
手工一体式焊枪在白车身焊接中节能的研究
2020-10-21 04:14程猛沈波程哲闻
汽车实用技术 2020年12期
关键词:能耗
程猛 沈波 程哲闻


摘 要:节能减排是每个汽车新工厂规划或现有工厂的技术改造必须考虑的问题。在白车身制造工艺中,车身焊接能耗较高,低能耗焊接设备的正确选用是每个汽车制造厂面临的问题。文章就手工一体式焊枪在白车身焊接中节能的研究结果进行阐述,对白车身制造中电阻点焊设备的选型具有一定的指导意义。
关键词:手工一体式焊枪;白车身焊接;能耗
Abstract: Energy conservation must be taken account of when new plant is set up or the product line in the current plant is modified. The higher energy consumption happens during the welding process of car body in white (BIW). It is a question that every motor manufacturing plant must face how to select the right and low energy consumption welding equipment. This paper shows the research result about energy conservation of manual IT gun (Integrated Transformer gun). It has the certain instruction significance to select the resistance spot welding equipment for the body in white manufacturing.
Keywords: Manual IT gun; Body In White Welding; Energy consumption
1 前言
隨着汽车工业的发展,对白车身焊接设备的需求越来越多。电阻点焊技术广泛应用于汽车白车身的制造中,点焊设备在车身焊接设备中所占的比例是最大的。在焊接车间里,点焊焊接设备是最大的用电大户,如何降低点焊焊接设备的能耗一直是车身焊接中需要解决的问题。本文通过对现有点焊焊接设备的研究,发现与手工分体式焊枪相比,手工一体式焊枪能耗相对较低,但具体能比手工分体式焊枪省多少能耗,是新厂规划或现有工厂技术改造焊接设备选型中比较关心的问题。为了解决这一问题,本文通过实际焊接试验来比较这两种手工焊枪的具体能耗。
2 手工一体式焊枪的构成
手工点焊焊枪按照结构形式划分可分为分体式焊枪和一体式焊枪,手工一体式焊枪与手工分体式焊枪相比,其结构有很大的不同。手工分体式焊枪如图1所示,手工一体式焊枪如图2所示。
手工分体式焊枪英文名称为Manual Separated Transfor -mer Gun,简称Manual ST gun。按照形状划分可分为“X”型和“C”型焊枪两种。“X”型焊枪由焊接气缸、动电极臂、静电极臂、电极杆、握杆、连接杆、电极帽、电缆连接端子、连杆、支轴、软连接、焊枪吊具和焊接手柄等组成,“C”型焊枪由焊接气缸、电极臂、电极杆、点式握杆、连接杆、电极帽、电缆连接端子、主体、软连接、焊枪吊具和焊接手柄等组成,手工焊枪结构如图3所示。手工一体式焊枪英文名称为Manual Integrated Transformer Gun,简称Manual IT gun。它的焊接变压器是内置式变压器,体积较小,与焊枪集成在一起。按照形状划分可分为“X”型和“C”型焊枪两种。“X”型焊枪由焊接变压器、焊接气缸、枪体、动电极臂、静电极臂、电极杆、电极帽、焊枪吊具和焊接手柄等组成,“C”型焊枪由焊接变压器、焊接气缸、枪体、电极臂、电极杆、电极帽、焊枪吊具和焊接手柄等组成,如图4所示。
手工分体式焊枪焊接系统的焊接变压器是外置式变压器,体积较大,与焊接控制箱安装在一起,如图5所示。手工分体式焊枪是手工分体式焊接系统的组成部分之一,手工分体式焊接系统由手工分体式焊枪、焊接电缆、焊接控制箱、焊接变压器、悬挂系统、冷却水系统和气路系统等组成。手工一体式焊枪是手工一体式焊接系统的重要组成部分之一,手工一体式焊接系统由手工一体式焊枪(含内置焊接变压器)、电源电缆、焊接控制箱、悬挂系统、冷却水系统和气路系统等组成,如图6所示。
3 手工一体式焊枪的特点
与手工分体式焊枪相比,手工一体式焊枪在能耗、系统重量、人机工程、维护保养等多个方面存在显著的优点。
在能耗方面,一体式焊枪的焊接变压器与焊枪集成一体,在焊枪与焊件变压器之间省掉一根3米至4米长且直径较粗的次级焊接电缆,因而一体式焊枪的能耗大大降低;焊接相同板材厚度组合的焊件,一体式焊机的所需功率比分体式焊机的低得多。通常情况下,配手工分体式焊枪的焊机的功率为250千伏安,而配分体式焊枪的焊机功率为60千伏安。
在整个焊接系统重量方面,由于一体式焊枪的焊接变压器与手工焊枪集成一体,其体积减小,重量相应减轻。一般一体式焊接系统的总重量与分体式焊接系统相比,总量减少约40%。这样对焊接系统的悬挂系统的支撑钢结构的承载重量要求一体式焊枪比分体式焊枪的低,可以采用相对较小尺寸的钢结构,从而减少制造生产线的投入。
在人机工程方面,在焊机与焊枪之间的连接,由于一体式焊枪不需要安装直径比较粗的次级焊接电缆,取而代之的是直径比焊接电缆小得多的电源电缆,而且分体式焊枪的焊接电缆由于重量较重,还必须安装专门的平衡器进行悬挂,而一体式焊枪的电源电缆重量较轻,不需要专门的平衡器进行悬挂,从而一体式焊枪转动更灵活,操作性更好,如(图7)所示。
在焊枪维护保养方面,手工一体式焊枪对枪体、气缸和变压器进行了标准化设计,维护保养更便利。在磁力影响方面,一体式焊枪产生的磁力范围比分体式焊枪的小,从而减小了工作环境磁场的影响范围。
4 手工一体式焊枪的节能试验
为了了解手工一体式焊枪的实际能耗,通过实际点焊试验进行检测。选取手工分体式焊枪的焊机功率为200KVA,分体式焊枪为“C”型焊枪,如图8所示。手工一体式焊枪的焊机功率25KVA,一体式焊枪为“C”型焊枪,如图9所示。为了保证试验结果的可比性,手工一体式焊枪的枪体(电极臂)的大小和形状与分体式焊枪完全相同,焊枪的喉深和喉宽也完全相同。
首先从理论上初步估算一体式焊枪与分体式焊枪相比能节省的能耗。测试所用焊接参数及设备参数如下:焊接电流8000安培,焊接时间10周;一体式焊枪变压比96,次级电压4伏,分体式焊枪变压比14,次级电压是27.1伏。估算一体式焊枪与分体式焊枪的理论能耗如下:
一体式焊枪所消耗的电能:4*8000*10*0.02/3600/1000 =0.00178(度)
分体式焊枪所消耗的电能:27.1*8000*10*0.02/3600/ 1000=0.01200(度)
从以上估算结果来看,一体式焊枪所消耗的电能约为分体式焊枪的15%,一体式焊枪可节省能耗约85%。
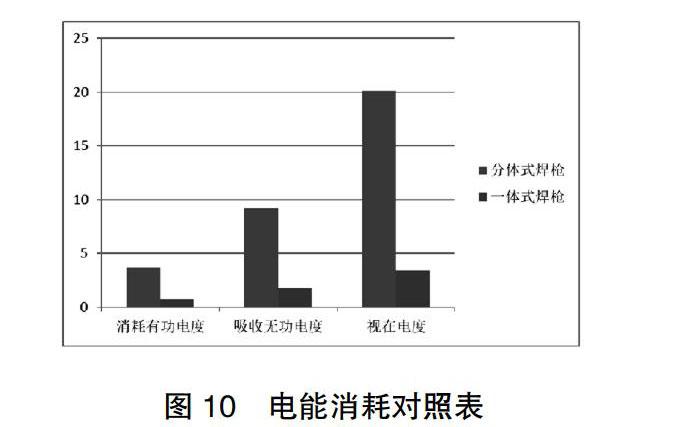
下一步采用相同的焊接电流和焊接时间(8000安焊接电流、10周波焊接电流),分别使用这两种焊枪连续焊接1000个焊点,通过多功能电表分别测量两种焊枪所消耗的电能,测量结果如表1所示,电能消耗对照表如图10所示。
从表1和图10可以看出,焊接1000个焊点,采用手工一体式焊枪的消耗电能与手工分体式焊枪的消耗电能有明显的差异,一体式焊枪的消耗电能明显小于分体式焊枪的消耗电能。具体来说,手工一体式焊枪消耗的有功电度是手工分体式焊枪的18.9%,一体式焊枪的吸收无功电度是分体式焊枪的19.6%,一体式焊枪的视在电度是分体式焊枪的16.9%。
通过此次试验,连续焊接1000个焊点,手工分体式焊枪的消耗电能为33度,手工一体式焊枪的消耗电能仅为5.9度。焊接相同焊点数量,手工一体式焊枪与分体式焊枪相比,一体式焊枪所消耗的电能约为分体式焊枪的18%,节约电能约82%,试验结果与理论估算结果相近。
本次试验选用的手工一体式焊枪的次级电压为4伏,而目前实际应用于白车身焊接生产线的手工一体式焊枪多为8伏次级电压。如果次级电压增加,焊枪所消耗的电能会有所增加,这会造成手工一体式焊枪节省的能耗有所减少。为了更加准确的衡量手工一体式焊枪应用于实际生产现场的节能效果,根据试验结果进行推算可知,若采用60KVA的手工一体式焊枪,次级电压由4伏上升为8伏的条件下,焊枪的耗能量会提高1倍,相比分体式焊枪,其可节省电能量从82%下降至约60%,能节省电能约60%。如此显著的节能效果为手工一体式焊枪在车身焊装生产线的推广运用奠定了基础。
5 结论
根据手工一体式焊枪与手工分体式焊枪的能耗对比试验结果进行估算,与手工分体式焊枪相比,在白车身焊接中,手工一体式焊枪可节省电能约60%。手工一体式焊枪的使用可以作为车身新工厂规划或现有工厂技术改造的節能减排的一种好方法,同时还可以改善人机工程,减少磁场的影响范围。
参考文献
[1] ARO,I.T. Guns against S.T. Guns[Z].2006.
[2] ARO,use manual GB[Z].2006.
[3] ARO,ARO Manual gun brochure C740CN[Z].2010.
[4]OBARA,一体式手动焊枪介绍[Z].2012.
猜你喜欢
知识就是力量(2019年7期)2019-07-01
财讯(2018年17期)2018-05-14
电子技术与软件工程(2017年19期)2017-11-09
土木建筑与环境工程(2017年4期)2017-06-27
计算机应用(2016年10期)2017-05-12
时代风采(2016年9期)2016-05-14
销售与市场·管理版(2015年12期)2015-12-22
商界评论(2015年12期)2015-09-10
中国总会计师(2014年8期)2015-03-10
