减少水污染的黄牛高档沙发革染色工艺研究
2020-11-03 21:05:16邓小军
皮革与化工 2020年5期
邓小军
(湖南科技职业学院,湖南 长沙410118)
现在随着人民生活水平的提高,皮革沙发在消费市场大受欢迎,沙发革的需求量越来越大。但是沙发革在生产中污水成分复杂,由于我国沙发革的研发和生产起步较晚,技术水平相对落后,产品绝大部分为低端产品,资源消耗大,环境污染严重[1]。此外,由于沙发革在使用中常常与人的身体直接接触,其质量要求很高,特别是对皮革中的有毒有害物质控制相当严格。
目前,全世界的皮革60%~70%是中国制造,黄牛高档沙发革占了很大的比例,黄牛高档沙发革作为沙发革生产的重要材料,其染色工作尤为重要。对于需要轻涂饰的黄牛高档沙发革等,要求所染底色接近成品色,底色要与成品涂饰的浆、膏相一致[2];对于不涂饰的皮革,如苯胺革等所染的颜色,干后即为成品色,要求更为严格。一般都要求:色泽饱满、鲜艳,色差小,不允许有色花[3]。
本文对黄牛高档沙发革染色工艺进行研究,在干整饰阶段,采用有别于传统染色工艺的一种新型工艺进行喷染,在达到传统染色效果的同时,减少染色污水排放。
1 复鞣加油工段黄牛高档沙发革试验
黄牛蓝湿革——回软——漂洗——复鞣——中和——加油——固油——搭马——静置
在湿加工各工序中,对提高转鼓的装载量进行研究。打算采用节水设备、合并相邻工序和使用防绞剂、表面活性剂等材料来进行,使之达到减小液比(减小水量)和提高装载量的目的[4]。
回湿:液比2.0,温度45℃,回湿剂0.2%~0.5%,甲酸0.2%~0.5%。
将蓝湿皮投入鼓中。
复鞣:液比1.0,温度40℃,时间16~18 小时。
材料:甲酸0.2%,戊二醛2%,丙烯酸树脂复鞣剂2%,铬粉5%,阴离子加脂剂2%,小苏打0.5%。
操作:调好内温,液比,加入稀释后的甲酸转5分钟,加入所需戊二醛转30 分钟,在加入铬粉及加脂剂后分别转30 分钟,再转60 分钟,分3 次间隔20 分钟加入小苏打转60 分钟,停鼓过夜,次日转30分钟至规定时间,排液。
终点:过夜前pH 应在4.2 左右,次日pH 应为4.0 以上。
水洗:用38℃水闷洗10 分钟。
中和:液比1.0,温度40℃,时间60~90 分钟。
材料:TANIGEN 单宁精PAK-N 1%, 乙酸钠1%,小苏打0.5%。
操作:调好内温,液比,先加入所需PAK-N,再将乙酸钠及小苏打用充分的水分别溶解,分两次从鼓轴加入,每次间隔15 分钟,至规定时间,排液。
终点:溶液pH 为5.5~6.0,溴甲基绿检查臀部切口全蓝。
填充:液比0.5,温度40℃,时间3 小时。
材料:D61 中小分子丙烯酸树脂3%,RE 大分子丙烯酸树脂4%,LEV-L 植物合成油2%,NN 分散剂2%,COTAN A 594 合成单宁2%,PE 含硅的铝和镁鞣剂与有机蛋白混合而成的填充剂4%,COTAN WL酚醛树脂置换合成单宁3%,ATO 栲胶3%,R83 丙烯酸树脂1.8%。
操作:先调节好转鼓内水温和水量,加入丙烯酸树脂D61、RE 和植物合成油LEC-L,转60 分钟,再加入NN、COTAN A 594、PE、COTAN WL、ATO,转90分钟,然后加入R83,转30 分钟。
水洗:闷洗两次,每次闷洗10 分钟。
加脂:液比1.0,温度50℃,时间3 小时。
材料:染料2%,加脂剂13%(SE 3%,SCF 2%,硫酸化蓖麻油5%,亚硫酸化鱼油3%),甲酸2.5%,荆树皮栲胶3%。
水洗:用充足常温水闷洗5 分钟,出鼓。
搭马(静置):码放整齐,最后一张肉面向上,皮堆用塑料皮遮严,陈放过夜。
2 黄牛高档沙发革干加工试验
湿坯革(含水量55%~60%)——真空干燥——挂晾干燥——振荡打软——修边挑选——转鼓摔软——熨平——补伤——喷染——干燥——喷染——干燥——喷涂(1-2 次)——熨平(或压花)——静置——检验(成品)[5]
挤水伸展:将革内多余水分挤尽,革伸平展,无死折产生,不能将革挤破,挤伤。
真空干燥:革粒面向下,放平整,用剪刀剪开起死折的荷叶边,用力将革皱推开,控制革的含水量40%左右为止。
挂晾:自然干透。
振荡打软:控制柔软度在40 左右。
转鼓摔软,熨平,补伤
喷染染色:有机溶剂异丙醇650,水95,金属络合染料水适量。
(两次)用喷浆机喷到皮面上。烘箱温度65℃,挂晾降温、静置过夜。
其染色的深透度可考虑用有机溶剂(如异丙醇)和水的比例来决定喷染的渗透深度[6]。
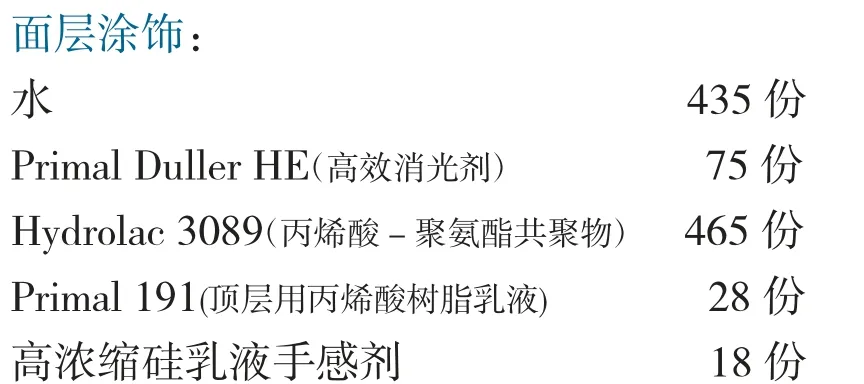
喷涂:底涂

聚氨酯树脂分散液Melio Promul AP-39.A 常与Melio Promul 53.A、Melio Promul 59 搭配使用于底层涂饰。
静置:一昼夜
压砂轮:95℃/32kg/6m/min。
修边、分级、入库
3 结 论
本工艺采用了中和复鞣、填充及喷染工艺,使成革粒面细致而不松面。喷染时采用金属络合染料,染色牢度好,不需要在转鼓里面染色,从源头上减少了染色污水。
猜你喜欢
江苏调味副食品(2021年4期)2022-01-05 10:29:06
煤气与热力(2021年4期)2021-06-09 06:16:56
阅读与作文(英语高中版)(2019年8期)2019-08-27 03:59:11
石油化工技术与经济(2019年4期)2019-02-14 05:07:16
石油化工技术与经济(2019年4期)2019-02-14 05:07:16
农业知识·百姓新生活(2016年9期)2016-05-14 10:30:21
农业知识(2016年36期)2016-03-28 07:36:39
中国塑料(2015年2期)2015-10-14 05:34:31
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12 13:03:42
纯碱工业(2014年6期)2014-03-11 15:09:31