a ram speed of 1 mm/s.
After being mechanical ground and polished,the as-cast specimens were etched in a 4.vol nitric acid-alcohol solution; the solution-treated and as-extruded specimens,which were cut along the extrusion direction(ED),were etched in an acetic-picric solution mixed with 4 g picric acid,10 ml acetic acid,80 ml ethyl alcohol.Microstructure observations were performed through optical microscope (OM),scanning electron microscope (SEM,TESCAN VEGA II LUM with an energy dispersive X-ray spectrometer (EDS)) operating at 20kV,transmission electron microscopy (TEM,Tecnai G2 F20) equipped with EDS.TEM films were prepared by conventional methods:grinding to 50 μm and punching 3mm diameter disks as well as ion milling.The average grain sizes and the volume fraction of DRXed grains were measured by using an Image-Proplus 6.0 software,in which each average value was got from more than five individual field of OM images.Micro-texture measurements were carried out on field-emission scanning electron microscopy (FE-SEM,JEOL JSM-7800F) equipped with an EBSD system,and the data were analyzed by channel 5 software.Macrotexture of the extruded specimens was measured by the X-raydiffractometer (XRD,Rigaku D/MAX-2500PC),and the (0001)(10-10)(11-20) pole figures were calculated using the X’ Per tool box texture software.
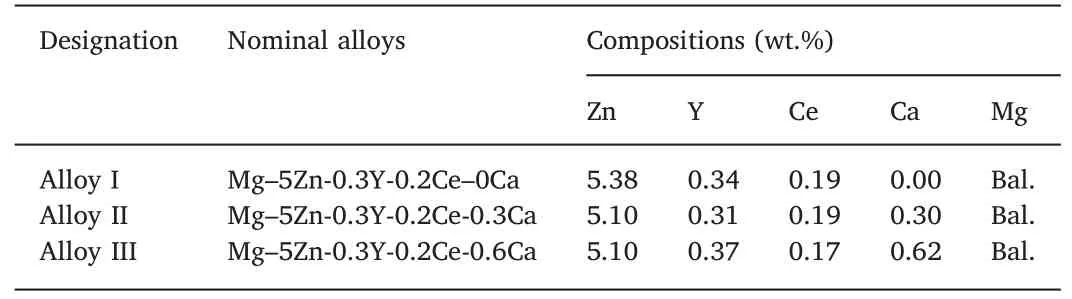
Table 1 Chemical compositions of the as-cast Mg-5Zn-0.3Y-0.2Ce-xCa (x=0,0.3,0.6)alloys.
Tensile specimens with a gauge length of 25 mm and a diameter of 5 mm were machined from the extruded bar.The tensile tests were carried out at room temperature using a CMT5105 material testing machine at a strain rate of 10-3s-1.The tensile yield strength (TYS,offset=0.2%),ultimate tensile strength (UTS) and elongation (EL)were the average value of at least three individual repeated tests.
3.Results
Fig.1 shows the OM and SEM micrographs of the as-cast three alloys.The average grain size of the Alloy I is 300 μm,and the divorced second particles are dispersed around grain boundaries and interdendritic regions,as shown in Fig.1a,d.While in the Ca-addition alloys,a more lamellar eutectic microstructure formed.The grain sizes of the primary Mg phase further decreased to 180 μm and 145 μm,respectively.The lamellar second phases increased obviously and formed a continuous network in the as-cast alloy III.Combined with the EDS analysis (not shown here) and our previous study [12,13],the second phases are identified as common MgYZn6,Mg-Zn-Ce and Ca2Mg6Zn3phase,as shown in Fig.1.
Fig.2 shows the typical OM and SEM images of these homogenized alloys.The stable intermetallic compounds remained at the Ca-containing pellets because of phase thermal stability.The grain size of Cacontaining alloys did not grow significantly,which is potentially beneficial to the existence of second phase particles.
Fig.3 illustrates the typical OM and SEM micrographs of the longitudinal section in the extruded condition alloys.Alloy I exhibited the equiaxed structure with grain size of 6 μm,which indicates that a fully dynamic recrystallization took place during the hot extrusion.Meanwhile,the lamellar Mg-Zn-RE eutectic microstructure at triple junctions of the grain boundaries disappeared and was replaced by some streamlines consisted of second phase particles with the size of 2 μm.By contrast,Ca-containing alloys appeared a bimodal microstructure containing both fine DRXed grains and deformed regions with elongated large grains.The remained intermetallic Ca2Mg6Zn3phases were also broken up and oriented towards the extrusion direction.The grain size of the DRXed grains decreased with Ca content increasing,which is determined to be about 1.6 μm and 1 μm for 0.3 wt% Ca and 0.6 wt%Ca,respectively.The area fraction of the deformation regions of Ca containing alloys were 8.5% and 15% for 0.3 wt% Ca and 0.6 wt% Ca,respectively.This phenomenon indicates that Ca element might postpones or suppresses dynamic re-crystallization process during hot the extrusion.This is attributed that the precipitates can pin dislocations and grain boundaries effectively so that the transformation from low grain boundaries to high grain boundaries is inhibited due to the decreased migration mobility,as reported by Wang et al.[20].Comparing alloy II and alloy III,there is no difference in the morphology of intermetallic Ca2Mg6Zn3phase,but with denser particles in the latter.
Fig.4 presents the high-angle annual dark filed (HAADF) STEM images of the as-extruded alloy III.Large amounts of fragmented particles with the size of around 500 nm distributed along the extrusion direction.The EDS elemental mapping,as show in Fig.4(b-f),indicates that most of the particles were enriched in Mg,Zn and Ca.The SAED patterns indicates that the precipitate was Ca2Mg6Zn3.Zn and Ca were easy to precipitate as Ca-Zn clusters during the extrusion due to the lower mix entropy [6,15].It is reasonable to consider that the nano precipitates precipitated in the extrusion process.Numerous fine precipitates dispersed in the deformed areas; such phenomenon had been also previously observed in many as-extruded Mg alloys [12-14].
The precipitate in different areas,includes the whole microstructure,the DRXed region and the unDRXed region,is shown in Fig.5.Such bimodal structure has been also reported in the as-extruded Mg-Zn-Ca alloys[18].The fine dynamic recrystallized grains measured as 0.7 μm were found around the broken particles.Moreover,some spherical precipitates were observed to be distributed along grain boundaries (indicated by yellow circle in Fig.5b).These GBs precipitates are identified to be Ca2Mg6Zn3by selected area electron diffraction (SAED).Except the GBs precipitates,no obvious precipitates were observed insides the DRXed grains,whereas in the unDRXed regions,there were a large number of spherical as well as rod-like precipitates.EDS identify these spherical precipitates as Ca2Mg6Zn3and the rod-like precipitates are indexed to be Mg3YZn6(I phase).The mean diameter of the precipitates in the as-extruded alloys was measured to be 40 nm.In addition,the precipitates in the unDRXed regions were much finer than those in the DRXed grains.The precipitates in the un-DRXed regions pinning the dislocation movement was observed,as shown in Fig.5c.
The macro-textures of the three as-extruded alloys measured by XRD are shown in Fig.6 in the terms of(0002)and(10-10)pole figures.All the three alloys exhibit a fiber texture with basal planes paralleled to the extrusion direction,which is commonly observed in Mg alloys after extrusion.However,from the pole figures,the typical basal texture intensities of the alloys were obviously strengthened from 2.8 to 25.5 with increasing Ca content.
Figs.7 and 8 show the EBSD maps and corresponding polar figures of the as-extruded alloys.The basal texture intensity increased with increasing Ca content,with 4.6,11.7 and 42.5 for 0,0.3 and 0.6 wt%Ca,respectively.The EBSD micrographs also showed the bimodally grain microstructure in the as-extruded Ca-containing alloys.The orientation of the large deformed regions was vertical to the ED,as shown in Fig.8,while the orientation in the DRXed regions preferred to random distribution.Thus,the texture intensity of DRXed regions was weaker than that of deformed regions.
The engineering tensile stress-strain curves of the three as-extruded alloys at room temperature are shown in Fig.9.And the 0.2% tensile yield strength (TYS),ultimate tensile strength (UTS) and elongation(EL) are summarized in Table 2.The YS and UTS of the alloy I are 212 MPa and 310 MPa,respectively.With micro-alloying 0.3 wt% Ca,the YS increases to 250 MPa,and the EL decreases slightly from 15.1% to 12.2%.When the Ca content increases to 0.6 wt%,the alloy III shows the highest UTS of 357 MPa,and YS of 321 MPa or increases nearly 50% compared with alloy I.The ductility of the alloy III remains at a good level and the EL can attain 10.4%.
The results of the mechanical properties seem to reveal that the bimodally grained structure of the as-extruded Ca-containing alloys have negative effect on the ductility,which is further confirmed by the fracture surface images in Fig.10.A small number of dimples with broken second phase particles can be found and many large cleavage planes with tearing edges appear in the traced Ca alloys.Compared with the two Ca-containing alloys,alloy I shows a large number of small and deep dimples,indicating that the ductile fracture is dominant,thereby improving the ductility of the as-extruded alloy I.
4.Discussion
4.1.Microstructure evolution
The second phases in the alloy I are confirmed as Mg3YZn6and Mg-Zn-Ce by EDS,which are also observed in our previous work[13].The addition of Ca to the Mg-5Zn-0.3Y-0.2Ce alloy causes the formation of the Ca2Mg6Zn3ternary compound in the alloys II and III.When Ca is added to Mg-Zn alloys,whether Mg2Ca or Ca2Mg6Zn3can be formed depends on the Zn/Ca atomic proportion.In the present,Ca2Mg6Zn3predominates due to the fact that the Zn/Ca atomic ratio is much higher than the critical value of 1.23 [21].Meanwhile,Ca additions can give rise to intensively undercooling effects.Consequently,Ca concentrate ahead of solid/liquid interface to reach the eutectic composition and hence accelerating Ca2Mg6Zn3phase growth.Alloying elements may lead to form many eutectics,especially Ca addition,contributing to significant grain refinement of magnesium alloys.
Hot extrusion leads to a homogeneous microstructure in alloy I,the average grain size is 6 μm.However,the as-extruded alloys II and III exhibit very fine DRXed grains and contain deformed regions under the same thermomechanical processing.Thus,the trace Ca addition contributes to retard growth of the recrystallized grains.Plastic deformation is hard to take place in coarse second phases during extrusion.Deformed regions surrounding particles with grain rotation as well as a misorientation gradient could be formed in the beginning of extrusion process.Then the accumulation of misorientation is generated by the sub-grain boundaries migration,which produces high angle boundaries.And the deformation zones are able to provide energetically favorable sites for grain nucleation due to the large storage energy.Thus,dynamic recrystallization prefers to occur in the vicinity of the coarse second phase particles,which is called particle simulated nucleation(PSN) [22].This phenomenon has been found in many deformation researches of magnesium alloys [23,24].A larger number of particles are present in the as-extruded alloy III,which means that more nucleation sites exists.There are lower solid-soluble elements in the matrix around the second phase due to that most of them are used to form the second phases.Thus,a small quantity of precipitated phases are found along the DRX grain boundaries.
On the one hand,the broken particles and precipitates come together to hinder grain growth.On the other hand,in the original deformation regions,the combination of higher solution elements and higher dislocation density promotes the dynamic precipitates during extrusion[25].Furthermore,these precipitates can pin dislocations and grain boundaries effectively.The transformation from low grain boundaries to high grain boundaries is inhibited due to the decreased migration mobility,giving rise to an increase of the un-DRXed regions.Based on the above analysis,the fine DRXed grains and coarse un-DRXed regions with more precipitates can be formed during the extrusion in the Ca-containing alloys.The fraction of the un-DRXed regions increases in the 0.6 wt% Ca alloy eventually.
4.2.Strengthening mechanism
The three extruded alloys exhibit different dynamic recrystallized grain size and the deformed region as well as texture intensity.It is well known that the decreasing grain size for polycrystalline metals results in an increase of the yield strength following the Hall-Petch relationship[26].The DRXed grain size decreased to be 1μm for the extruded alloys with Ca addition.Thus,the grain refinement offers up strength improvement significantly.It can be clearly noticed that the Ca containing alloys exhibit a bimodal microstructure.The previous investigation suggests that Mg alloy with larger fraction of deformed region has a higher yield strength[27-29].The deformed coarse grains contain high density dislocations induced by work hardening during extrusion.While,the dislocations are consumed in the fine grain regions during dynamic recrystallization.Compared to the extruded alloy І and alloy П,the alloy Ш has the highest strength,which may be attributed to a bimodal microstructure containing both fine DRXed grains and deformed regions with elongated large grains,as shown in Fig.3.
As shown in Fig.8,the deformed regions exhibit strong basal texture intensity,which limits the activity of the basal slip due to tha fact that the tensile direction tends to be perpendicular to the c-axis for the deformed grains.Therefore,the deformed regions should be another reason contributor for the strength improvement.
To identify the response of each strengthening mechanism for the yield strength,alloy III is selected to evaluate the different microstructure assistance.Solid solution strengthening is considered to a contributor for the strength enhancement.However,for the present alloy,the solid solution strengthening is limited due to the negligible difference in solid solution atomic concentration between the extruded and as-cast state.Fine equiaxed DRXed grains can play a key role in the strengthening based on the Hall-Petch relationship,and the increment of strength can be expressed as:
Where K is the Hall-Petch coefficient,and d is the average grain size.According to the Hall-Patch relationship,ΔσGB,DRXof alloy Ш is higher than that of alloy І and alloy П,which is related to the decreasing grain size of the DRXed grains with Ca content increasing.
Dislocation strengthening (Δτd,unDRX) can be given as follow [30]:
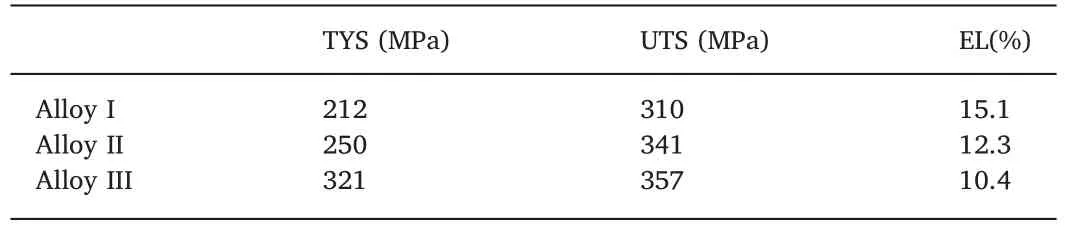
Table 2 Summary of tensile properties of the as-extruded alloys at room temperature.
Where α is constant and is assumed as 0.2[31],G is the shear modulus of the α-Mg matrix (about 16.6 GPa [32]),b is the Burger vector(0.32 nm [33]),andρunDRXis the dislocation density of metals generated during deformation mainly depending on the strain.Compared to the extruded alloy І and alloy П,the alloy Ш has the highest density dislocations due to its higher propensity of uncompleted DRXed regions.Therefore,alloy Ш exhibits the highest Δτd,unDRXvalue.
Only a practised eye could discern the vessel out in theoffing; she was a fine brig, and the waves now lifted her over thereef, three or four cables length out of the usual channel
A large number of dynamic precipitates are observed by TEM images.The Δτpfrom the sphere-like precipitates can employ with this model [34]:
Where λ is the distance of the precipitates,the average size of the precipitates corresponding to r.The λ is about 420 nm and r is about 80 nm in the DRXed grains,whereas in the un-DRXed grains the value of λ is measured to be 80 nm and r is 40 nm.Thus,Δτp,DRX=7 MPa,Δτp,unDRX=46 MPa.What's more,a few rod-like precipitates with λ of about 640 nm and r of about 40 nm can be observed in the un-DRXed regions.These precipitates strengthening can be written as Eq.(4)[35]:
Where ν is the Poission ratio of 0.32.So,the Δτpis estimated to 7.7 MPa.
From the above discussion,the strengthening mechanism is very different in the bimodal structures.Therefore,the equation can be calculated for the DRXed and un-DRXed regions respectively [36,37]:
where the σ0is the frictional stress,M is the Taylor factor.The value of σ0for Mg-5.1 wt%Zn was reported to be 70MPa[38].The value of M is contingent on the texture intensity,which ranges from 2.1 for the situation of very strong texture and to 4.5 in a condition of random texture [39].For simplicity,based on the previous analysis,MDRXis taken as 4,while the MunDRXis 3.5 [39].The precipitate strengthening in the DRXed grains and un-DRXed regions can be calculated as 29 MPa and 189 MPa,respectively.The dislocation strengthening is calculated to be 52 MPa.Considering the bimodal structure,it is reasonable for the equation to multiply by the fraction of each region.Thus,the DRXed and un-DRXed regions are estimated to be 197 MPa and 36 MPa.The yield stress of the extruded alloy III is predicted as 303 MPa,which is slightly lower than the measured value.This may own to the grain boundary strengthening in coarse un-DRX regions,and the dislocation density strengthening in DRX grains were ignored.
In the case of alloy III,the undissolved particles can pin dislocations effectively.Nevertheless,these could also result in high stress concentration and act as crack sources,which reduce the ductility.Therefore,the as-extruded alloy III shows the lowest ductility.Additionally,it can be considered by the fully DRXed grains with weaker texture intensity.Such texture reduces the stress required to active the basal slip.The non-basal slip is observed to activate in fine grains microstructure.Conversely,the strong basal texture in alloy III may also decrease the ductility.Similarly,the alloy II shows a balance between strength and ductility,of which the reason is relative to the sharp decrease of the fine DRXed grain size and the fraction of the deformed regions,as well as the weaker texture with respect to the alloy III.
5.Conclusions
In the present study,low-cost high strength Mg-5Zn-0.3Y-0.2Ce-xCa(x=0,0.3,0.6 wt%) have been developed through casting,heat treatment and hot extrusion.
(1) The Ca-free alloy shows a uniformly recrystallized grain structure after extrusion,while the Ca-containing alloys present a bimodal grain structure composed of fine DRXed grains of several microns and un-DRXed coarse grains.Such bimodal microstructure is related to the undissolved particles promoting the dynamic recrystallization and the dynamic precipitates retarding recrystallization through pinning grain boundaries.
(2) The extrusion texture,with the basal plane mainly parallel to the ED,enhances remarkably by increasing the Ca contains.This may be attributed to a larger fraction of the deformed regions.RE texture is unfound in the DRXed region due to the low concentration of RE in the matrix.
(3) The extruded alloy with the addition of 0.6 wt% Ca exhibits the highest mechanical strength of YS=321 MPa,UTS=357 MPa and EL=10.4%.The high strength is mainly due to the combined contribution of fine DRXed grains,strong basal texture and dense nanosized precipitates.Therein,fine DRXed grains are more effi-cient.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The authors would like to thank the financial supporting from National Key R&D Program of China (2016YFB0301100),National Natural Science Foundation of China (51571043),and Fundamental Research Funds for the Central Universities (2018CDJDCL0019,cqu2018CDHB1A08 and 2018CDGFCL0005).
 Progress in Natural Science:Materials International2020年2期
Progress in Natural Science:Materials International2020年2期
- Progress in Natural Science:Materials International的其它文章
- Introduction of manganese based lithium-ion Sieve-A review
- Hollow bismuth ferrite combined graphene as advanced anode material for sodium-ion batteries
- Magnetically separable and visible light-active Ag/NiCo2O4 nanorods prepared by a simple route for superior photodegradation of atrazine in water
- Solid electrolyte composite Li4P2O7-Li3PO4 for lithium ion battery
- Wearable supercapacitor self-charged by P(VDF-TrFE) piezoelectric separator
- Enhanced superconducting performance in solution-derived YBCO-BaZrO3 composite film