基于PLC控制的激光功率测量模块应用
2020-10-21 22:11何军项飞
大众科学·中旬 2020年4期
何军 项飞
摘 要:随着激光焊技术的不断发展与创新,激光焊工艺也运用到了各行各业,随着激光焊配套的设备不断需求,如激光功率测量模块的应用也随之产生,本篇论文系统地阐述了激光功率测量盒与PLC及机器人间的信号传递,以及激光功率测量模块的工作原理、使用配置、性能分析,通过激光焊接前对其功率测试,并将测试数值通过内部计数显示到监控屏上,对测量值进行监控。
关键词:测量模块;激光功率;测量;程序
Abstract:With the continuous development and innovation of laser welding technology, laser welding process is also applied to all walks of life, with the laser welding equipment supporting the continuing needs, such as laser power measurement module also will produce, this paper systematically expounded laser power measurement signal transmitted between the cartridge and the PLC and the robot, and the laser power measurement module works using the configuration, performance analysis, its power test, and the test value displayed on the monitor screen by means of laser welding through the front internal counter, the measured values monitoring.
Key words:Measurement module;laser power;Measurement;Program
0 前言
激光焊到目前依然投入成本高,增加了激光功率模塊对激光焊接前的测量,可有效的控制并监视焊接前激光镜头的整体状态。在以往的焊接工艺中缺少激光功率的终端测量导致功率低时,对工件或焊料不能有效的熔融,人为无法对其监控,从而使焊接工件报废,且不易查找原因,造成一定量的经济损失。因此,在激光焊接领域(钎焊,熔焊,切割等)增加激光功率测量,很好的监控了焊接前激光功率保证了焊接质量,具有较强的实用性,在汽车,机械制造等运用激光工艺的领域具有很强的推广性。
1 激光功率模块测量原理
1.1 测量流程说明
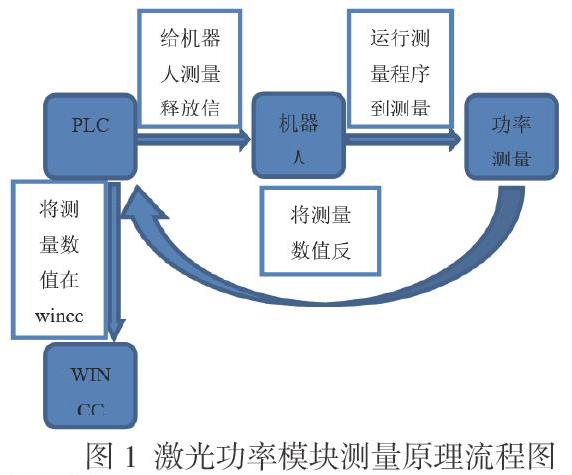
PLC程序通过对焊接工件数量进行计数到达设定值后给予机器人测量释放信号,使机器人运行功率测量程序到测量位置,进行激光功率测量,并将功率测量值通过测量模块内部进行计算将数值通过Profinet总线传递到WINCC监控屏,并显示数值,并通过PLC程序设定的报警监控值进行比较后进行报警
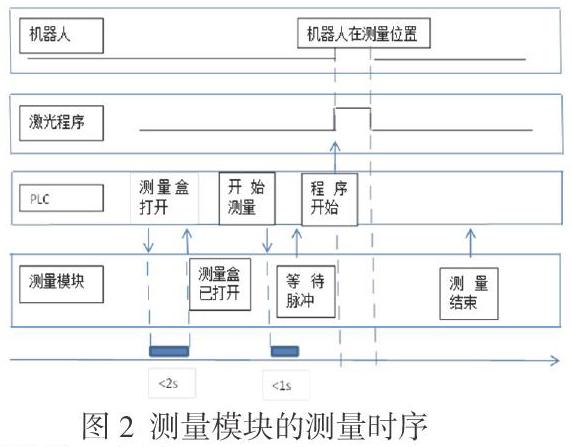
1.2 测量时序过程
①机器人测量位置进行移动,同时打开测量模块盒;
②反馈测量模块盖已打开,开始测量;
③机器人到达测量位置;
④激光脉冲激活;
⑤激光脉冲结束;
⑥机器人运行离开测量位置;
⑦等待测量完成信号
其时序逻辑图为:
1.3 功率模块接口介绍
激光功率测量模块接口有三种网络连接类型:
①.带2个PROFINET光纤接口,2个24V电源接口;②.带2PROFIBUS网络接口,2个24V电源接口;③.带有2个并行端口(4个输入和16个输出),1个24V电源接口;本项目所使用到的是上诉第一种类型,即使用2个PROFINET光纤接口和2个24V电源供应接口,接口左侧有两个LED显示灯,绿色LED等亮起时表示物理连接已经建立。
1.4 功率测量计算
激光功率测量模块通过测量激光发射的热量,激光在允许的时间周期内发射到功率测试片(吸收器),随着热量和温度的上升,激光功率可通过内部逻辑计算而得。其计算公式为:
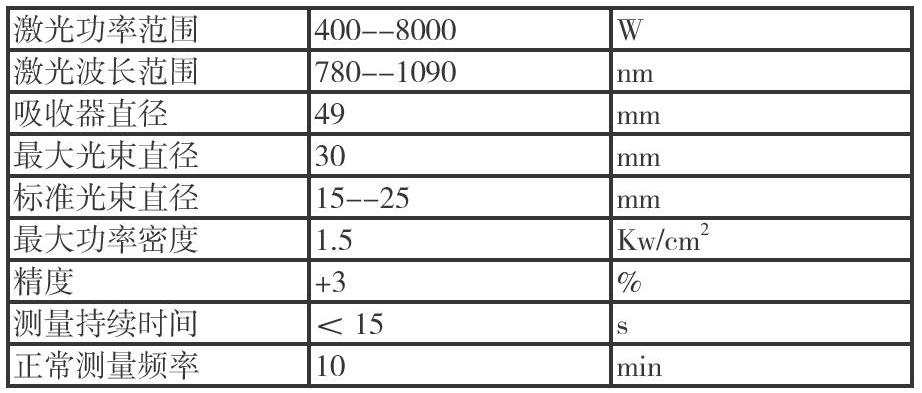
1.5 功率测量模块技术参数
2 PLC程序对模块的控制设计
2.1 程序流程图
2.2 测量模块在PLC上的组态
PLC程序利用功率测量模块GSD文件(包含了所有功率模块参数型号,名称等),对其组态,并将组态信息下载到PLC,将激光功率模块用profinet网线与PLC模块相连,其组态方法为:
①打开西门子编程软件,打开现场使用项目;
②打开硬件组态配置,选择对应测量模块型号;
③将对应模块文件添加到profinet总线上;
2.3 功率测量模块信号配置
功率测量模块内数据传输通过profinet可分为四个部分:
①配置数据(只可读,12—35字节)
②变量数据(只可读,40—71字节)
③状态数据(只可读,10—11字节)
④命令数据(只可写。11字节)
常用到的状态数据及命令数据配置含义如下
2.4 计数比较及计数复位程序
运用减法计数器模块FB134,通过机器人焊接完成信号传输到管脚“ZR”端进行计算,将计数值在管脚“Wert”端进行显示,在管脚“vorgabe”端设定需要计数值,本项目设定为15。每接收到一个焊接完成信号,计数器将设定值减1,并将当计数值与程序中比较块设定的0进行比较,当计数到达设定值后,将输出机器人测量释放信号。当测量合格后,将测量合格信号与测量完成信号串联对其计数值复位,重新进行计数。程序如下图所示:
2.5 功率设定及显示程序
运用激光功率测试功能块FB275(大众标准块),由输出管脚“Auf Messung”输出测量释放信号,并由输入管脚“Primes_status”接收功率测量模块状态信息,然后在输入管脚“Soll”、“WarnGW”、“StoeGW”分别输入功率设定值、警告值、报错值。当测量功率值低于警告值时,将输出警告信号,并以每1s的频率在监控屏指示灯上闪烁;当测量值低于报错值时,将输出报错信号,人为检查镜头状态(保护镜片是否污染,透镜是否灼烧),对其处理完成后在控制面板上点击确认复位按钮后,机器人将再次进行测量。当测量值在设定值范围内,程序将利用测量合格信号及测量完成信号对程序进行复位,并重新计数,进入下个循环。程序如下图所示:
2.6 wincc监控显示
Wincc監控显示画面通过引用PLC程序变量DB2334 DBW 8(工件焊接计数设置输入),DB2623 DBX50.0(手动请求测量),DB2623 DBX50.1(功率实际测量值显示),DB2623 DBX50.2(功率设定值显示),DB2623 DBX50.3(测量警告显示),DB2623 DBX50.4(测量报错显示)。其显示界面如下图所示:
下图所示:
3 总结
本文系统概述了激光功率测量模块的信号配置,技术参数以及工作原理,功率测量模块通过对激光照射所产生的热量并进行内部计算,将功率测量值通过PLC编程及Wincc显示并进行相应报警提示。有效的保障的焊接镜头状态及焊接工件质量,为其他激光焊领域使用功率测量模块提供了有效的技术支持与参考。
参考文献
[1] 陈嘉夷 激光技术[M] 湖南科学技术出版社,2008 Chen Jiayi laser technology [M] Hunan Science and Technology Press,2008
[2] 毛世新 计量技术[M] 北京理工大学出版社,1995 Mao Shixin measurement technology [M] Beijing University of Technology Press, 1995
[3] Robert G. Hunsperger. 集成光学理论与技术[M],叶玉堂,译. 6版. 北京:电子工业出版社,2016
Robert G. hunsperger. Theory and technology of integrated optics [M], translated by Ye Yutang, 6th Edition. Beijing: Electronic Industry Press, 2016
[4] China. 激光焊的机理[J]. 中国焊接网,2006-12-14 China. Mechanism of laser welding [J]. China welding network, 2006-12-14
[5] QIN Guo-ling;LIN Shang-yang. Laser welding volume energy and its influence on weld penetration in laser deep penetration welding [J]. 中国科学院上海冶金研究所,2000.4-5
猜你喜欢
电脑爱好者(2020年6期)2020-05-26
福建基础教育研究(2019年1期)2019-09-10
福建基础教育研究(2019年1期)2019-05-28
瞭望东方周刊(2017年42期)2017-12-05
故事作文·低年级(2017年7期)2017-07-20
军事文摘·科学少年(2017年4期)2017-06-20
军事文摘·科学少年(2017年2期)2017-04-26
环球时报(2017-03-30)2017-03-30
少儿科学周刊·儿童版(2016年1期)2016-03-14
少儿科学周刊·儿童版(2016年1期)2016-03-14