
机油泵前泵体钻孔夹具设计
2020-11-20 09:48朱晓慧任延举赵志轩
装备维修技术 2020年11期
朱晓慧 任延举 赵志轩


摘要:本文夹具设计主要是在充分保证零件加工质量的前提下,提高实际加工生产中的生产效率,减少生产单位零件所需成本,降低工人工作量。通过对机油泵体的分析,进而对根据其加工使用要求设计其钻孔夹具,并将该夹具设计结果应用于生产要求。
关键词:定位设计;夹紧方式;钻孔夹具
1概述
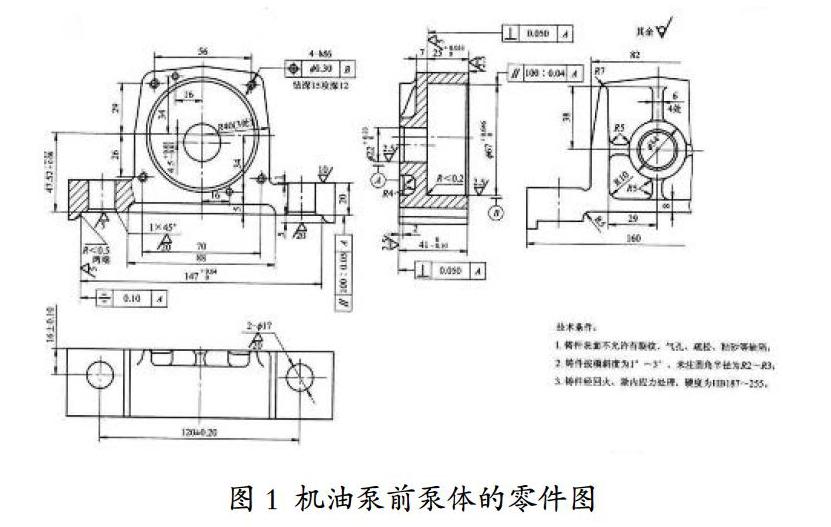
机油泵是将发动机油底壳里的机油输送出来用来起到润滑各个需要润滑的零部件的作用。对于机油泵前泵体在机油泵里有着非常重要的意义[1]。前泵体的尺寸精度 表面粗糙度将对机油泵的整体工作和使用寿命产生影响[2]。
为了提高劳动生产率,保证加工质量,降低劳动强度需要设计专用夹具。对钻φ20孔进行专用夹具的设计。本夹具主要用来钻φ20孔,生产批量为大批量生产。
2定位形式的选择
底面确定三个自由度,两个φ5孔作为其定位基准进行定位。定位元件是采用一个快换定位板和一个圆柱销一个菱形销进行定位,因此进行定位元件的设计主要采用对一面两销定位[3]。
3选择辅助装置
引导刀具在工件上钻孔用的机床夹具叫做钻模板。确定刀具的位置,能够避免刀具在加工的时候中发生偏离,对被加工的位置精度的到保证。
钻套在钻模板和夹具体上,它的作用是确定工件上被加工孔的位置,引导刀具进行加工,能够对加工过程中调高刚性和避免在加工中产生振动。钻套的高度H越大,则导向性能好,一般取H=1~2.5d。
排屑空间h是指钻套底部与工件表面之间的空间。h值越大,就越方便。钻削较难排屑的钢件时,常取h=(0.7~1.5)d;假如要求很高的攻坚精度时,可取h=0,让切屑都排出钻套[4]。
4计算切削力和夹紧力
刀具:ф20钢锥柄麻花钻头。
查《机械制造工艺设计手册》表3—36,钻削扭距的计算公式见如下
(4.1)
C=305.2, ,
磨钝系数=1.0, f=0.17mm/r, d=12.5mm, 代入
查《机械制造工艺设计手册》表3—36,计算公式钻削轴向力见式如下
(4.2)
C=301.2, , ,
磨钝系数=1.0, f=0.17mm/r, d=12.5mm, 代入:
F==2100(N)
由于方向一致的此夹具夹紧力和轴向力,为了防止工件在加工过程中产生振动和转动需要螺栓夹紧。夹具夹紧可靠的原因是因钻模板上有开口槽由夹具体上销钉限制了其转动。
钻夹具装配图如图2所示。
参考文献:
[1]杨兴旺.试论机械加工工艺装备设计研究[J].现代制造技术与装备,2018(12):39-40.
[2]虞戰峰.基于不规则零件的加工工艺与夹具设计研究[J].橡塑技术与装备,2017,43(06):33-35
[3]蒋铭.关于机械加工中工装夹具的定位设计分析[J].内燃机与配件,2019(10):53-54.
[4]徐鸿本.夹具设计手册[M].2018:32-34
作者简介:朱晓慧,出生年月:1983年10月,广西大学硕士研究生,现就职于沈阳工学院。
