砂轮刚性对磨削性能及产品加工质量的影响
2020-11-09 03:14冯柯
科技创新与应用 2020年32期
冯柯

摘 要:在我国互联网产业崛起与不断腾飞过程中,数码产业也实现了高速发展,致使数码产品种类日益繁多,也无形中致使CNC机台用高光刀具的应用也越来越广泛。文章就针对砂轮刚性对磨削性能及产品加工质量的影响进行深入研究,并为获知最准确的理论成果,为此设计相关验证实验,以确保该研究具有真实性、可靠性。
关键词:砂轮刚性;磨削性能;产品;加工质量;影响
中图分类号:TG659 文献标志码:A 文章编号:2095-2945(2020)32-0113-02
Abstract: In the process of the rise and continuous take-off of the Internet industry in China, the digital industry has also achieved rapid development, resulting in an increasingly wide variety of digital products, but also virtually resulting in the application of CNC machine high-gloss tools more and more widely. In this paper, it make an in-depth study on the influence of grinding wheel rigidity on grinding performance and product processing quality, and in order to obtain the most accurate theoretical results, we design relevant verification experiments to ensure the authenticity and reliability of the research.
Keywords: grinding wheel rigidity; grinding performance; product; machining quality; influence
1 實验系统环节
1.1 实验准备环节
搜集三组样本,将这三类样本分别进行标记,为a、b、c。其中,a组样本为普通精磨砂轮,b组样本为金属基体和磨料层之间带有5mm厚的胶木过渡层,c组样本为砂轮中加入10%体积分数的尼龙1012材料。这三类样本要按照以上要求进行准备,其中各组砂轮的规格、特征及用途可见表1。
此外,被加工刀具为四刃加工用立铣刀,刀具材料为TF25硬质合金,值得一提的是,刀具已事先被金刚石砂轮粗磨加工过。所用的数控工具磨床选取日常常用的型号及机型,使用某一品牌的超景深显微镜进行刀具加工后刃口表面的观测。
1.2 结果分析环节
(1)砂轮硬度
砂轮硬度对刀具表面质量的磨削效率的影响不可小觑,两者之间存在必然关联,砂轮的硬度强与弱势必会造成产品质量的两种结果。砂轮硬度较强时,加工出的工件表面粗糙度恰好、精度高;而当砂轮硬度较弱时,加工出的工件表面会呈现较大缺陷,如常见的裂纹、烧伤痕迹等等,往往产品质量不尽如人意。
(2)机床负载
机床负载也深受其他因素影响,对其影响最深的要数磨削力。一般情况下,磨削力也存在法向力与切向力的显著差异,这两种力的使用,会呈现不同结局与效果。法向力较高时,往往会导致误差;当切向力较高时,则会轻易发生磨损工件的问题。
为了清晰不同的机床负载在砂轮转速下的状况,我们将砂轮转速设定为25/s、切深0.03mm、进给速率62mm/min,测得的不同样本呈现不同的差异变化。其中a2组精加工功率约0.6kW,紧随着磨削进行,机床磨削功率逐渐增强,磨削工件的增多,也致使最初精磨功率呈现上升趋势;当工件数量达到100时,功率远超最初数值,已为最初数值的300%。
b2组的磨削功率也基本同a1一样,呈现上升态势,宏观来看,并无太大差异。但是该组的增长速率是相对较慢的,当磨削工件数达到100时,功率为最初的240%。反观c2组,功率增长缓慢的多,且增递增幅较小,当磨削工件数达到100时,功率为最初的150%。
由此不难得出结论,在相同的磨削条件下,c2组表现最为优异,其机床负载最低、功率增长最慢。
(3)磨削区温度
磨削加工过程中,通常情况下磨削能均会转变为热能,产生的热能则会传递到工件、砂轮、磨屑等物质中,这样一来,会造成磨削区温度迅速提升。磨削温度一旦超出合理范围,则会对工件表面造成损伤,基本为热损伤,如材料氧化、裂纹等等,这些问题的出现,将严重影响工件使用寿命、降低其工作效能,还可能会造成工件使用过程中的故障及相关问题。所以,为了避免磨削区产生过高温度进而损伤工件,可对磨削区温度进行透彻研究,以此来得出科学结论,进而有策略进行监管。
在测量磨削区温度时,可采用红外测温手段,这类手段的优势是得出数值的时间较快,且操作简单、不会对测量温度的相关工人造成伤害。但是其缺陷也是明显的,只因不是接触性温度测量,得出的数值的精准性不能得到保障,且还会受到外界环境、距离等因素的影响,为此,要减少不必要的干扰与影响,才可确保最终检测结果数值可靠、准确与真实。
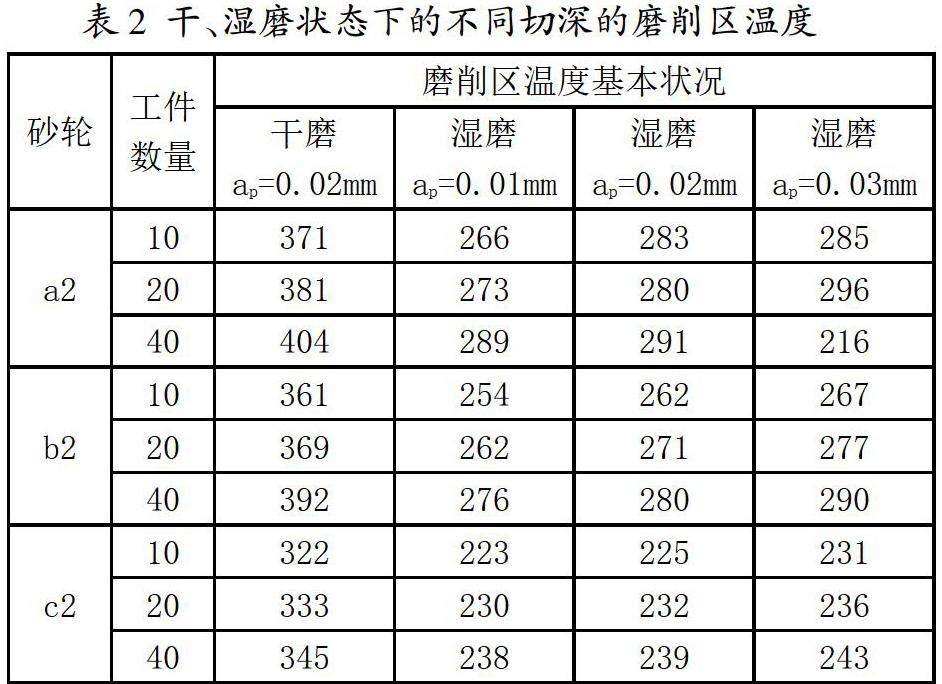
为了进一步清晰磨削区温度状况,可将砂轮速度设定为26m/s,磨削液流量控制在5L/min,测量切深0.03mm干磨加工时进行温度测定;紧接着,在湿磨状态下再次改变切深,分别测得每个样本的磨削区温度,详见表2。
不难得出结论,切深与3组砂轮的磨削区温度呈正比,且相同磨削环境与背景下,c2组砂轮的磨削区温度最低,a2组砂轮磨削区温度最高。可间接表明,砂轮刚性越小,磨削区的温度则越低。
(4)刀具表面粗糙度和刃口质量
通过相同的磨削参数完成磨削,三组砂轮磨削后的刀具精度均达到了指定标准,通过其表面粗糙度,不难看出,b2组砂轮性能是略强于a2砂轮的,而c2砂轮刀具粗糙度是最好的,可得出结论:相同磨削情况下,砂轮刚性过大、硬度较强则会造成刀具表层金属变形,进而影响刀刃质量。在刀刃质量方面,属a2组刀刃质量最差,刀刃表面呈锯齿状;其次是b2组刀刃质量,有磨损痕迹;最后是c2组刀刃质量,几乎看不到伤痕和破裂。
2 结论
本次实验是严谨的、客观的,充分考虑了所有影响因素,也充分的考量了每一组数据,更是在实验初期做到了万全的实验准备。在每一次的测验过后,我们都对得出的数据进行了仔细登记,以此来真实的反映不同状况下的砂轮刚性对磨削性能及产品加工质量的影响。不难从数据中、细节变化中发现砂轮刚性对磨削性能及产品加工质量的影响,本次研究具有一定参考价值,也可加深对砂轮及磨削性能、产品加工质量的认知。具体来说,可划分四点来阐述砂轮刚性对磨削性能及产品加工质量的影响,以供参考和借鉴。
(1)相较于普通砂轮,增加弹性过渡层及加入韧性材料的砂轮,更可有效降低砂轮的刚性,这是毋庸置疑的,也是从实验中得出的具体结论,可见刚性的改变与材质有着莫大的关系。前者而言,硬度下降有5%,后者硬度则下降15%,降低成效明显,由精准测量机械测得。而降低的主要缘由,是因为砂轮刚性过高则会对磨削质量有明显影响。
(2)砂轮刚性决定多方面的内容及数据走向,如砂轮刚性的降低,会给机床负载和磨削区温度带来直接影响,这类影响呈减小趋势进行延展。相同磨削环境中,加入韧性材料的砂轮的改善更为突出和显著,磨削区温度比增加过镀层砂轮的磨削区温度有所降低,降低指数大致50%。当磨削工件持续增多并达到100数量时,机床的负载约为普通砂轮的30%-50%,可有效降低工件在加工过程中的损伤指数和损伤风险,可不必过于担忧温度带来产品质量的负面影响。
(3)砂轮刚性在粗糙度方面而言,有着具体要求和指标,砂轮刚性降低,是有明显好处的,可直接降低刀具表面粗糙指数,可进一步加强刀具生产精密度水平,其磨削表面粗糙度保持在0.02以下,是可以有效保障刃口不出現崩裂及裂痕问题的,可确保刃口不出现较大、较小质量问题,且还可保持磨削纹路规则、有序,刃口质量也可进一步得到提升,可谓一举两得。
(4)从以上众多数据的搜集和记录,可发现采用磨料层中加入增韧材料的方法,可有效改善磨削质量,其作用与积极影响是突出的、显著的,效果要明显好于增加弹性过渡层的方式、方法,希望更多人认清和了解,从而进一步推广和使用。
参考文献:
[1]赵延军,钱灌文,刘权威,等.砂轮刚性对磨削性能及产品加工质量的影响[J].金刚石与磨料磨具工程,2017,37(01):56-60.
[2]冯克明,王庆伟.超薄砂轮高速精密切割磨削影响因素系统分析[J].模具制造,2016,16(12):73-79.
猜你喜欢
Coco薇(2017年8期)2017-08-03
智富时代(2017年4期)2017-04-27
智富时代(2017年4期)2017-04-27
Coco薇(2015年1期)2015-08-13
中学生数理化·七年级数学人教版(2014年6期)2014-09-18
中外玩具制造(2013年12期)2014-05-05
中外玩具制造(2013年5期)2013-10-15
玩具(2009年10期)2009-11-04
个人电脑(2009年9期)2009-09-14
舒适广告(2008年9期)2008-09-22