
包装机组稳定性提升改造
2020-11-09 07:28王禹
科学与财富 2020年25期
摘要:本文为邯宝冷轧厂包装机组的优化与改造,包括入口运卷小车定位功能升级改造、变频器控制方式升级、提升机定位改造,所涉及到的技术有DP网络、DP通信的激光编码器的使用、变频器控制技术、电阻尺及模拟量测距的使用等。
关键词:包装机组;DP网络优化;变频器控制;自动化改造
邯宝冷轧厂目前有2 条全自动包装机组,机组包括入口运卷小车,运输梁,提升机,自动落纸机、全自动周向、眼向打捆机、出口高速小车可将连退生产下线的钢卷实现全自动打包,且无需天车吊装,避免吊伤,是钢卷可靠存储和运输的重要保障,但伴随着产量不断增大,机组原有的控制系统参数和外围生产条件已经完全不能满足现有产品生产需要,直接影响产品快速包装外发出厂。
经过细致梳理,目前存在的问题有:一、包装小车经常出现定位不准,定位精度低,小车无法下落的故障。其主要原因是小车位置检测由齿轮链条拖动的模拟量编码器实现,其控制精度低,且每次掉电后小车的位置会消失,需要手动对其位置进行重新标定初始化。二、包装小车无法平滑调速和精确停止定位。其主要原因是原设计采用G120系列变频器控制小车速度输出,但程序只给定3 个固定速度输出,即:最大速度,一级减速,二级减速,三种速度切换,无平滑过渡功能。三、提升机工作不稳定,经常出现撞卷现象。其主要原因为位置检测元件易坏、经常性的码值跳变,提升机位置检测对提升机是否能正确的穿进卷眼中起到至关重要的作用。原有产线设计提升机位置检测装置为电阻尺,该元件安装位在提升梁侧面,且位置固定无法更改,自身碳刷环磨损的粉末容易积累在自身中,导致信号波动,无法准确检测提升梁实际位置,影响产线正常运行,且有安全隐患,必须定期或码值发生跳变时更换电阻尺。
针对上述问题我们制定了与之对应的解决方案:
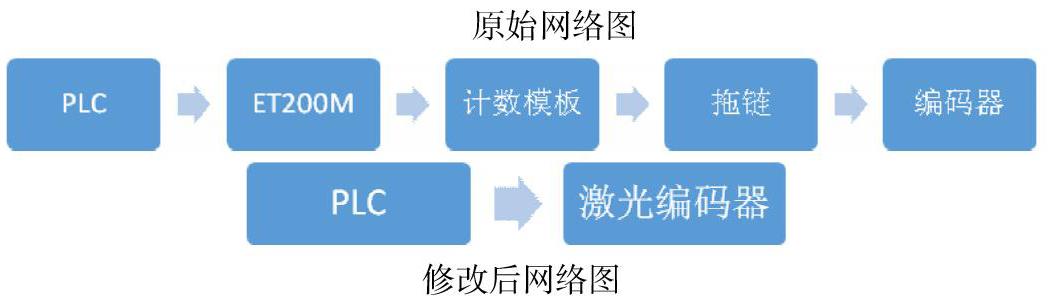
一、为了解决小车定位不准及定位精度低的问题,我们采用更加稳定可靠的激光编码器替代旋转编码器,改变安装及采样取值方式,实现小车稳定运行。
入口运卷小车定位反馈原设计是由链条带动齿轮拖动的模拟量编码器,编码器信号通过小车拖链电缆传至远程ET200M中的计数模板内。受齿轮和链条波动的影响,其定位控制精度低,且每次掉电小车位置消失后,需要对编码器进行手动标定初始化。改造为激光编码器后具有以下优点:1、小车上只安装了反光板,车体上无通信和供电电缆,免去拖链内电缆维护,同时无需使用计数模板,降低备件消耗费用。2、控制定位精度大大提高,激光编码器可以测量的最小值为0.001mm,且为直接测量小车本体位置,反馈码值平滑稳定无跳变。3、掉电码值保持,免去手动标定步骤上电即可恢复运卷过程。4、网络结构改变,减少了中间环节,大大降低了网络故障风险。
通过以上改造,目前入口运卷小车位置码值稳定,全年无定位事故,实现了改造的初衷,同时降低了备件维护成本和人力成本。
二、为了解决小车运行速度平滑过渡和精确停止定位的问题,我们对包装机组卷运输传动系统进行了改造,开发了运卷小车自动控制系统,编写了G120通用控制模块,同时优化电机变频器控制参数。
原设计采用G120系列变频器控制小车速度输出,程序只给定3 个固定速度值,即:最大速度,一级减速,二级减速。三种速度直接切换无过渡,小车速度无法精确控制。
G120系列变频器为西门子设计生产的电机控制模块,此模块可通过DP/USS/Modbus/操作面板等进行控制,在生产工艺复杂的现场,如小车行走电机控制,生产线传动辊转动控制上,一般采用DP总线和控制字的方式对现场电机进行转动控制。源程序就是使用DP总线将控制字发送给G120模块,但因控制字的种类有好多种,多次在不同程序段内传送控制字,如果程序逻辑错误,可造成控制字混乱,现场电机动作异常,造成危险。
开发通用G120控制模块,是为了更方便的控制现场电机动作,使得程序可读性更强,变频器更容易控制,同时实现速度平滑过渡,扫除了源程序多次重复写控制字的不便和混乱。
硬件组态时将对应G120变频器通信协议选择为西门子353电文,即可使用G120模块对现场电机进行控制,此模块共设置11个输入和输出管脚,各管脚说明如下:
V_IN:速度设定值(正负100,100对应50Hz),ENABLE:上电,励磁,E_STOP:急停OFF3,ACK:复位变频器,INT_T:励磁时间S5T#,V_DIR:速度正负控制或DIR控制,为1 时为速度正负控制,DIR_1:1方向,选择方向控制时1 和2 必须有一个为1,否则不输出,DIR_2:2方向,选择方向控制时1 和2 必须有一个为1,否则不输出,CTW1:连接变频器控制字PQWXX,CTW2:连接变频器控制字PQWXX+2,BREAK:抱闸输出控制。
对现场小车行走电机的变频器参数进行优化,内容包括:对小车进行静态辨识和动态优化,根据电机铭牌初步建立电机模型。使变频器得出电机的各项实际和具体的参数,有利于变频器对电机实施更好的控制。
通过以上改造,入口上卷运输小车实现了速度连续可调,配合激光编码器,实现了位置精确定位,同时实现了励磁保持功能,避免了举卷和落卷过程中的位置抖动,实现了改造的初衷。
三、为了解决提升机工作不稳定,经常出现撞卷的问题,我们通过更换为更为稳定的激光定位模拟量传感器对提升机位置进行测量。
提升机位置检测对提升机是否能正确的穿进卷眼中起到了至关重要的作用。原有位置检测元件为一根2 米长的模拟量电阻尺,工作原理为拉杆拖动电刷在电阻上滑动,尾部主板首先测量电阻阻值,再转换为4~20ma电流输出给信号采集模板,该元件只能安装在提升梁侧面,提升机带动拖杆进行位置测量。正常包装速度为大约每3 分钟包装1 卷,受不确定因素影响,一天时间电阻尺的抽拉次数为400次左右,每次的抽拉都会造成电阻尺自身碳刷及电阻板的磨损,磨损掉落的粉末容易积累在自身中,导致信号波动,碳刷和电阻板的磨损也会造成码值跳动,使得提升机无法准确提升到达设定位置,影响设备正常运行及人身安全,通常的做法为定期更换电阻尺或当码值跳变的时候更换新电阻尺。
通过对位置采集传感器的筛选,同时控制备件成本和人力成本,最终选定模拟量激光测距传感器。激光位置传感器采用顶装,激光向下打至漫反射板,避免了激光元件落尘导致数据不稳定,检测元件变为了非接触式,实现了检测0 磨損,保证信号稳定,无信号跳变的情况发生。既降低了提升机对人身及产品造成的危险及损坏,又无需定期更换电阻尺从而节约了备件成本和人力维护成本。
包装机组改造升级过程中的程序均采用规范化代码编程,程序逻辑清晰、条理分明,方便维护人员查找问题根源。激光定位改造、变频调速系统改造、提升机改造,大大提高了包装生产线的稳定性,这些改造为包装机组的稳定运行起到了至关重要的作用。
作者简介:
王禹(1988—),男,汉族,河北邯郸人,工程师,主要从事冷轧生产线设备维护工作。
