浮法玻璃熔窑胸墙内倾分析
2020-11-17 08:59:14谷彦儒魏娜娜
玻璃 2020年10期
谷彦儒 魏娜娜
(1.秦皇岛奥格集团有限公司 秦皇岛 066202;2.建筑材料工业技术情报研究所 北京 100024)
0 引言
我国平板玻璃行业经过前几年的快速扩张后[1],玻璃市场明显供远大于求,为此,有的企业为了生存,采取种种措施来降低成本,甚至不考虑方案的合理性,最后导致玻璃质量下降、熔窑寿命缩短等问题。本文就玻璃熔窑出现的胸墙内倾问题进行具体分析。
1 玻璃熔制相关理论
1.1 玻璃熔窑燃料燃烧机理
玻璃熔窑燃料的燃烧是以小炉为单位进行的,燃料与助燃风入窑后经燃烧形成火焰,加热配合料熔成玻璃液,最后烟气进入对面小炉排出熔窑。在整个燃烧过程中,火焰温度是中间高,两端低,即入窑、出窑温度低于中部温度。
1.2 熔窑窑压
浮法玻璃熔窑窑压是以玻璃液面压力作为基准,将设在澄清部胸墙上的取压点位置的压力作为整个熔窑的标准进行(计算机自动)控制的,除此之外,还要手动控制火焰区的窑压,确保火焰区的窑压略大于1个大气压,以防止窑外(自然)冷空气进入窑内,降低窑内温度,增加能耗,同时也要防止窑压过大时,窑内热气流窜出窑外,加剧对熔窑的侵蚀。
1.3 玻璃熔窑胸墙结构
玻璃熔窑的胸墙由胸墙砖、挂勾砖及胸墙托铁组成,整个胸墙的重量全部由托铁承重。在熔窑池壁外设置了池壁冷却风对其进行冷却降温,冷却风的吹风角度是斜上方向,因此,在冷却池壁的同时,也冷却了胸墙托铁。熔窑胸墙、池壁示意图见图1。
2 熔窑胸墙内倾原因分析
从图1中可以看出,熔窑胸墙整体的支撑是胸墙托铁,所以造成胸墙内倾的原因是胸墙托铁的软化变形,由于托铁是与熔窑立柱相连,所以,托铁变形是以前部下沉形式表现的,进而胸墙砖也随着前倾向内滑动。造成胸墙托铁高温变形的原因有:
(1)池壁冷却风风量过小
从图1可以看到,池壁冷却风在吹过池壁之后,继续向上移动,打到胸墙托铁表面,降低托铁温度,保护托铁以防止其出现高温变形。但是,当池壁冷却风量小时,冷却风对托铁的降温作用降低,托铁温度升高,严重时会造成托铁高温变形,进而胸墙砖内倾。
图2和图3为某两条生产线池壁冷却风的设计图。
以上两条线熔化部池壁冷却风系统设计最大区别在澄清池的设计,见表1。
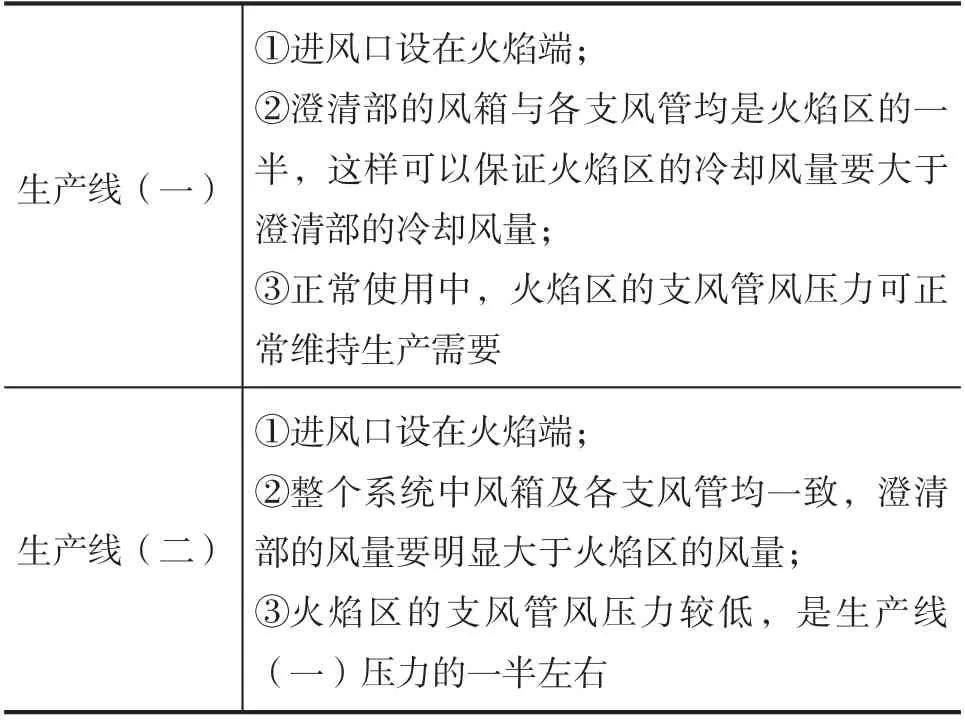
表1 两条线冷却风设计的主要区别
从表1可以看出,由于生产线(二)的池壁冷却风压力过小,除了池壁冷却强度小之外,该风对胸墙托铁也没有降温保护作用,托铁温度过高而变形,在实际生产中,该线出现了池壁内倾现象。
(2)胸墙与池壁间隙密封对胸墙砖内倾的影响
在熔窑胸墙与池壁的间隙通常用多晶莫来石纤维毡进行密封,在生产过程中如果出现料堆严重刮蹭池壁及多晶莫来石纤维,多晶莫来石纤维很快会被侵蚀掉,造成间隙透火,窜出的火苗直接烧烤胸墙托铁,加剧了托铁的变形,加剧了胸墙砖内倾发生的机率。
(3)火焰对胸墙砖内倾的影响
玻璃熔窑燃料的燃烧是以小炉为单位进行的,当小炉的风火配比不合理时,特别是风量小,燃烧火焰会出现浑、长现象,火稍会通过喷嘴砖及胸墙与池壁间隙窜出窑外,直接烧烤胸墙托铁,加剧托铁的变形,严重时导致胸墙砖内倾的发生。
(4)窑压对胸墙砖内倾的影响
熔窑窑压是以澄清部的胸墙压力为标准进行控制的,而火焰区的窑压只能通过调节各小炉闸板开度的大小进行手动调节,而是否合理通常是人工用肉眼观察各蓄热室后墙观察孔的火苗长短及刚性来判断。在投产初期,为了节能,有时将火焰区的窑压设定高于正常。窑压高,短期内熔窑烧损情况不会马上显现出来,但是长此以往,大量的高温废气会从胸墙与池壁间隙透火处及喷嘴砖中喷出,提高了胸墙托铁的温度,加剧了托铁的变形,最后导致胸墙砖内倾。
(5)厂房天窗对胸墙托铁及胸墙砖的影响
在熔窑的厂房顶中部均留有可调节的天窗,其作用是排出厂房内的各种烟尘、废气。此外,还有另外一个作用,就是通过排废气,产生从窑底到天窗之间的空气流动,将小炉间隙内的热气流抽出,降低小炉间隙内的空间温度,进而达到降低胸墙托铁的温度,保护托铁。
有的企业为了节能,提高熔窑周边的空间温度,大量关闭厂房天窗,厂房内的空气不流动,小炉间隙内的高温热气流不能及时排出,胸墙托铁温度升高,为托铁高温变形埋下了隐患。
(6)胸墙与池壁间隙设计对胸墙砖的影响
在胸墙与池壁间隙设计中有两种方案,一是间隙距离为30 mm,另一个是间隙距离为100 mm,这两种设计方案各有优缺点,不过在熔窑后期,特别是池壁砖厚度在侵蚀到只剩50 mm以内时,间隙距离为100 mm的窑炉优势明显。其原因是,胸墙与池壁间隙大时,可以在池壁砖厚度为50 mm左右时,在池壁上方安放刀把砖护住池壁,减轻料堆对池壁的侵蚀,同时,刀把砖可以更好地密封池壁与胸墙的间隙,减少间隙的散热量,降低小炉空的空间温度,降低胸墙托铁的使用环境温度,延长托铁的使用寿命。
3 日常检查与维护
(1)胸墙砖是否内倾的日常检查
出现胸墙砖内倾现象不是一两天就发生的事情,所以,平时要对胸墙砖的变化进行日常跟踪、检查。
检查方法是:定期测量不同部位的胸墙砖与熔窑立柱间的距离,作好记录,并作好对比工作,每个胸墙砖检查下、中部两个点的距离变化。
(2)胸墙砖内倾后的维护方法
当发现胸墙砖发生内倾后,应及时采取措施,一方面检查发生的原因,并及时更正,另一方面在碹顶伸入熔窑胸墙前一水杠,用水杠挡住胸墙砖,以防止其进一步变形位移,见图4。
安装方法:在熔窑部碹顶开孔,放入水杠,通过固定在熔窑立柱上的顶丝进行调节水杠与立柱间距,利用杠杆原理,以碹顶为支点,让水杠与胸墙砖紧贴住,以此挡住胸墙砖继续前移。
注意事项:在使用过程中,要每班观察水杠水温的变化,发现水杠漏水及时更换。
4 结语
胸墙砖发生内倾现象是一个综合的工艺管理问题,凡是出现胸墙砖内倾的窑炉,上述列举的几种原因几乎均存在,但究其主要原因,还是池壁风量过小为主,其他原因为辅。因此,在生产过程中要时刻注意池壁风量的大小。