
车门PVC胶泡影响因素及对策分析
2020-10-21 04:14张旭东
汽车实用技术 2020年12期
张旭东


摘 要:文章对车门PVC胶泡产生的机理做了详尽分析,并从工艺参数、原材料特性、设备控制等方面详细分析了胶泡产生的各类影响因素,并结合生产过程中验证过的参数,提出了多项解决措施。对有效预防和根治PVC胶泡的产生具有重要的指导作用。
关键词:PVC胶泡;车门包边;折边胶;车门工艺
Abstract: This paper makes a detailed analysis of the mechanism of PVC bubble in doors, and analyzes in detail the various factors affecting the bubble production from the aspects of process parameters, material characteristics, equipment control, etc., and puts forward a number of solutions based on the parameters verified in the production process. It plays an important guiding role in effectively preventing and eradicating the PVC bubble.
Keyword: PVC Bubbles; Door Hemming; Glue; Door Process
前言
随着经济社会的发展,汽车已经进入千家万户。车门作为车身中一个频繁使用的部件,如果发生灵活性、坚固性、密封性的问题,则很容易被客户发现,难以“蒙”过去,所以车门的制造水平是衡量一个企业白车身制造水平的重要标志。车门生产中会出现各类质量问题,其中PVC胶泡问题是最困扰各大主机厂技术人员的难题,(见图1)。由于胶泡影响整车外观品质,且一旦发生破损,会使车门防腐效果大打折扣,因此这一问题必须引起焊装及涂装工艺人员的高度重视。
1 胶泡形成机理
图2为车门在焊装车间和涂装车间的生产流程。图3为常见的车门焊装涂折边胶,然后通过压机包边,再转序到涂装涂PVC胶的过程。
PVC胶的固化温度为一般为140℃(30 min)。在体积不变的情况下,单位体积的空气从常温T1(25℃)加热到固化温度T2(140℃)时,压强由P1变为了P2。由PV=nRT(其中V为气体体积,n为物质的量,R为理想气体常数,T为绝对温度)可以得出:
可知,单位体积的空气在体积不变的情况下从25℃加热至140℃时,压强为原来的1.39倍。
已知水的摩尔质量为18g/mol,密度为1g/cm3,理想气体的摩尔体积为22.4 L/mol。假设体积不变的情况下,1cm3常温(T1)的水转化为水蒸汽并加热至T2(140℃)时的压强为P3,相对于T1温度的空气压强变化倍数为:
体积不变的情况下,水加热到140℃是压强为原来的1724.44(倍)[1]。
因此一旦折边胶不能实现良好的填充,空腔内的水分、气体会在PVC胶烘烤时溢出,形成气泡。折边胶涂胶量一定的情况下,涂胶距离过远、外板单件翻边波浪、包边间隙过大,内外板扣合后,局部位置就形成空气腔,经涂PVC胶后烘烤,空腔内空气受热膨胀形成胶泡(因包边另一侧为焊装涂覆的折边胶,已在电泳烘房中烘烤固化,其固化后强度高,故胶泡会出现在较软的PVC胶一侧)。具体失效模式见表1。
2 影响因素分析
从胶泡的形成机理和车门生产过程的特点并结合笔者多年的现场经验,造成车门胶泡的原因主要有以下几个方面:
(1)工艺方法或工艺参数类
1)包边间隙过大或者包边不顺(图4);
2)折边胶直径过小,涂胶量不足(图5);
3)折边胶涂胶距离翻边过远;
4)涂装湿打磨水残留;
5)PVC涂胶后长时间未烘干。由于PVC胶中含有的CaO/CaCO3填料(作用为提高硬度)容易吸湿,超过吸湿极限后经烘烤会产生气泡的现象;
6)PVC胶厚度较薄。通过试验发现,PVC胶在≤1mm厚度时,对气体极为敏感,厚度在1.5±0.5mm时,可以一定程度上抵抗一定量的气体;
7)烘干炉温选择不合理。
(2)冲压件或胶品本身特性类
1)车门外板冲压件来料翻边波浪(图6);
2)车门内外板轮廓不匹配(内外板边缘距离过大,图7);
3)PVC胶生产过程带入气体;
4)折边胶生产过程中带入气体。
(3)设备问题类
1)换胶时排气不彻底,或者清洗过滤网后空气未排净;
2)压盘漏气。
3 对策控制
针对上述导致PVC胶泡产生的各类原因,可以从以下几个方面进行控制:
(1)工艺角度措施
1)制定阶段模具保养计划,定期对模具扣合间隙铅丝测量(以及包边断面切割后测量),翻边波浪问题纳入AUDIT评审监控。要求内外板翻边间隙不超过0.1mm。针对磨具问题,要研磨磨具;针对接刀问题,要对接刀进行优化,消除接刀不顺(图8)。
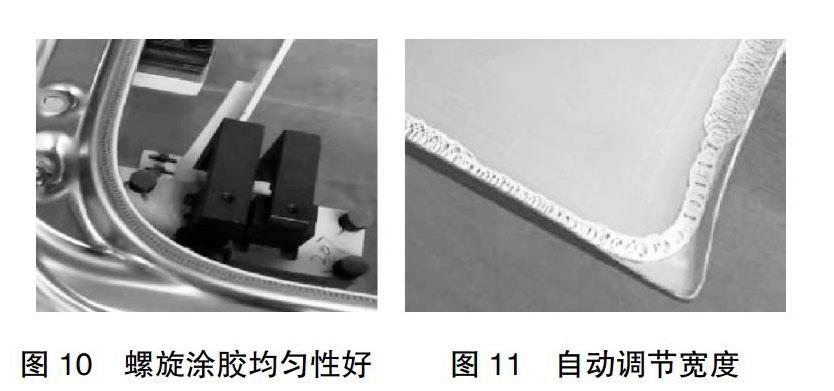
2)严格按照工艺要求进行涂胶(图9)[2]。针对人工工位可以制作涂胶导向[3]、胶枪前端制作限位,针对自动涂胶设备可以升级改造为电控螺旋涂胶(图10、图11)。
3)解决湿打磨水残留的问题,可以采用在PVC胶涂布前设置压缩空气吹扫、增加加热设备的方式去除,或者电泳车身采用干打磨方式;
4)喷涂PVC胶后禁止长时间不烘干(或半干);
5)综合考虑成本和敏感度等因素,PVC胶厚度控制在1.0mm~2.0mm左右为宜;
6)通过试验选择合适的炉温。较低的炉温曲线对于抑制PVC密封胶气泡的产生有利[4]。
(2)原材料角度措施
1)通过调节胎膜的压合力、翻边R角的控制,解决车门外板翻边波浪问题(图12);
2)通过冲压件尺寸精度控制和包边时内板外定位精度控制,将内外板边缘距离控制在1~2mm(图13)。
3)胶品厂家需要在生产制造、包装排气以及运输过程中严格控制胶品质量,同时要严格控制胶桶质量[5]。
(3)设备角度措施
1)清洗和维修过滤器后先将过滤器中的空气排出,然后才能让胶品进入主管路;换胶时,延长压盘排气孔排胶时间。规定换胶时由排气孔排气至少10分钟[6];
2)对压盘进行定期点检;
3)针对设备故障加裝报警装置。
4 结语
本文从多角度对车门PVC胶泡产生的原因和影响因素进行分析,并结合个人多年的工作经验提出了多项改进方案和措施,希望能为彻底解决这一技术难题提供有效的解决思路。
参考文献
[1] 毕超君,华云,贾鹏鹏, PVC焊缝密封胶起泡问题的解决[J].电镀与涂饰, 2017, 036(010):542-544.
[2] 李中华,赵静谦,王磊. PVC焊缝胶起泡分析及其解决方法[J].上海涂料, 2012(09):52-54.
[3] 王振忠,李汉,陈曼娟. PVC胶表面起泡问题的解决[J].机械工程师, 2011(03):126-128.
[4] 赖番结.汽车门盖PVC气泡的优化和预防[J].汽车实用技术, 2017(17):177-178.
[5] 杨学岩,林晓泽.PVC胶产生气泡的原因及控制措施[J].汽车工艺与材料,2011(03):20-23.
[6] 仓传佳.汽车涂装密封胶气泡产生原因分析及改善[J].中国化工贸易,2012,004(004):286-287.
