氨法脱硫自动控制方案的优化
2020-10-21 12:25孙丰鸣
科学导报·学术 2020年15期
孙丰鸣
摘 要:氨法脱硫是目前燃煤电厂烟气脱硫工艺中的一种常见工艺,由于其副产物硫酸铵作为肥料有广阔的市场需求,使其成为一种符合循环经济要求的绿色环保技术。通过介绍了氨法脱硫的工艺流程,探讨了目前自动控制方案存在的问题,提出了一种基于串级、引入前馈的氨法脱硫自动控制的优化方案,有效解决了氨法脱硫自动平稳控制的问题技术瓶颈。
关键词:氨法脱硫;串级控制回路;前馈控制
氨法脱硫做为一种符合循环经济要求的绿色环保技术,由于其脱硫效率高、具备一定的脱硝功能及 SO2 的可资源化,逐步被人们所关注及研究。但其在工业化应用过程中,却存在一些工艺技术难题,成为困扰氨法脱硫技术发展的“瓶颈”。[1]
其中,部分氨法脱硫装置的自动控制回路由于投入后无法平稳运行,导致长期运行在手动操作状态。既影响装置的自动化水平,又由于手动控制的不精细导致无法稳定达标或者浪费脱硫剂。
1 氨法脱硫工艺流程
氨法脱硫技术以水溶液中的 NH3 和 SO2 的反应为基础,在多功能烟气脱硫塔的吸收段氨水将锅炉烟气中的SO2吸收,得到脱硫中间产品亚硫酸铵或亚硫酸氢铵的水溶液;在脱硫塔的氧化段,鼓入压缩空气进行亚硫铵的氧化反应,将亚硫酸铵直接氧化成硫酸铵溶液。在脱硫塔的浓缩段,利用高温烟气的热量将硫铵溶液浓缩,得到一定固含量的硫铵浆液,浆液经旋流器、离心分离、干燥等工序,得到硫铵产品。[2]
通常氨法脱硫工艺使用液氨作为脱硫剂,液氨通过调节阀控制进入加氨室与吸收液混合,通过循环泵进入吸收段通过喷淋与烟气接触,吸收锅炉烟气中的SO2。
氨法脱硫塔内SO2 的吸收是一个复杂的气液传质及化学反应过程,脱硫效率主要取决于气液传质速率、气液传质面积、气液接触时间、反应温度、吸收液组份及 pH 值高低[3 -5]。其中,气液传质面积、气液传质速率、气液接触时间的影响因素主要包括液气比、喷淋层高度及层数、喷嘴型式及数量、喷嘴布置及雾化、烟气流速等。[3]
2氨法脱硫自动控制回路的仪表
氨法脱硫效果的指标通常使用设置在烟囱出口的烟气排放连续监测系统(Continuous Emission Monitoring System以下简称CEMS)进行检测,分析仪表取得SO2以及烟尘的含量,计量单位通常为mg/Nm3。目前应用较广的为基于红外光谱测量法的SIEMENS的ULTRMAT23系列分析仪,由于CEMS分析仪对使用环境要求较高,通常需要远离烟道口设置独立的分析小屋,脱硫塔出口净烟气需要通过采样探头抽取后,通过采样管路输送至分析小屋内,通过两次冷凝脱水、多级过滤后进入分析仪进行检测。CEMS采样管路通常长达20米以上。
调节阀通常选用直通单座调节阀,口径为DN32,等百分比流量特性。
液氨流量的测量通常使用质量流量计,测量精度较高,不需要进行温度压力补偿即可得到液氨的质量流量,有利于物料消耗的精确统计。
3氨法脱硫控制对象的特点
工艺实践表明,氨法脱硫控制对象存在大时间常数、大纯滞后、反应非线性、系统时变性、控制品质要求高等问题,这些问题对系统自动控制带来了不理因素。
大时间常数:通过实践计算,整个脱硫塔系统的时间常数通常在10-15分钟系统左右,脱硫塔系统内吸收液总容量通常在500吨以上,而液氨加入量通常0.5T/H左右。
大纯滞后:液氨经调节阀加入加氨室与吸收液混合并被泵送到吸收段进行反应通常需要5-10分钟,测量采用CEMS分析仪,由于取样管路长度产生的测量延迟通常在20秒以上。
反应非线性:实践表明吸收液中氨的浓度与脱硫效率存在严重的非线性。高效且经济的脱硫剂浓度仅有极小范围。脱硫剂浓度过大将导致“过脱”:出口SO2浓度长时间接近于0,脱硫剂浓度过低脱硫效率急剧降低,导致脱硫塔出口SO2浓度无法达到工艺要求造成排放超标。
系统特性时变性:随着连续运行时间增加脱硫塔吸收段喷淋层喷嘴会逐渐结垢堵塞导致吸收液循环量减小、喷淋层部分喷嘴脱落导致喷淋“雨幕”分部不均、循环泵叶轮磨损导致出力变化,以及吸收液固含量变化等都直接影响着系统的特性。
多参数耦合性:出口SO2含量与烟尘含量存在耦合关系,快速大量的加入液氨虽然可以提高脱硫效率,但是将导致烟尘排放超标。液氨的加入必须平滑稳定。
控制品质要求高:目前的环保法规要求的脱硫塔出口SO2排放限值为35mg/Nm3,而脱硫塔入口的SO2含量通常在1000-3000mg/Nm3左右,这导致必须时刻将脱硫效率控制在98%-99%左右才能满足排放标准。同时环保部门对排放的要求已经由日均值不超标提高到小时均值不超标,未来可能要求任何时间点不允许超标,这就要求系统超调量必须要小,调节时间必须要短。
4氨法脫硫控制回路方案的优化
氨法脱硫控制回路特性复杂,与常规的液位、温度、压力等控制回路有很大区别。某厂氨法脱硫装置改造后使用常规单回路PID控制方案,以出口SO2含量为被调量,控制器通过控制加氨调节阀开度调节液氨流量。装置改造投运后初期,氨法脱硫自动控制回路投入后经常无法稳定运行,或者超调量过大影响工艺平稳,这导致工艺不敢投入自动,控制回路长期运行在手动状态。这样一方面增加了工艺人员的操作量,另一方面容易造成过脱或者超标,影响了经济效益以及社会效益。
经过对控制回路参数进行了多轮整定,发现控制回路参数对不同工况适应能力差,往往参数整定结束后一小段时间能够稳定运行,隔几日工况变化时又无法稳定运行。
我们发现常规的单回路PID控制无法满足氨法脱硫自动控制的要求。主要原因为控制回路受到如下几个因素的影响:1.由于多套脱硫装置公用一条液氨母管,造成液氨母管压力不稳定进而影响到液氨流量的稳定,加氨流量波动造成的扰动单回路PID无法消除,严重干扰了自动回路的稳定调节。2.系统时间常数大,纯滞后大,控制回路对脱硫塔入口SO2含量的变化响应速度慢,调节时间太长。
针对以上几个干扰因素,设计了引入前馈的串级控制回路方案。串级控制系统在系统结构上,由两个串接工作的控制器构成的双闭环控制系统,串级控制系统的目的在于通过设置副变量来提高对主变量的控制质量,由于副回路的存在,系统对进入副回路的干扰有超前控制的作用,因而减少了干扰对主变量的影响,同时串级控制回路系统对负荷改变时有一定的自适应能力。我们引入串级控制系统改善了过程的动态特性,提高了系统控制质量。
前馈控制系统是一种开环的,直接按扰动对输出进行补偿的控制方法。串级控制是通过测量干扰的变化并经控制器的控制作用直接克服干扰对被控变量的影响,使被控变量不受干扰或少受干扰的影响的控制方式组成的控制系统。单纯的前馈由于是开环的,只能对系统的某一种扰动进行补偿,必须与反馈控制相结合才能发挥最大的作用。引入前馈可以提高控制回路对脱硫塔入口SO2含量变化以及锅炉负荷变化引起的烟气流量变化等扰动的响应速度,做到超前调节,提高控制品质。
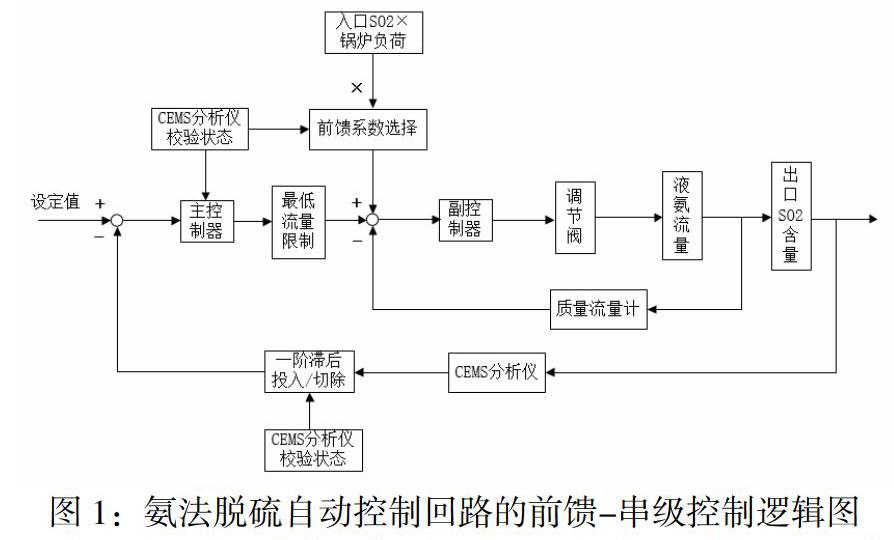
整个前馈-串级控制回路的主回路为定值控制系统,被调量为出口SO2浓度,副回路为随动控制系统,被调量为液氨流量,副回路通过控制调节阀的开度控制液氨流量,主回路引入脱硫塔入口SO2含量和锅炉负荷作为前馈。
目前常用的SIEMENS的ULTRMAT23分析仪,为了保证测量精度以及取样管路的通畅,仪表会周期性的进行自动校验以及测量管路吹扫,自动校验以及测量管路吹扫进行时,分析仪会使用压缩空气对取样管路进行多轮吹扫,吹扫结束后吸入空气进行仪表的零点自动校准,然后典型的校验和吹扫周期为3小时,时间通常为10-15分钟。为了防止产生虚假信号,分析仪通常被设定为校验及吹扫期间输出信号一直保持在最后一个测量值,无法反映这期间脱硫塔出口SO2含量的实际情况,主控制回路处于失控状态。由于为了保证系统稳定,前馈系数通常设定的较小,如果校验期间脱硫塔入口SO2含量以及锅炉负荷的变化导致出口SO2产生较大波动,单纯前馈无法补偿由此带来的影响,脱硫塔出口SO2含量将产生大幅度的波动,所以校验过程中控制回路无法对系统进行有效控制,甚至校验结束后控制系统稳态被打破无法有效控制。为此,在引入脱硫塔入口SO2含量和锅炉负荷的乘积作为前馈的同时,同时引入了CEMS分析仪校验信号,同时针对分析仪校验时与正常运行时设定了不同的前馈系数,分析仪校验时前馈系数进行了适当的增大,增强了前馈的控制作用。当CEMS分析仪校验时,串级主回路切换到开环跟踪状态,跟踪副回路的液氨流量,此时完全由前馈作用来控制副回路的液氨流量设定值,补偿由于脱硫塔入口SO2含量以及锅炉负荷变化对回路造成的影响。
同时实践发现CEMS分析仪校验结束后通常测量信号会产生较大阶跃,影响控制回路的稳定。为此,对CEMS分析仪的校验结束后的信号进行了一阶滞后处理,滞后时间15s。
由于反应效率的非线性,当工况快速变化时,“过脱”现象不可避免的发生,“过脱”发生时,出口SO2浓度接近于零,此时由于主回路的积分作用,液氨流量会逐渐减少到零,如果不加干预,当吸收液中氨浓度慢慢消耗到低于高效反应浓度时,反应效率会急剧下降,造成脱硫效率下降,SO2排放超标。为此,对液氨流量设定了下限。提取了过去半年正常运行中氨流量、脱硫塔入口SO2含量、锅炉负荷的历史数据,对这些数据进行了二元线性回归分析,统计出了一定脱硫塔入口SO2含量、锅炉负荷以及液氨的需求量M0的关系,并以M0乘以系数k做为最低加氨量,k初始值为0.8,随时间线性递减,30分钟后k达到最低值0.3。由于设定了最低加氨量,保证系统在“过脱”时,也能够缓慢的补充液氨脱硫剂,使在系统内脱硫剂浓度在一段时间内回到最佳反应浓度,保证系统的安全达标。避免系统由于非线性产生的快速震荡。
下图为氨法脱硫自动控制回路的前馈-串级控制逻辑图:
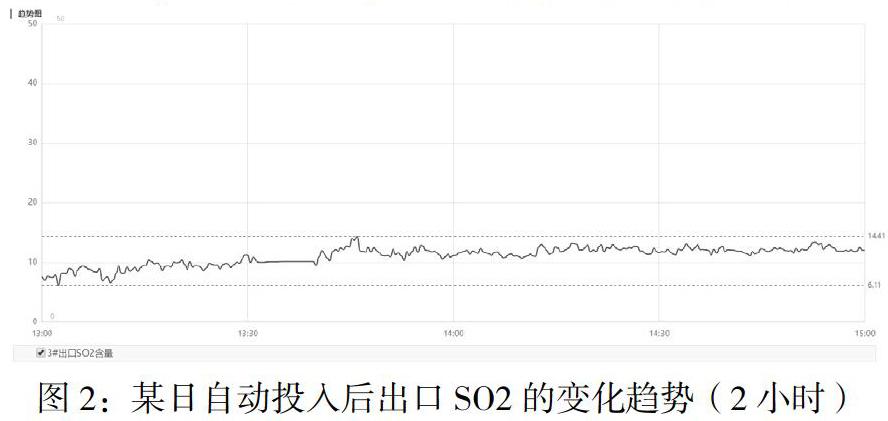
通过对控制回路的参数的不断调试优化,目前自动控制回路已经能够稳定投入。自控回路的超調量、调节时间等指标均能满足工艺指标要求。
下图为某日自动投入后出口SO2的变化趋势(2小时)
结语:
氨法脱硫由于其高效率、产物符合循环经济的要求有着广阔的应用前景。针对氨法脱硫自动控制运行中存在的问题,从工艺过程及设备角度分析其机理,选择合适的控制方案,针对发现的问题制定改进措施,并调试验证,完全可以稳定的投入自动运行,提高系统的控制品质,进而提高装置的自动化水平以及经济技术指标。
参考文献
[1] 徐长香. 江南氨回收法烟气脱硫技术[C] . 中国环境科学学会学 术年会优秀论文集(下卷),2006:101 -106.
[2] 徐长香,傅国光. 氨法烟气脱硫技术综述[J] . 电力环境保护,2005,21(2):40 -41,51.
[3] 张学森.电力科技与环保. 2014年02期