一种薄板烘丝机泄露预防性检测方法
2020-10-21 05:31肖斌冯庆钰
大众科学·上旬 2020年4期
肖斌 冯庆钰
摘 要:薄板烘丝机是卷烟厂制丝车间的重要和关键设备,其功能主要是对切后烟丝进行膨胀干燥,干燥过程主要由滚筒内的薄板加热片通过热传导的方式进行,而薄板加热片的能量主要来自其内部的蒸汽,经过不断的运行薄板及其附属部件会存在泄漏的风险,一旦发生泄漏,则会造成烟丝产品质量事故,通过定期进行泄漏检测,能过较好地预防和杜绝泄漏。
关键词:烘丝机;薄板;泄漏;测试方法
1 引言
某卷烟厂制丝车间丝线烘丝段有两条工艺段,分别由两台德国HAUNI公司生产制造的KLD-2Z薄板烘丝机,经过不断的运行,其中5000kg/h的薄板烘丝机在一次处理其他故障时发现其薄板加热片管路的膨胀节存在泄漏,经过及时处理后未造成影响。
2 工作原理
某厂制丝车间KLD-2Z薄板烘丝机为HAUNI公司產品,其工艺任务是对切后烟丝进行膨胀干燥,去除叶丝中部分水分,提高叶丝填充能力和耐加工性,满足后工序加工要求,彰显卷烟香气风格,改善感官舒适性,提高感官质量,同时兼顾叶丝感官质量和物理质量,实现两者的协调统一。
其烘丝滚筒壁上配备了加热片,滚筒旋转时,叶片带动烟丝一起转动并通过滚筒斜坡将烟丝往前输送。由于滚筒的旋转及其倾角使烟丝始终与滚筒的蒸汽加热片接触。
在此过程中烟丝被搅拌并被均匀地加热。通过“回转接头”将载热体(即饱和蒸汽)送入干燥机的滚筒壁加热片。该回转接头通过管道将蒸汽分配给滚筒内加热叶片的蒸汽道,并将冷凝蒸汽引出干燥机。滚筒壁温度可以选择通过蒸汽压力或蒸汽流量来调整。由于蒸汽对滚筒壁加热片加热的热量被有效地传导到烟丝上。利用风机将环境空气送入由蒸汽加热的热交换器。在热交换器中空气被加热,然后被分成对烟丝进行干燥的热风和对排潮系统进行加热的热风。通过热交换器的蒸汽压力来调节热风温度。烟丝被通过振槽式输送机经入口罩板中的开孔供给干燥机。
3 泄漏现象
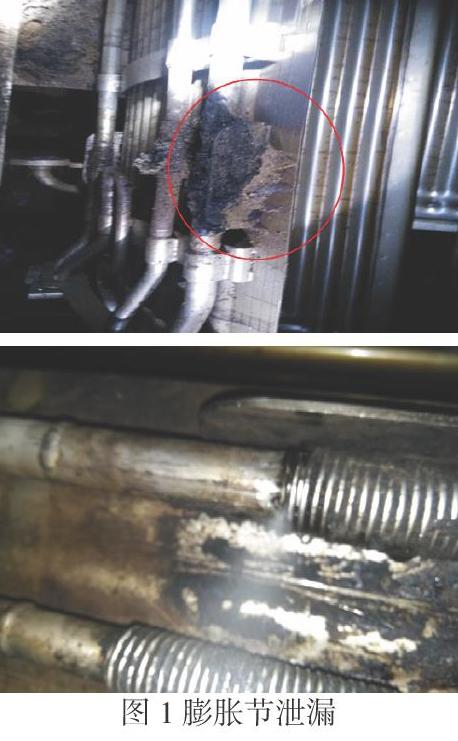
检查过程中发现五千线烘丝机一薄板进蒸汽管路局部存在积垢积碳现象,初步判定该处可能存在泄漏,如不及时处理,将造成在生产过程中烟丝水分偏高且烟丝水分波动较大,烟丝产生湿烟团现象。通过清理检查,发现该管路中的膨胀节(见图1)出现裂痕,并检查到了具体的泄漏点。
4 原因分析
膨胀节厚度为1mm,在热胀冷缩过程中产生拉伸与收缩,膨胀节与管道结构不同,膨胀系数有差异,运行至一定的时间后膨胀节因疲劳而产生裂纹出现漏气现象。
5 解决方法
针对上述问题,拟建立符合车间实际的烘丝机薄板泄漏检查测试方法,利于预防性检查。
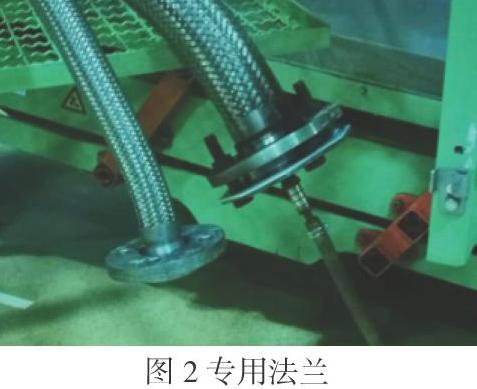
(1)设计专用法兰盘。技术人员根据现场实际情况,制造了带有连接锥管的专用法兰(见图2),用于对接旋转接头蒸汽入口和冷凝水出口。
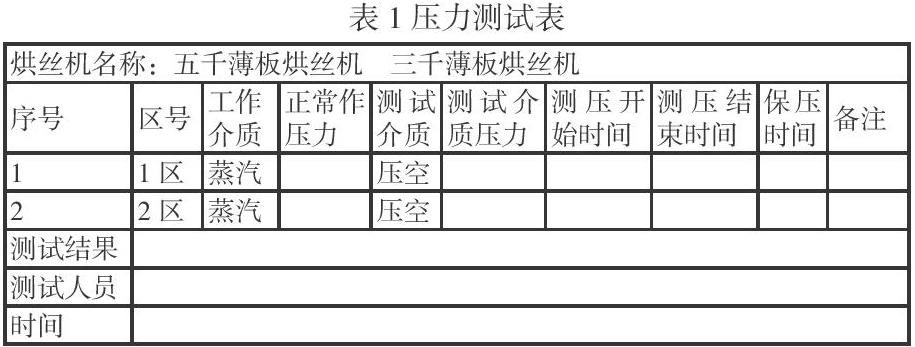
(2)设计测试记录表(见表1)。
(3)实施步骤:①拆卸旋转接头防护罩,打开烘丝筒出料端侧边检修门;②拆卸1区旋转接头连接金属软管,注意此时管路中可能还存在冷凝水,需在此处放置一个桶,用于接水,防止漏在地面,影响现场环境;③用制作的专用法兰连接1区蒸汽入口,用封堵法兰连接1区冷凝水出口;④从蒸汽入口专用法兰处通入测试介质(压缩空气或水),待压力表显示值稳定后,进行不少于30 min的保压;⑤待保压时间达到规定时间时,维修人员从检修门进入烘丝筒内,通过声音和眼看检查加热板是否有泄漏;⑥如发现泄漏,可明显发现泄漏点则结束检查。如无法判断泄漏点可以再次用水作为测试介质进行测试,步骤同上;⑦薄板2区测试步骤如1区相同;⑧如发现泄漏,则按照检修步骤对泄漏点进行修补,修补完后则再次按照泄漏检查方法对薄板进行保压检查。
6 效果验证
2018年5月27日至29日卷烟厂制丝车间按照周期对五千薄板烘丝机开展了薄板压力测试,在测试前车间对人员安排、测试方法、测试时间等进行安排,根据《制丝车间烘丝机压力测试表》对过程进行记录,27号开始对五千薄板烘丝进行罐水压力测试,上午测试1区,无泄漏点,下午测试2区,未发现泄漏。
2019年7月23日至24日车间根据测试周期再次开展了检查测试,检查均无泄漏,如表2所示。
参考文献
[1]龚朝伟,张兴麟,吴炜,等.消除排潮冷凝水对烘丝薄板温度的影响[J].轻工科技,2018,34(12):21-22.
[2]黄传喜,陈春雷,高翔,等.薄板烘丝机不同滚筒倾角对产品质量的影响研究[J].粮食科技与经济,2018,43(10):118-120.
猜你喜欢
河南科技(2022年8期)2022-05-31
作文新天地(小学版)(2021年8期)2021-08-24
科技创新导报(2021年33期)2021-04-17
科普童话·百科探秘(2018年7期)2018-09-13
科技传播(2016年16期)2017-01-03
中国新技术新产品(2016年23期)2016-12-26
汽车科技(2016年5期)2016-11-14
科技视界(2016年21期)2016-10-17