
普瑞巴林手性合成新技术研究
2020-10-21 04:07张小伟
中国化工贸易·下旬刊 2020年3期
张小伟

摘 要:[目的]开发普瑞巴林新技术,提高收率,减少杂质,实现手性合成清洁生产。[方法]以(R)-(-)-3-(氨甲酰甲基)-5-甲基己酸为起始原料,经霍夫曼降解得到普瑞巴林。[结果]避免了溴素的使用,反应温和,提高收率、减少杂质,实现清洁生产。[结论]该方法反应条件温和、催化选择性和效率高,操作安全、收率高,杂质少,可作为普瑞巴林手性催化新技术开发应用。
关键词:普瑞巴林;工业化新技术
普瑞巴林是美国辉瑞公司率先研制成功并申请注册的治疗神经病理性疼痛的革命性药物,目前已在全球50多个国家上市。2007年,普瑞巴林被美国《时代》杂志评为“十大医学突破之一”,2010年国际疼痛学会(IASP)和欧洲神经病学学会联盟(EFNS)指南等共同推荐其为神经病理性疼痛治疗的一线用药。2010年9月普瑞巴林在中国上市,解决了中国市场上缺乏真正有效并數据充分的神经病理性疼痛治药的难题。
作为新型精神病治疗药物,普瑞巴林起效快,副作用小,具有广阔的市场开发前景。就2012年第二季度,普瑞巴林为辉瑞带来10了亿美元的收入,增幅达14%。根据米内--跨国公司业绩显示,从上市至今普瑞巴林为辉瑞带来了150多亿美元的收入。正是由于普瑞巴林临床上的良好表现,国内大批企业对普瑞巴林的市场前景持乐观态度。
1 国内外研究现状及技术对比
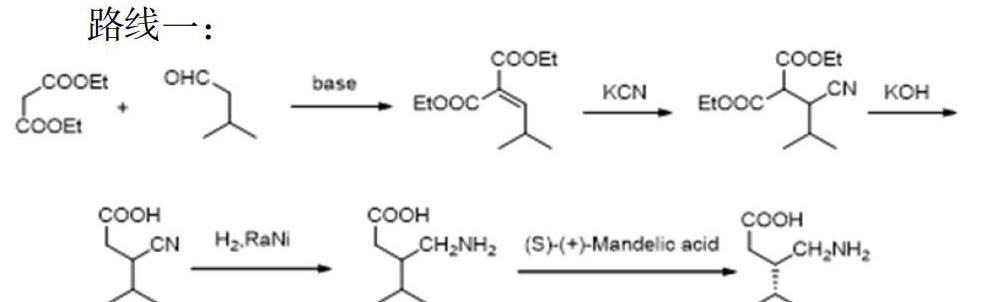
有很多文献报道了该化合物的合成路线,其中专利WO9640617公开了一种该化合无的制备方法,该制备方法先使异戊醛和氰乙酸乙酯发生缩合反应,得到的缩合中间体再与氰化钾反应、水解、还原和拆分后得到普瑞巴林。然而氰化钾的高毒性导致该方法在应用上存在着缺点,该方法随后被改进,采用用酶进行拆分并且实现了工业化,然而该方法只适合于非常大量的生产。反应路线如下:
路线一:
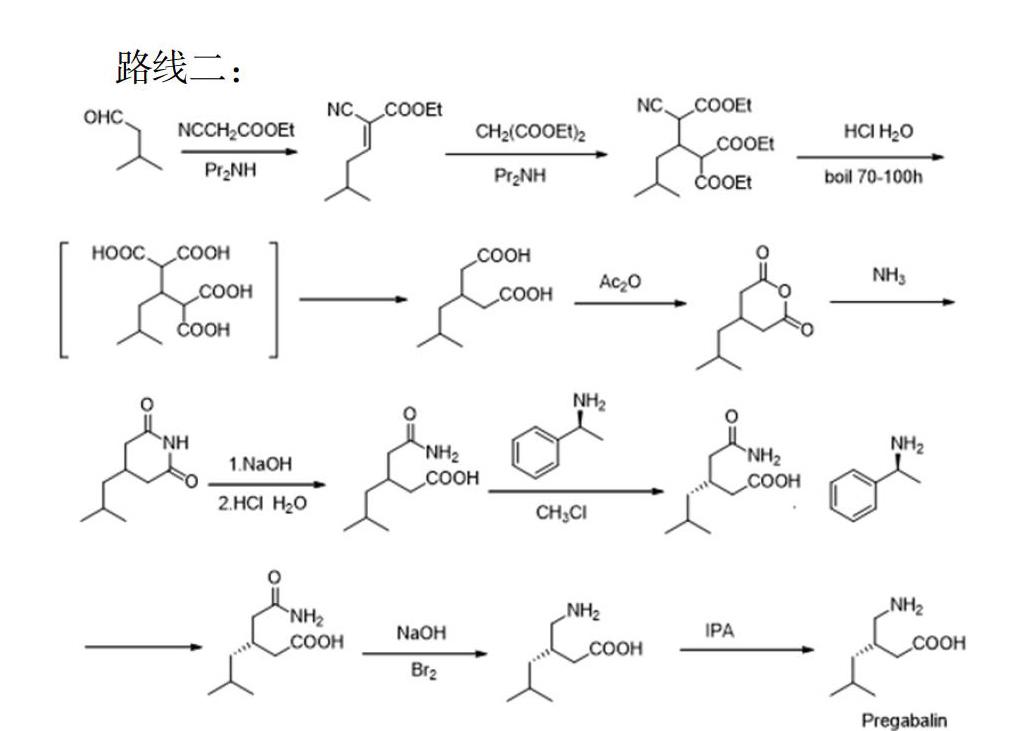
专利9638405公开了另外一条用于普瑞巴林的合成路线,该路线以异戊醛为原料,通过缩合,加成,脱羧基,水解反应得到3-异丁基戊二酸,然后3-异丁基戊二酸继续进行环化,氨解反应得到普瑞巴林中间体6。该路线的缺点是需要先进行环化酸酐化(使用醋酸酐),然后转化为环化酰胺再进行水解开环,该操作由于使用醋酸酐作为起始原料,导致了产率下降从而增加了成本。终产物需要通过拆分和降解反应得到。该路线中,由于缩合和加成反应在50℃以上进行,容易发生更多的副反应。该专利所报道的水解反应的时间将近100h,而我们的实验表明该时间仍然不够。此外,该拆分过程中使用的氯仿是一个众所周知的致癌溶剂。反应路线如下:
路线二:
此后,出现了很多的合成普瑞巴林的路线,并且有一些在不同的国家中实现了工业应用。最近的例子参见论文Org.Proc.Res.Devel.2014,第109页。
公开号为CN 102964263A 和CN 101987826A 两篇中国专利申请都采用氰基乙酰胺代替丙二酸二烷基酯先与异戊醛进行反应,并随后进行迈克尔加成反应,该方法所得收率高,但实际上已经被前面所提到的方法所公开。
我们选择在路线二上的基础上,对工艺进行了两方面的改进:①在碱性条件下,(R)-(-)-3-(氨甲酰甲基)-5-甲基己酸与次溴酸纳发生霍夫曼降解反应得到普瑞巴林。该方法避免了强氧化性溴素的使用,解决了杂质多,物料稳定性差,设备腐蚀性大等问题,更适合工业化生产;②开发了(S)-(-)-3-(氨甲酰甲基)-5-甲基己酸的消旋回收工艺,即通过熔融回收3-(氨甲酰甲基)-5-甲基己酸。有效降低工艺成本,避免了催化剂,额外溶剂的使用,更绿色环保。
2 实验内容
2.1 实验仪器及试剂
普瑞巴林合成中所要用到的仪器包括:Thermo Fisher Scientific DSQ Ⅱ气质联用仪、Melting Point B-545 熔点仪、Bruker AVANCE Ⅲ500MHz 全数字化傅立叶超异核磁共振谱仪等。普瑞巴林合成中所要用到的试剂包括:(R)-(-)-3-(氨甲酰甲基)-5-甲基己酸、次溴酸钠、精制盐酸等。
2.2 试验方法
现在300mL四口烧瓶置于冰水浴中,加入49g的次溴酸钠、控制温度≤0℃,缓慢滴加40mL的30%氢氧化纳溶液,控制温度至≤-5℃以下,加入21.5g(R)-(-)-3-(氨甲酰甲基)-5-甲基己酸,搅拌反应3h。控制温度,分次加入1.2g亚硫酸钠,缓慢升温至50-55℃,搅拌反应1h,监测(R)-(-)-3-(氨甲酰甲基)-5-甲基己酸含量≤0.5%,达到目标后,缓慢滴加精制盐酸至pH值6-7,搅拌反应缓慢降温到0℃,将反应液进行抽滤,取滤饼烘干。将烘干物料放入烧瓶,向烧瓶中加入60mL异丁醇,减压蒸馏,过滤,滤饼用异丁醇淋洗,湿品控制温度≦35℃,减压干燥,得到白色或类白色固体16.8g,普瑞巴林含量99.7%,摩尔收率94.8%。
3 结果分析
目前文献报道的普瑞巴林成的几条路线均存在着较大问题。本项目在基本专利路线基础上,进行了大量的实验和技术攻关,解决了原合成路线中存在的一些问题,降低了成本,成功实现了工业化,同时降低三废排放量。
我们的工艺在路线上的基础上,对最后一步霍夫曼降解工艺进行创新,做了如下改进:合成路线上的技术创新,以次溴纳作为霍夫曼降解反应试剂,避免使用溴素,从而避免了溴素对环境的影响,安全可控,工作环境大为改善;同时,收率提高,成本大幅下降。实现了物料的循环利用,降低了三废的排放,有效的控制成本,节约了能源,做到了可持续发展。
4 结论
在我们的合成路线中所用的原料易购,所用的有机溶剂都得到回收。同时,我们生产所产生的废气经废气处理装置处理,达到国家排放标准,废水经废水处理站处理,效果十分显著。工艺路线合理,产品纯度高。各步反应或生成杂质很少或生成的杂质易于去除,为高质量的产品生产提供了必要的保证。产品工艺成熟,特别在提高中间体质量水平、收率和溶剂使用等方面创新突出,产品质量稳定。是一条可行的工业化清洁生产工艺路线。
猜你喜欢
佛山陶瓷(2018年6期)2018-09-14
特别健康·下半月(2017年6期)2017-07-31
中国医药科学(2016年9期)2016-07-25
环球时报(2012-02-17)2012-02-17
中学理科·综合版(2008年11期)2008-01-14
