
管子-管板角焊缝渗透检测浅析
2020-11-20 13:04王帅
装备维修技术 2020年11期
王帅


摘要:作为压缩机辅机的冷却器关系到压缩机能否正常运行,而管子-管板角焊缝的焊接质量是冷却器质量控制的关键之一。那么如何有效的控制管子-管板角焊缝的焊接质量存在重大意义。
关键词:压缩机;冷却器;管子-管板角焊缝;渗透检测
1 引言
作为压缩机辅机的冷却器是换热器的一种。换热器按照传热原理不同分为间壁式换热器、蓄热式换热器、直接接触式换热器、流体连接间接式换热器等,其中间壁式换热器是目前应用最为广泛的换热器。现就换热器管子-管板角焊缝渗透检测进行分析研究。
2 管子-管板角焊缝渗透检测方法的分析和应用
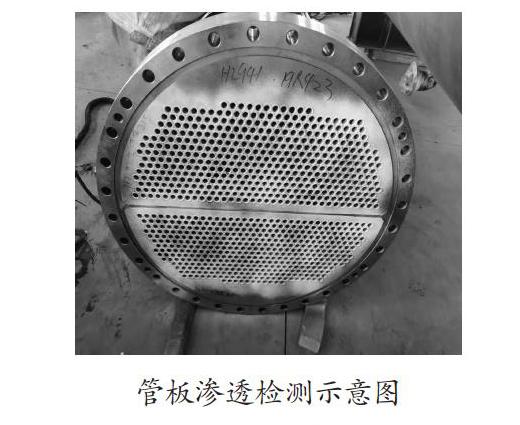
本工艺规程仅适用于管板管孔焊接渗透检测,其他零部件的渗透检测按通用渗透检测工艺执行。管板渗透检测方法采用溶剂去除型(喷罐)进行,采用镀铬试块(B型试块)与工件同时进行,检测渗透检测剂系统灵敏度及操作工艺正确性。并按下述规定进行操作:
1、受检工件表面清理:
1.1管板表面焊缝、管桥及管内10mm范围内不得存在焊接飞溅,焊渣、油污、氧化皮、毛刺以及各种防护层等影响渗透检测的杂物存在,受检部位应露出金属光泽。
1.2受检表面的焊缝,不允许存在肉眼可见的各种缺陷,焊缝应圆滑过渡,不得有咬边现象存在。
1.3将被检侧管板垫高,使管束与地面成10?~15?角。
2、渗透检测前的表面复检及预清洗
2.1渗透检测前,无损检测人员应对受检表面进行复检,保证受检表面满足渗透检测要求。对于受检表面达不到要求的工件,应拒绝进行渗透检测,在处理合格后再进行渗透检测 。
2.2对于复检合格的工件表面,无损检测人员应采用清洗剂对受检表面进一步清洗,以保证渗透时受检表面无任何杂物。
2.3预清洗时用清洗剂将管口向管内10mm处及焊缝外边缘处擦拭干净,以去除检测表面的污垢。
2.4清洗后,检测面上遗留的溶剂和水分等必须干燥,待干燥后施加渗透剂。
3、渗透
3.1均匀施加渗透剂,渗透时间不少于10min,在整个渗透过程中,使管口向管内10mm处及焊缝外边缘处保持润湿状态。
3.2由于被检表面为立面且光滑,在渗透时间内应不断喷涂渗透剂。
4、去除多余的渗透剂
4.1先用布依次擦拭,直至大部分多余渗透剂被去除后,再用蘸有清洗剂的布进行擦拭。
4.2擦拭时将管口向管内10mm处及焊缝外边缘处擦拭干净,直至将被检面上多余的渗透剂全部擦净,注意防止去除不足而造成对缺陷显示识别困难。
4.3擦拭时必须按一个方向进行,不得往复擦拭,不得用清洗剂直接在被检面上冲洗。
5、干燥
5.1检测面施加显像剂之前进行自然干燥。
5.2干燥时间依季节而定,春、秋季节干燥时间为7 min,夏季干燥时间为10min,冬季干燥时间为5 min。
6、施加显像剂
6.1施加显像剂前,应充分摇动喷罐使显像剂均匀。
6.2施加显像剂时,喷涂方向与被检面夹角为300~400,且呈雾状均匀落在受检工件表面上。
6.3显像剂的施加应薄而均匀,不可在同一地点反复多次施加。
6.4显像时间不应少于10min,最长2小时;
7、观察
7.1显像剂施加10min后进行观察
7.2缺陷显示评定时被检面白光照度应≥1000 Lx,达不到时采用手电筒提高可見光照度,使之达到1000 Lx以上。
7.3辨认细小显示时可用5~10倍放大镜进行观察;
8、显示记录
8.1填写“管板渗透检测记录”。
8.2被检表面无任何缺陷显示时,通知操作者进行下一道工序。
8.2如有缺陷,详细记录缺陷性质、位置、尺寸。并用记号笔画出缺陷位置,并通知操作者返修。
9、返修部位重新检测
9.1有缺陷部位返修后重新渗透检测,检测步骤按以上规程1~8条执行。
9.2渗透检测直至被检区域无任何缺陷显示。
10后处理
后处理时,边喷清洗剂,边用钢丝刷将被检面彻底清洗,再用干净的布将被检面擦干;
11、复检
当出现下列情况之一时,需进行复验:
a)检测结束时,用试块验证检测灵敏度不符合要求;
b)发现检测过程中操作方法有误或技术条件改变时;
c)我公司领导认为有必要时。
3 结论及意义
通过该标准的实施使管子-管板角焊缝的射线检测成为了检测角焊缝内部及根部缺陷的重要手段,在制造过程中普遍应用该检测技术以后,能够及时的发现管子-管板角焊缝的焊接质量问题,必然会大大延长换热器产品的使用寿命,节省大量的维修费用和由于换热器故障造成的经济损失,同时也会提高产品的竞争力。
参考文献
1.NB/T47013-2015 承压设备无损检测
2.NB/T47014-2011 承压设备焊接工艺评定
3.GB151-2014 热交换器
猜你喜欢
中原商报·科教研究(2021年6期)2021-05-13
发明与创新·小学生(2021年1期)2021-01-11
科学与生活(2021年28期)2021-01-10
科学与生活(2021年28期)2021-01-10
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
科学与财富(2018年19期)2018-08-20
科技创新导报(2017年2期)2017-04-12
小学生导刊(中年级)(2016年9期)2016-05-14
小天使·二年级语数英综合(2015年4期)2015-04-20
