
铝车身高温密封胶在汽车涂装工艺的应用
2020-10-21 04:14吕荣佳蔡亚兵于昌淼
汽车实用技术 2020年12期
吕荣佳 蔡亚兵 于昌淼

摘 要:文章详细阐述了一种以橡胶为基材的无溶剂反应型粘接密封胶的产品、工艺条件,并結合某汽车生产线应用实例,总结了该密封胶的施工条件、施工工艺等。
关键词:施工条件;高温密封
Abstract: This paper describes in detail the product and process conditions of a solvent-free reactive adhesive sealant based on rubber, and summarizes the construction conditions and process of the sealant in combination with an application example of an automobile production line.
Keywords: Construction conditions; High temperature sealing
前言
随着汽车行业的发展,轻量化对于新能源汽车有着更为重要的意义,能在保持电池容量不变的情况下明显提升行驶里程。通过铝车身轻量化设计,能有效降低重量,其他同等条件下有利于提高整车驾驶性能。
针对涂装专业来说,铝车身材料因本身的防腐性能,与传统的涂装工艺对比,可以实现简易工艺,免前处理、电泳、免喷涂,即PVC密封工艺(外覆盖件一般实现外委工艺)。车企一般采用铝与钢连接方式、铝铸件与铝型材连接方式,针对车身的连接方式,PVC密封在铝车身工艺实施过程中,显得尤为重要,本文针对高温密封胶重点介绍。
1 高温密封胶的介绍
1.1 车身焊缝密封胶
车身焊缝密封胶是汽车涂装线车身焊缝密封常规应用材料之一,主要目的用于对车身板材结构间隙进行填充、密封,其主要作用为密封、防水、减震。
铝车身高温密封胶是以橡胶为基材的无溶剂反应型粘接剂/密封胶,在室温下能被高压泵进行输送,在140℃以上开始化学交联,固化后的产品具有很好的弹性,在高温固化后会产生一定量的VOCs,需要经过环保处理后排放,固化后同时具有耐高温,高粘性,高内聚,耐低温,适合各种铝车身、塑料车身粘结。
1.2 技术条件
具体见表1。铝汽车常规PVC高温聚氨酯密封胶,在材料、固化机理、硬度、挤出力及断裂伸长率等几个方面分析,经分析可适用于汽车铝铝板材、铝钢板材结构间隙填充、密封。
1.2 胶品施工
1.2.1 高温密封胶包装开封后建议在2~4 周内使用完;
1.2.2 设备建议使用压缩比在55:1 以上的泵进行输送或采用分级输送;
1.2.3 施工温度
建议使用温度范围20℃~30℃,最佳使用温度25℃;
1.2.4 该高温密封胶可以手工施工,也可以应用机械手施工;
1.2.5 高温密封胶使用过程中
需控制一定的打胶或喷胶速率,这样胶才能均匀,当粘度较稀时,打胶速率相对快点,当粘度较厚时,打胶速率相对慢点;适当控制泵压,当粘度稀时,应适当调低泵压;当粘度较稠时,应适当调高泵压。
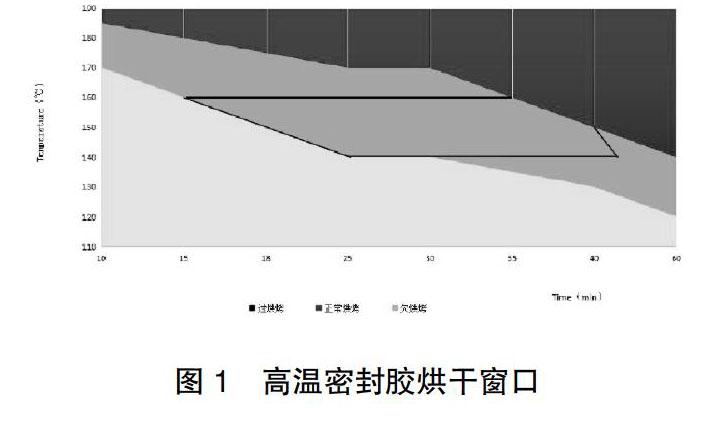
1.3 烘干窗口
高温密封胶固化窗口来看,高温胶在140℃时25min时间可以满足固化要求,此温度区间在时间≤60min内属于正常烘烤范围,如烘干炉温度提升至150℃,烘干时间18min可以满足整车固化标准,但考虑到烘干炉动能消耗量随着烘干温度提升增加,一般厂家会统筹考虑,采用140℃时25min的工艺烘干参数进行管控。如超过烘干窗口,为过烘烤,其PVC胶外表面会发黄、发硬、开裂现象,因此,适当的工艺烘干窗口为工艺重点管控参数。
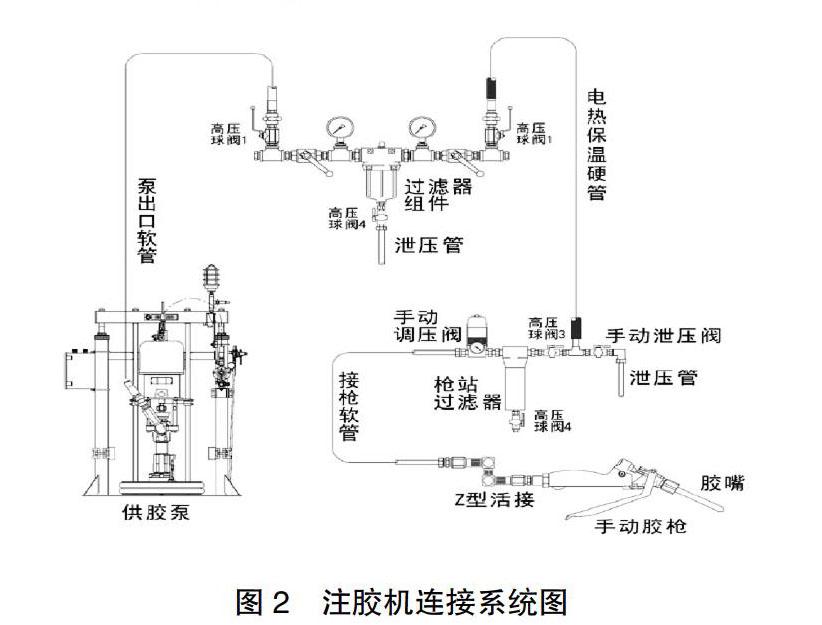
2 注胶机的选择
铝车身涂装工艺实际应用中,因单车使用量约6KG左右,因此结合生产节拍及胶品特性,选择55加仑的原料桶包装的注胶机及相配套的系统附件,具体见注胶机连接系统图2。在选择注胶机时,有一定的要求,如主泵的相关参数、管路、加热功能及枪站等。
注胶机主泵:选用55加仑的原料桶包装的注胶机,该设备的使用压缩比在55:1 以上的泵进行输送或采用分级输送。
供胶管道:管路采用高压无缝钢管,法兰连接(禁止管路与管路直接焊接),外设单面铝箔橡塑保温层,厚度20mm。
加热装置:根据胶品适应的温度要求,在输胶管外表面设有伴管加热装置全程加热及保温,增加压盘加热功能,冬季保持胶品的粘度在工艺要求范围内。
输胶枪站:每个枪站设有高压过滤器(耐压5000psi)、压力调节器(耐压大于3500psi)、压力表(最大量程为5000 psi)和高压球阀,枪站出口要保证滤网的精度,不能堵枪。出口压力:100-250bar压力可调;出口流量:≥600cc/min。
3 高温胶使用注意事项
(1)贮存和运输温度5℃~30℃,密封保存,避免阳光直射,远离热源、辐射和雨水;
(2)若长时间不用,建议每天排胶,至少保证2-3 天有一次排胶,排胶的体积建议大于或等于管道体积;
(3)若两天以上不用,关闭泵的所有压力,卸去管道所有压力;及泵压盘压力,换桶时要注意清洁度,避免杂质混入材料之中,导致出胶嘴堵塞。同时注意排气,以免气泡影响施工,导致断胶;或空气混入物料影响胶的质量;
(4)桶中的材料快用完时,注意及时换桶,以免空打,吸入空气并混进材料中,影响施工,导致断胶;
(5)建议压盘下表面与桶底内表面的距离为5 厘米左右。
4 验证方法
4.1 粘度验证
4.1.1 试验装置
旋转粘度计BROOKFILE DVS 刮刀 测温枪 恒温水浴锅 容器 秒表(0.1s)。
4.1.2 粘度验证方法测试前
将胶料放置在恒温水浴锅中恒温中(23±2)℃,旋转粘度计7#转子,选择转速10r,将胶样放置在粘度计下方,连接转子和粘度计,开启测试,测试稳定后1min读数。
4.2 附着力
4.2.1 附着力试验装置
电热恒温干燥箱 BINDER FD115 刮刀、模具、铝材板。
4.2.2 附着力验证方法
将胶料用刮刀涂覆在固定模具后的铝材板上,用刮刀刮平,胶层厚3mm,标准环境放置30min后,放置在标准烘烤温度下烘烤,取出后冷却至室温,放置24h,用刀90℃切块,切透胶层,割成两条平行线,间隔5mm。并用手从较厚一段剥离切块;重复测试二次,观察胶膜破坏类型,评定附着力级别。
4.3 拉伸强度
4.3.1 拉伸强度试验装置
伺服控制材料试验机,TY-8000测厚仪哑铃型裁刀Ⅰ型, 不粘性材料:聚四氟乙烯板或其他不粘性材料做成的平板,电热恒温干燥箱BINDER FD115。
4.3.2 拉伸强度试验方法
在不粘材料上将胶料压制成2mm厚胶片,按照标准条件烘烤固化,冷却后,将试样从不粘材料上剥下,用哑铃型裁刀Ⅰ型,裁制成无气泡等无缺陷的多组试条,放置24h后测试。启动材料试验机,设置好参数,按照夹具移动速度200mm/min,试样标距25mm,进行拉伸测试,取测试平均值。
5 实验项目及技术要求
高温密封胶实验项目及技术要求如下,需满足技术要求合格后,才能现场实施应用。
6 结论
随着汽车轻量化的发展,铝车身成为车企研究的方向,轻量化、模块化、智能化发展成为趋势,铝车身的密封性因涉及淋雨专项,也成为需要攻关的难题,在投资满足项目需求情况下,铝车身的问题会逐步被攻关,成为成熟的工艺。
猜你喜欢
阅读(科学探秘)(2022年6期)2022-06-23
故事作文·低年级(2021年2期)2021-02-04
动漫界·幼教365(大班)(2019年10期)2019-10-28
科技资讯(2019年4期)2019-05-14
中国建筑防水·悦居(2018年4期)2018-11-12
科学与财富(2018年35期)2018-01-15
大陆桥视野·下(2017年11期)2017-10-31
科学与财富(2017年26期)2017-09-23
中国建筑防水·悦居(2016年7期)2016-08-11
科技创新导报(2016年7期)2016-05-14
